一种电力电缆护套管挤出成型系统及方法与流程
本技术涉及挤出成型系统,更具体地说,涉及一种电力电缆护套管挤出成型系统及方法。
背景技术:
1、电缆护套管是一种电缆上常用的绝缘保护热缩套管,这类产品主要材质为pe,在电缆护套管的生产过程中通过电缆护套管挤出成型装置进行生产加工,现有的电缆护套管挤出成型装置,不便于对电缆护套原料塑料颗粒进行快速热熔影响生产效率,同时不便于精准控温,由于温热熔温度不精准导致的物料浪费,因此需要一种电力电缆护套管挤出成型装置对上述问题做出改善。
2、现有技术公开号为cn210378634u的文献提供一种电力电缆护套管挤出成型装置,该装置通过装置主体、储料罐和恒温挤出管体以及成型管体,所述装置主体的顶部从左至右依次安装有储料罐和恒温挤出管体以及成型管体,所述装置主体的顶部位于恒温挤出管体和成型管体的前后两侧安装有固定座,所述装置主体的顶部位于成型管体的前侧安装有控制器,所述储料罐的基面设有观察窗,所述输送泵的左侧安装有进料管,所述输送泵的右侧通过出料管连接于恒温挤出管体的内部,所述恒温挤出管体的内部设有保温层,所述恒温挤出管体的内壁通过安装架安装有管道模具,所述管道模具的右端延伸至成型管体的内部,所述成型管体的内部嵌入安装有制冷板,所述成型管体的右侧开设有出料口。
3、上述中的现有技术方案虽然通过现有技术的结构可以实现与有关的有益效果,但是仍存在以下缺陷:该装置在成型时,只能进行同一厚度的电缆护套成型,成型的型号较少,还需进行另外的机器实现,提高了成本,同时成型对于温度的要求较高,该装置不能对温度进行有效的把控,此外现有的电力电缆护套管挤出成型系统仅仅是针对挤出温度和塑料颗粒的融化温度进行控制,但是对于磨具成型的冷却温度尤其是冷却速率也是很关键的参数,因此现有的电力电缆护套管挤出成型系统无法客观的进行进准的控制挤出成型的效果。
4、针对上述中的相关技术中,发明人认为在进行成型护套管时,可以适用于不同型号护套管的成型,同时在成型过程中可以及时的对浇头的温度进行把控,保证成型的质量及脱膜的顺利。
5、鉴于此,我们提出一种电力电缆护套管挤出成型系统。
技术实现思路
1、1.要解决的技术问题
2、本技术的目的在于提供一种电力电缆护套管挤出成型系统的方法,解决了上述背景技术中的装置在成型时,只能进行同一厚度的电缆护套成型,成型的型号较少,还需进行另外的机器实现,提高了成本,同时成型对于温度的要求较高,该装置不能对温度进行有效的把控的技术问题,实现了技术效果。
3、2.技术方案
4、本技术技术方案提供了一种电力电缆护套管挤出成型系统,包括:
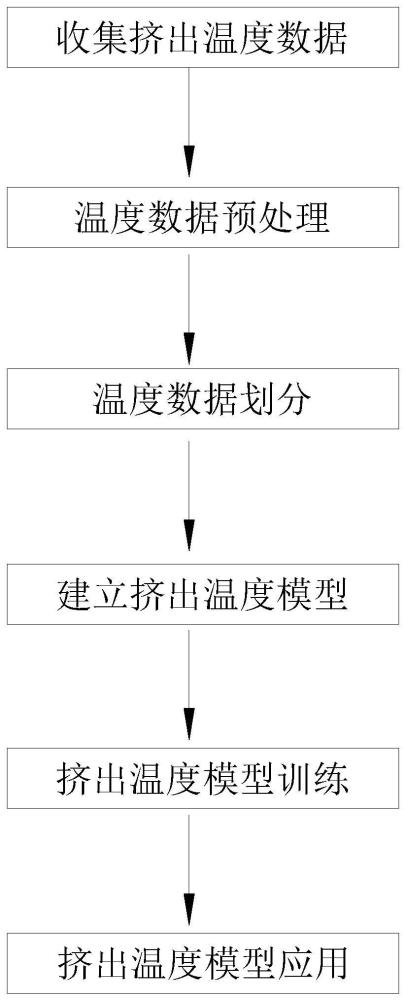
5、收集挤出温度数据,对挤出过程中的温度数据以及模芯内的冷却温度速率通过就近的传感器进行获取;
6、温度数据预处理,将收集的温度数据进行数据清洗等预处理,保证数据的质量;
7、温度数据划分,将数据大部分用于训练挤出温度和冷却速率模型,一部分作为测试集,进行性能评估;
8、建立挤出温度和冷却速率模型,建立卷积神经网络模型进行温度的预测;
9、挤出温度和冷却速率模型训练,通过温度数据对模型进行训练,利用优化器对模型进行优化,可以让模型准确的进行预测温度;
10、挤出温度和冷却速率模型应用,对优化后的模型进行使用,可以帮助进行温度的控制和调整,保证电缆护套管的质量和性能。
11、通过对温度的优化控制及推出组件的设置,在成型过程中可以及时的对浇头的温度进行把控,作出应有的温度调整,保证成型的质量,同时可以通过推出组件的配合保证脱膜的顺利。
12、作为本技术文件技术方案的一种可选方案,所述收集挤出温度数据的传感器设置于浇头外侧;
