真空吸塑成型机及其方法与流程
本技术涉及智能控制领域,且更为具体地,涉及一种真空吸塑成型机及其方法。
背景技术:
1、真空吸塑成型机是由几个主要部件组成的。第一个部件是加热部件,通过加热器元件将塑料片材加热软化使其具备成型性能;第二个部件是吸塑部件,通过真空泵、真空腔体和吸气孔等元件将加热软化的塑料片材吸附到模具上,并通过负压使其余模具表面紧密贴合;第三个部件是冷却部件,通过冷却水系统迅速冷却和固化塑料片材,使其保持成型形状;第四个部件是模具,是用于给塑料片材赋予所需形状和尺寸的部件,通常由上模和下模组成,可以根据产品需求设计成各种形状。
2、在真空吸塑成型机的工作过程中,需要严格控制加热的温度,当加热温度过高,塑料材料的温度超过其熔点,会导致发生烧焦的情况,产品表面会出现烧痕,严重影响产品质量;当加热温度过低,塑料材料无法充分软化,并且会延长加热周期,降低生产效率。
3、因此,需要一种真空吸塑成型机。
技术实现思路
1、为了解决上述技术问题,提出了本技术。本技术的实施例提供了一种真空吸塑成型机及其方法,其采用基于深度学习的人工智能控制技术,通过塑料片材的加热状态来自适应调控塑料片材加热软化的温度。这样,提高了加热温度的控制精度,有利于提升产品质量,同时还减少了能源的浪费,提高能源利用效率。
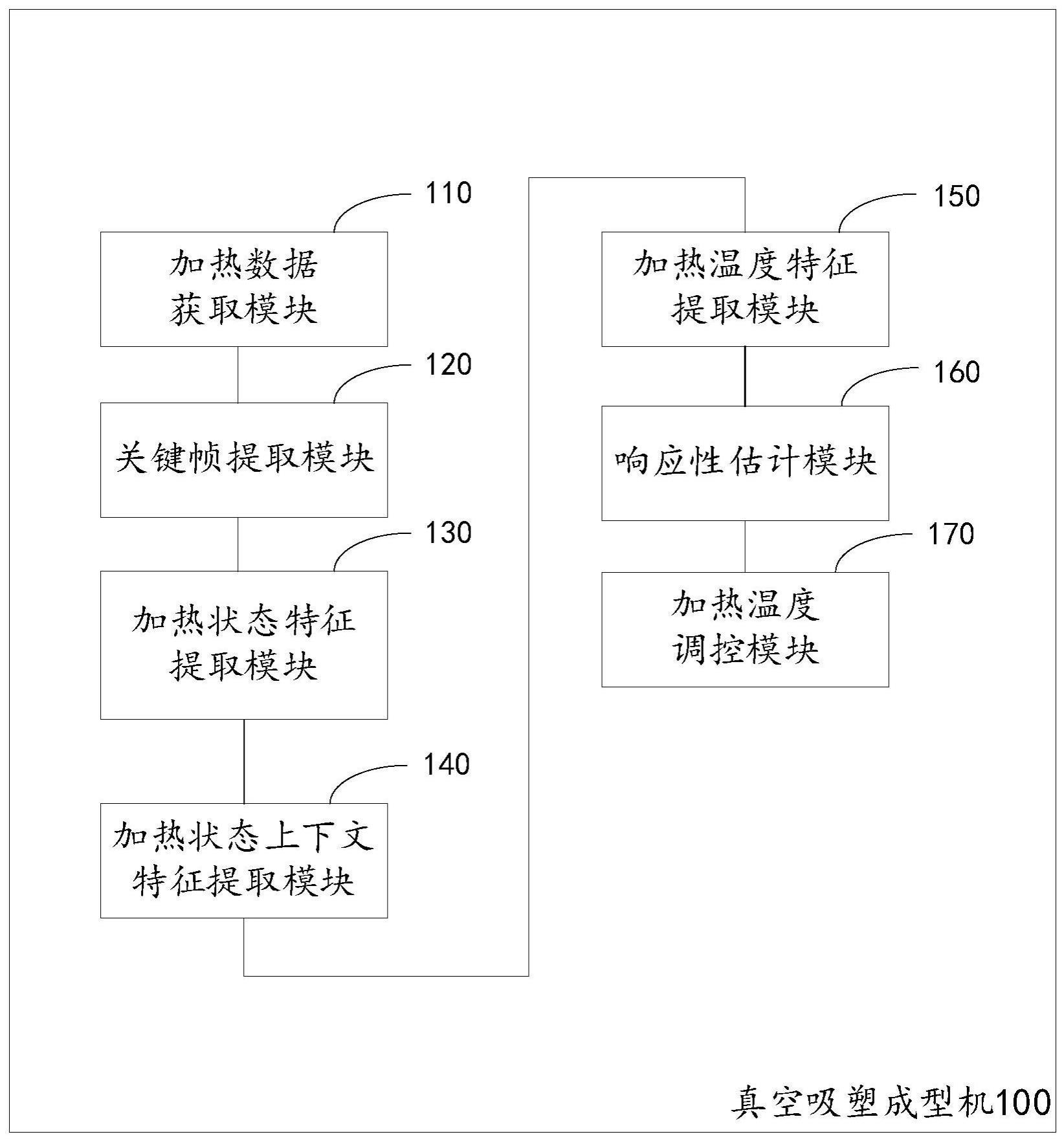
2、根据本技术的一个方面,提供了一种真空吸塑成型机,其包括:
3、加热数据获取模块,用于获取预定时间段多个预定时间点的塑料片材的加热温度值以及由摄像头采集的所述预定时间段的塑料片材加热监控视频;
4、关键帧提取模块,用于从所述预定时间段的塑料片材加热监控视频中提取出多个塑料片材加热监控关键帧;
5、加热状态特征提取模块,用于将所述多个塑料片材加热监控关键帧中各个塑料片材加热监控关键帧分别通过第一卷积神经网络模型以得到多个塑料片材加热特征向量;
6、加热状态上下文特征提取模块,用于将所述多个塑料片材加热特征向量通过基于转换器的上下文编码器以得到加热上下文理解特征向量;
7、加热温度特征提取模块,用于将所述多个预定时间点的塑料片材的加热温度值排列成温度输入向量后通过多尺度领域特征提取模块以得到温度特征向量;
8、响应性估计模块,用于计算所述加热上下文理解特征向量相对于所述温度特征向量的响应性估计以得到分类特征矩阵;
9、加热温度调控模块,用于将所述分类特征矩阵通过分类器以得到分类结果,所述分类结果用于表示当前时间点的加热温度值应增大、保持不变或应减小。
10、在上述真空吸塑成型机中,所述关键帧提取模块,用于:以预定采样频率从所述预定时间段的塑料片材加热监控视频中提取出所述多个塑料片材加热监控关键帧。
