一种电子器件套热缩套管成型机的制作方法
本发明涉及电子器件生产制造的,尤其涉及一种电子器件套热缩套管成型机。
背景技术:
1、目前,有些电子器件(比如电容)需要在顶面粘上胶纸(如标签)并精准地套入到热缩套管上,现有技术通常会采用手动的方式完成上述的作业,即,人工将胶纸贴在电子器件的顶面,然后手动将一小节热缩套管套入到电子器件上,再用热风枪吹热缩套管,使热缩套管牢固地包裹着电子器件的外壁。目前人工作业的方式存在效率较低的弊端,而且人工作业的质量无法达到较好的一致性,无法适应电子器件对于高效高质量的生产需求。
技术实现思路
1、本发明的目的在于提供一种电子器件套热缩套管成型机,主要解决如何自动向电子器件贴合胶纸以及套上热缩套管的技术问题。
2、为达此目的,本发明采用以下技术方案:
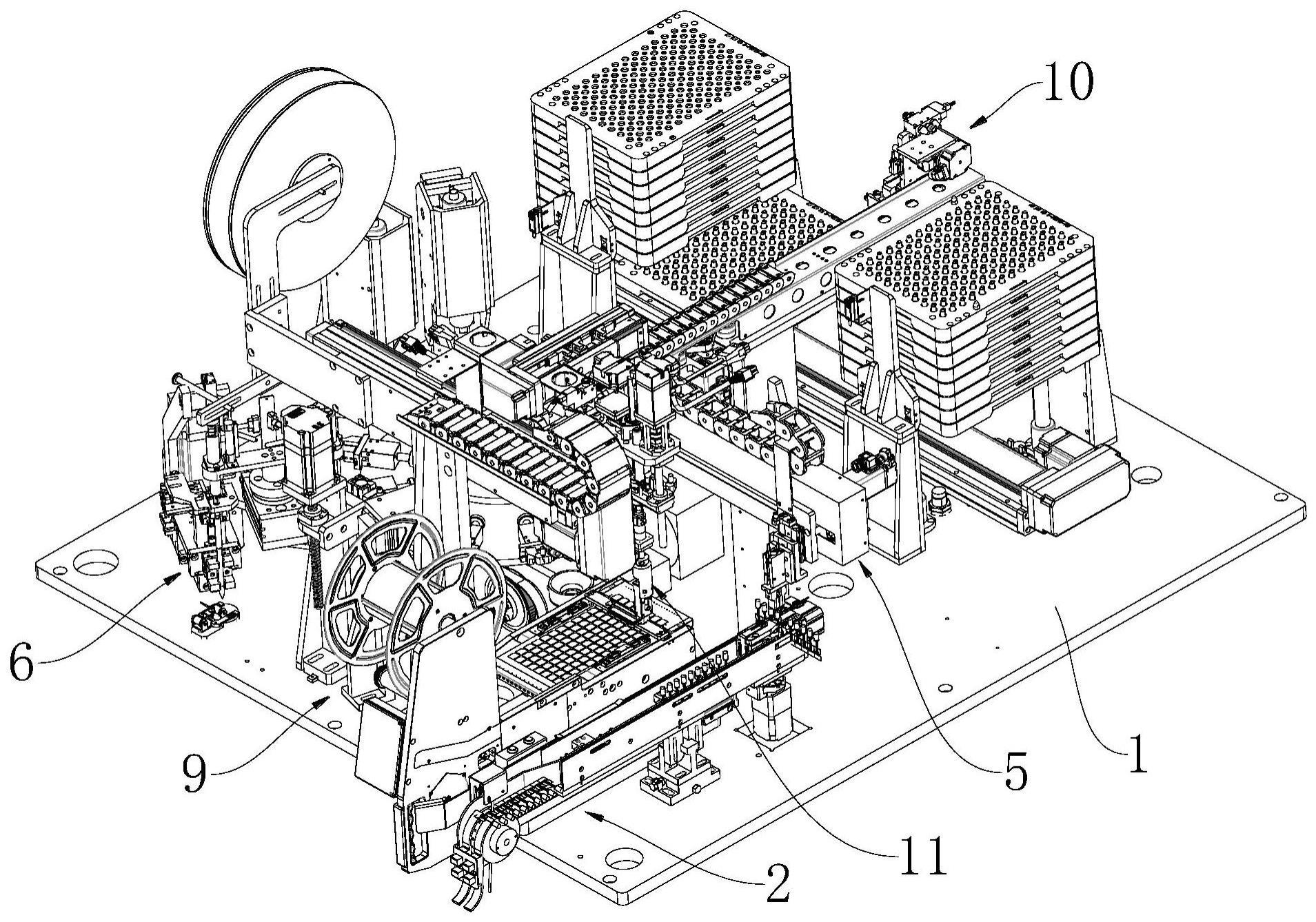
3、一种电子器件套热缩套管成型机,包括机架及分别连接所述机架的供料机构、转盘、上料机构、供胶纸机构、贴胶机构、套管机构、校准机构、热缩机构和下料机构;
4、所述转盘能够相对于所述机架转动,所述转盘上设置有用于装夹电子器件的夹具,所述转盘转动时带动所述夹具相对于所述机架转动;
5、所述供料机构用于自动提供电子器件,所述上料机构设置于所述供料机构的一侧并用于将所述供料机构上的电子器件移送至所述转盘的夹具上;所述供胶纸机构用于自动提供胶纸;
6、所述贴胶机构、所述套管机构、所述校准机构、所述热缩机构及所述下料机构依次沿所述转盘的转动方向布置在所述转盘的一侧,所述贴胶机构用于将位于所述供胶纸机构上的胶纸自动贴在位于所述夹具上的电子器件的顶面,所述套管机构用于将热缩套管套入位于所述夹具上的电子器件上,所述校准机构用于校准套在所述电子器件上的热缩套管的位置,所述热缩机构用于使热缩套管热缩并包裹所述电子器件的外壁,所述下料机构用于将位于所述夹具上的电子器件向外下料至预设位置。
7、在上述技术方案中,所述胶纸的外形尺寸大于所述电子器件的顶面的外形尺寸;所述电子器件套热缩套管成型机还包括第一整形机构及第二整形机构,所述贴胶机构、所述第一整形机构、所述第二整形机构及所述套管机构依次沿所述转盘的转动方向布置在所述转盘的一侧,所述第一整形机构及所述第二整形机构均用于使所述胶纸的外圈粘接于所述电子器件的侧壁。
8、在上述技术方案中,所述第一整形机构包括纵向驱动装置、夹爪气缸、压块及两个夹持块;