13、该传感器采用热敏电阻,利用温度的变化,电阻值也会发生变化,通过较高的灵敏度和较快的响应时间,可以及时快速的进行获取数据。
14、作为本技术文件技术方案的一种可选方案,所述温度数据预处理的数据清洗包括:
15、通过箱线图识别异常数值进行删除,替换或插值进行处理;
16、通过删除缺失值,使用平均值或众数进行填充;
17、通过对重复数据的删除,保留一条数据。
18、作为本技术文件技术方案的一种可选方案,所述建立挤出温度和冷却速率模型通过建立卷积神经网络模型的架构包括:
19、输入层,作为接受温度数据的特征向量进行输入;
20、卷积层,通过卷积核对输入进行卷积提取特征;
21、池化层,对卷积层的输出进行采样,减少参数的数量,提取特征;
22、扁平化层,将池化层的输出展平成一维向量,作为全连接层的输入;
23、全连接层,通过多个全连接层进行特征映射和组合;
24、输出层,输出层根据需要,可以是一个或多个节点,进行温度的回归预测。
25、作为本技术文件技术方案的一种可选方案,所述挤出温度和冷却速率模型训练的优化器使用adam优化器,根据梯度的一阶矩估计和二阶矩估计来自适应地调整学习率。
26、通过采用上述技术方案,通过对不同注塑材料温度的不同的学习训练,从而优化了浇头输出时注塑材料的温度,提高了对温度的控制效果,保证了成型质量。
27、本技术还公开了前述电力电缆护套管挤出成型系统的使用方法,包括以下步骤:
28、s1、首先,将成型液加入到注入箱内进行搅拌同时进行加热,保证温度;
29、s2、此时,通过浇头将液体注入到成型腔内,通过模芯定型成型;
30、s3、此时,在此过程中通过传感器对浇头的温度数据实时获取,并采用热敏电阻,利用温度的变化,电阻值也会发生变化,通过较高的灵敏度和较快的响应时间,可以及时快速的进行获取数据;在模芯内成型时,让外侧的水源通过冷却水路,并通过一侧输出,对成型材料进行冷却,并利用第二温度传感器对冷却温度进行采集获得冷却速率或者温度下降梯度;
31、s4、此时,在获取后,通过箱线图识别异常数值进行删除,替换或插值进行处理,通过删除缺失值,使用平均值或众数进行填充,通过对重复数据的删除,保留一条数据,从而对数据进行清洗;
32、s5、此时,将数据大部分用于训练挤出温度和冷却速率模型,一部分作为测试集,进行性能评估,通过建立的卷积神经网络模型进行预测;
33、s6、此时,使用adam优化器,根据梯度的一阶矩估计和二阶矩估计来自适应地调整学习率对挤出温度和冷却速率模型进行训练;
34、s7、此时,利用优化后的模型进行使用,进行浇头出液温度的控制和调整,保证电缆护套管的质量和性能;
35、s8、控制模芯6转动;
36、s9、此时,通过模芯转动,让完成的模芯到达挤出成型箱下方进行出模;
37、s10、此时,通过启动第二电机,让模芯及推出块的运动,让成型料进行脱膜。
38、3.有益效果
39、本技术技术方案中提供的一个或多个技术方案,至少具有如下技术效果或优点:
40、1.本技术同时将挤出温度和冷却温度以及冷却速率作为神经网络的输入,然后同时作为输入参数,作为挤出成型质量的控制参考依据,使得成型系统的控制效果更好,且控制更加精准。
41、2.本技术通过对温度的优化控制及推出组件的设置,在成型过程中可以及时的对浇头的温度进行把控,作出应有的温度调整,保证成型的质量,同时可以通过推出组件的配合保证脱膜的顺利。
42、3.本技术通过多个成型腔的设置,在进行成型护套管时,可以适用于不同型号护套管的成型。
43、4.本技术通过冷却水路的螺旋设置,提高了冷却的效率及效果。
- 还没有人留言评论。精彩留言会获得点赞!