11、在上述真空吸塑成型机中,所述加热状态特征提取模块,用于:使用所述第一卷积神经网络模型的各层在层的正向传递中分别对输入数据进行:对所述输入数据进行卷积处理以得到卷积特征图;对所述卷积特征图进行沿通道维度的各个特征矩阵池化以得到池化特征图;对所述池化特征图进行非线性激活以得到激活特征图;其中,所述第一卷积神经网络模型的最后一层的输出为所述多个塑料片材加热特征向量,所述第一卷积神经网络模型的第一层的输入为所述多个塑料片材加热监控关键帧。
12、在上述真空吸塑成型机中,所述加热状态上下文特征提取模块,包括:向量排列单元,用于将所述多个塑料片材加热特征向量排列为输入向量;输入向量转化单元,用于将所述输入向量通过可学习嵌入矩阵分别转化为查询向量和关键向量;自注意关联矩阵生成单元,用于计算所述查询向量和所述关键向量的转置向量之间的乘积以得到自注意关联矩阵;标准化处理单元,用于对所述自注意关联矩阵进行标准化处理以得到标准化自注意关联矩阵;激活单元,用于将所述标准化自注意关联矩阵输入softmax激活函数进行激活以得到自注意力特征矩阵;注意力施加单元,用于将所述自注意力特征矩阵与以所述多个塑料片材加热特征向量中各个塑料片材加热特征向量作为值向量分别进行相乘以得到多个上下文特征向量;上下文级联单元,用于将所述多个上下文特征向量进行级联以得到所述加热上下文理解特征向量。
13、在上述真空吸塑成型机中,所述加热温度特征提取模块,包括:第一尺度加热温度特征提取单元,用于将所述温度输入向量输入所述多尺度邻域特征提取模块的第一卷积层以得到第一尺度温度特征向量,其中,所述第一卷积层具有第一长度的第一一维卷积核;第二尺度加热温度特征提取单元,用于将所述温度输入向量输入所述多尺度邻域特征提取模块的第二卷积层以得到第二尺度温度特征向量,其中,所述第二卷积层具有第二长度的第二一维卷积核,所述第一长度不同于所述第二长度;多尺度特征融合单元,用于将所述第一尺度温度特征向量和所述第二尺度温度特征向量进行融合以得到所述温度特征向量。
14、在上述真空吸塑成型机中,所述尺度特征融合单元,包括:特征表达强化子单元,用于使用高斯密度图对所述第一尺度温度特征向量和所述第二尺度温度特征向量进行基于高斯先验分布的特征表达强化以得到第一高斯强化特征矩阵和第二高斯强化特征矩阵;转移类单应空间矩阵计算子单元,用于分别计算所述第一高斯强化特征矩阵和所述第二高斯强化特征矩阵的各组对应的行向量之间的转移类单应空间矩阵以得到多个转移类单应空间矩阵;余弦相似度计算子单元,用于分别计算所述第一高斯强化特征矩阵和所述第二高斯强化特征矩阵的各组对应的行向量之间的余弦相似度以得到类聚类中心权重特征向量;加权子单元,用于以所述类聚类中心权重特征向量中各个位置的特征值作为权重,计算所述多个转移类单应空间矩阵的按位置加权和以得到转移中心类单应空间矩阵;单应映射特征向量生成子单元,用于将所述第一尺度温度特征向量和所述第二尺度温度特征向量分别与所述转移中心类单应空间矩阵进行相乘以得到单应映射第一尺度温度特征向量和单应映射第二尺度温度特征向量;级联子单元,用于将所述单应映射第一尺度温度特征向量和所述单应映射第二尺度温度特征向量进行级联以得到所述温度特征向量。