9、所述纵向驱动装置连接所述机架,所述夹爪气缸连接两所述夹持块并用于驱动两所述夹持块互相靠近或互相远离,所述压块与所述夹爪气缸的缸体固定相连并延伸至两所述夹持块之间,所述纵向驱动装置连接所述夹爪气缸并用于驱动所述夹爪气缸、所述压块及两所述夹持块共同在竖直方向上移动。
10、在上述技术方案中,所述第二整形机构包括纵向驱动模组、夹爪驱动器、压头及两个夹块;
11、所述纵向驱动模组连接所述机架,所述夹爪驱动器连接两所述夹块并用于驱动两所述夹块互相靠近或互相远离,所述压头与所述夹爪驱动器相连并延伸至两所述夹块之间,所述纵向驱动模组连接所述夹爪驱动器并用于驱动所述夹爪驱动器、所述压头及两所述夹块共同在竖直方向上移动;当两所述夹块互相靠近时,两所述夹块与所述压头的外侧壁共同围设形成了环形槽口,所述环形槽口的外圈的形状与所述电子器件的外侧壁的形状相适应。
12、在上述技术方案中,所述供料机构包括座体、编带、拨动电机及拨轮;
13、所述座体与所述机架连接,座体上设置上用于供编带进入及送出的导向槽,所述编带沿长度方向设置有多个孔位,所述编带用于粘接电子器件的引脚,所述拨轮沿径向的外壁凸设有多个凸块,所述拨动电机分别连接所述座体及所述拨轮并用于驱动所述拨轮转动,所述拨轮在转动时所述凸块嵌入至所述编带的孔位内,以带动所述编带在所述导向槽内移动,所述编带的移动路径包括与所述上料机构相邻的位置;
14、所述电子器件套热缩套管成型机还包括连接所述机架的切脚机构,所述切脚机构设置于所述拨轮的一侧,并用于切断所述电子器件的引脚,以使所述电子器件的引脚能够与所述编带相分离。
15、在上述技术方案中,所述套管机构包括架体、第一驱动器、第一夹爪、第二夹爪、轴芯、第三驱动器、切刀、第四驱动器、安装座及至少一个套管模块;
16、所述轴芯的轴向指向竖直方向并用于撑开热缩套管的内孔;
17、所述套管模块包括相邻布置的接料柱及推料组件,所述接料柱与所述安装座于竖直方向滑动连接,所述接料柱位于所述轴芯的正上方;
18、所述第一夹爪与所述架体连接且位于所述第二夹爪的正上方,所述第一夹爪及所述第二夹爪均用于同时夹持所述热缩套管及所述热缩套管内的所述轴芯;
19、所述第一驱动器分别连接所述架体及所述第二夹爪,所述第一驱动器用于驱动所述第二夹爪沿竖直方向移动,所述第二夹爪的上升用于使所述热缩套管沿所述轴芯的轴向向上套入至所述接料柱上;
20、所述第三驱动器分别连接所述架体及所述切刀,并用于驱动所述切刀伸入至所述轴芯的正上方;
21、所述第四驱动器分别连接所述架体及所述安装座,所述第四驱动器用于驱动所述安装座及所述套管模块共同转移至所述夹具的上方,所述推料组件连接所述安装座,所述推料组件用于将套在所述接料柱上的所述热缩套管向下推出。
22、在上述技术方案中,所述推料组件包括相连的第五驱动器和推料件;
23、所述第五驱动器固定于所述安装座上,所述推料件套设于所述接料柱的外壁上,所述第五驱动器用于驱动所述推料件沿所述接料柱的轴向滑动。
24、在上述技术方案中,所述轴芯包括内芯及外芯,所述外芯套设于所述内芯的外壁上并能够相对于所述内芯于竖直方向自由滑动,所述内芯顶部的外径大于所述外芯的外径,所述内芯与所述外芯之间设置有弹性件,所述外芯受所述弹性件的作用力而具有向下滑动的趋势,所述第一夹爪用于同时夹持所述套管及所述内芯的顶端,所述第二夹爪用于同时夹持所述套管及所述外芯。
25、在上述技术方案中,所述供胶纸机构包括基座、剥刀、放料辊及收料辊;
26、所述基座固定在所述机架上,所述放料辊及所述收料辊均与所述基座转动连接,所述放料辊用于放出物料,所述收料辊用于回收物料,所述物料包括料带以及粘接于所述料带上的多个胶纸,所述剥刀与所述基座连接,所述剥刀设置于所述料带放出的拐弯位置的相邻位置并用于剥离所述胶纸。
27、在上述技术方案中,所述校准机构包括相连的执行器及下压块;所述执行器用于驱动所述下压块在竖直方向上移动,所述下压块用于推动套在所述电子器件上的热缩套管向下移动至预定位置。
28、与现有技术相比,本发明提供的至少具有以下的有益效果:
29、工作时,由供料机构实现电子器件的自动供料,然后通过上料机构将供料机构处的电子器件移动到转盘的夹具上,接着通过转盘的转动即可带动夹具依次移动到贴胶机构、套管机构、校准机构、热缩机构以及下料机构的相邻位置,其中,贴胶机构用于将位于供胶纸机构上的胶纸自动贴在电子器件的顶面,套管机构用于自动将热缩套管套入到电子器件上,当热缩套管套好后,由校准机构校准热缩套管套在电子器件的位置,接着由热缩机构向热缩套管吹热风,使热缩套管受热而包裹在电子器件的外壁,最后由下料机构将夹具上已完成贴胶作业和套管作业的电子器件下料到预设位置;
30、综上,本方案能够实现自动向电子器件上自动贴胶及精准地套上热缩套管的功能,能够大幅提高电子器件的套管效率,并最终提高电子器件的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!