15、在上述真空吸塑成型机中,所述响应性估计模块,用于:以如下响应性估计公式计算所述加热上下文理解特征向量相对于所述温度特征向量的响应性估计以得到所述分类特征矩阵;其中,所述响应性估计公式为:
16、
17、其中va表示所述加热上下文理解特征向量,vb表示所述温度特征向量,m表示所述分类特征矩阵,表示矩阵相乘。
18、在上述真空吸塑成型机中,所述加热温度调控模块,包括:矩阵展开单元,用于将所述分类特征矩阵按照行向量或列向量展开为分类特征向量;全连接单元,用于使用所述分类器的全连接层对所述分类特征向量进行全连接编码以得到全连接编码特征向量;概率化单元,用于将所述全连接编码特征向量输入所述分类器的softmax分类函数以得到所述分类特征矩阵归属于各个分类标签的概率值,所述分类标签包括用于表示当前时间点的加热温度值应增大和用于表示当前时间点的加热温度值应减小以及用于表示当前时间点的加热温度值应保持不变;分类单元,用于将所述概率值中最大者对应的分类标签确定为所述分类结果。
19、根据本技术的另一方面,提供了一种真空吸塑成型机的控制方法,其包括:
20、获取预定时间段多个预定时间点的塑料片材的加热温度值以及由摄像头采集的所述预定时间段的塑料片材加热监控视频;
21、从所述预定时间段的塑料片材加热监控视频中提取出多个塑料片材加热监控关键帧;
22、将所述多个塑料片材加热监控关键帧中各个塑料片材加热监控关键帧分别通过第一卷积神经网络模型以得到多个塑料片材加热特征向量;
23、将所述多个塑料片材加热特征向量通过基于转换器的上下文编码器以得到加热上下文理解特征向量;
24、将所述多个预定时间点的塑料片材的加热温度值排列成温度输入向量后通过多尺度领域特征提取模块以得到温度特征向量;
25、计算所述加热上下文理解特征向量相对于所述温度特征向量的响应性估计以得到分类特征矩阵;
26、将所述分类特征矩阵通过分类器以得到分类结果,所述分类结果用于表示当前时间点的加热温度值应增大、保持不变或应减小。
27、根据本技术的再一方面,提供了一种电子设备,包括:处理器;以及,存储器,在所述存储器中存储有计算机程序指令,所述计算机程序指令在被所述处理器运行时使得所述处理器执行如上所述的真空吸塑成型机的控制方法。
28、根据本技术的又一方面,提供了一种计算机可读介质,其上存储有计算机程序指令,所述计算机程序指令在被处理器运行时使得所述处理器执行如上所述的真空吸塑成型机的控制方法。
29、与现有技术相比,本技术提供的真空吸塑成型机及其方法,其采用基于深度学习的人工智能控制技术,通过塑料片材的加热状态来自适应调控塑料片材加热软化的温度。这样,提高了加热温度的控制精度,有利于提升产品质量,同时还减少了能源的浪费,提高能源利用效率。
- 还没有人留言评论。精彩留言会获得点赞!