一种大口径孔网增强复合管的成型生产线及其成型工艺的制作方法
本发明涉及增强复合管,尤其涉及一种大口径孔网增强复合管的成型生产线及其成型工艺。
背景技术:
1、孔网增强复合管是目前的一种常规的复合管,该复合管主要包括孔网管和包覆与孔网管内外侧的内塑料层和外塑料层,而一般大口径的增强复合管的孔网管是采用螺旋缠绕焊接形成的螺旋焊管,这种孔网管成型的成型的过程中会螺旋轴向输送,因此,常规的成型生产线主要包括孔网管螺旋焊接成型机、孔网管输送架、对中心装置、对焊机、牵引机和复合成型模具,其中,螺旋焊接成型的孔网管后先锯切,锯切后的孔网管送入到对中心装置,其中对中心装置上设置有两个固定座,两个固定座固定有一个芯轴,芯轴的上游端直接向上延伸至复合成型模具中,在成型时,先将上游的一个固定座拆下移走,然后将锯切后的孔网管先套在芯轴的外部,芯轴上设置有支撑孔网管的支撑滚轮,孔网管套在芯轴上以后再将上游的固定座安装后,再拆卸下游的固定座,此时孔网管才能穿过芯轴而进入到下游的模具中,因此,整个流程需要频繁的拆卸固定座,需要搬运切断的孔网管,操作非常繁琐,效率非常低,并且人工成本也比较高。
技术实现思路
1、本发明所要解决的第一个技术问题是:提供一种大口径孔网增强复合管的成型生产线,该成型生产线能够快速成型大口径孔网增强复合管,提高生产效率,降低了成本。
2、本发明所要解决的另一个技术问题是:提供一种大口径孔网增强复合管的成型生产线的成型工艺,成型工艺能够快速成型大口径孔网增强复合管,提高生产效率,降低了成本。
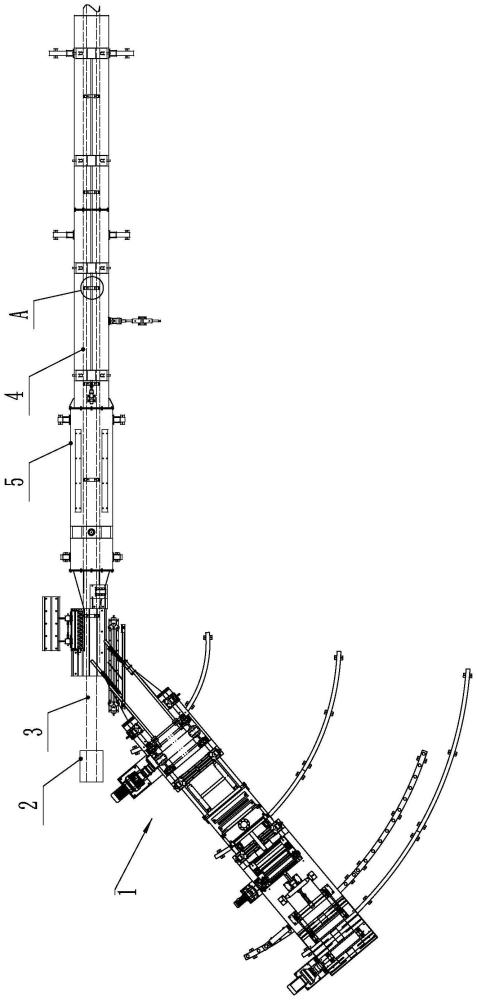
3、为解决上述第一个技术问题,本发明的技术方案是:一种大口径孔网增强复合管的成型生产线,包括孔网管螺旋焊接成型机,所述成型生产线还包括
4、孔网管输送架,所述孔网管输送架设置于孔网管螺旋焊接成型机的下游设置用于对孔网管进行输送;
5、在线切割机,所述在线切割机设置于所述孔网管输送架的输送线路上用于对孔网管进行在线切割;
6、对焊机,所述对焊机设置于所述孔网管输送架的下游用于将孔网管的端部对接焊接;
7、第一牵引机,所述第一牵引机设置于对焊机的下游用于对孔网管进行牵引;
8、复合成型模具和挤出机,所述复合成型模具设置于第一牵引机的下游,所述复合成型模具内贯穿有芯轴,所述芯轴水平贯穿所述复合成型模具并向上游延伸直至孔网管螺旋焊接成型机的上游,所述孔网管螺旋焊接成型机的上游设置有方便芯轴固定的上游固定座上,所述复合成型模具的进料通道与所述挤出机的出料管相连通,所述孔网管贯穿所述复合成型模具在复合成型模具上成型增强复合管,所述芯轴位于孔网管的内部,所述芯轴上设置有撑住所述孔网管内壁的内撑导向结构;
9、冷却装置,所述冷却装置设置于所述复合成型模具的下游用于对增强复合管进行冷却;
10、第二牵引机,所述第二牵引机设置于冷却装置的下游用于对增强复合管进行牵引;
11、下游切割机,所述下游切割机设置于第二牵引机的下游用于对增强复合管进行切断;
12、堆放架,所述堆放架设置于下游切割机的下游用于堆放增强复合管。
13、作为一种优选的方案,所述第一牵引机和复合成型模具之间还设置有对孔网管位置矫正的精矫正装置。
14、作为一种优选的方案,所述精矫正装置包括矫正机架,所述矫正机架上设置有结构相同的上游矫正辊组和下游矫正辊组,所述上游矫正辊组包括转动安装于矫正机架上的上矫正辊和下矫正辊,所述上矫正辊和下矫正辊分别矫正孔网管的上下对应矫正。
15、作为一种优选的方案,所述上矫正辊和下矫正辊中的任意一个为主动辊,该主动辊由矫正牵引动力装置驱动旋转。
16、作为一种优选的方案,所述芯轴与精矫正装置对应的一段上设置有对芯轴进行定中的定中结构。
17、作为一种优选的方案,所述定中结构包括固定于芯轴上的若干根径向支撑杆,所述径向支撑杆的端部设置有轴向延伸的定中杆,所述定中杆与孔网管的内壁滑动摩擦配合。
18、作为一种优选的方案,所述内撑导向结构包括固定在芯轴上的若干个固定套,每个固定套上均安装有若干个径向延伸的内支撑杆,每个内支撑杆的端部转动安装有与孔网管适配的内支撑轮。
19、作为一种优选的方案,所述堆放架的上游和下游均设置有对增强复合管的管端进行封口的封口机。
20、采用了上述技术方案后,本发明的效果是:该成型生产线在螺旋缠绕成型了孔网管后,可以在线锯切,锯切后的孔网管依旧套在芯轴上,而芯轴的固定也非常的合理,其上游端固定在所述孔网管螺旋焊接成型机的上游的上游固定座上,而芯轴整体都被内支撑才焊接后的孔网管内,这样芯轴就不会产生悬挂的现象,而孔网管向下游输送到复合成型模具内完成复合成型,而后再经过冷却、切断后收集,整个过程无需要频繁的搬运孔网管,也无需拆卸支撑芯棒的固定座,效率更高,减少了工人的劳动强度。
21、又由于所述第一牵引机和复合成型模具之间还设置有对孔网管位置矫正的精矫正装置。所述精矫正装置包括矫正机架,所述矫正机架上设置有结构相同的上游矫正辊组和下游矫正辊组,所述上游矫正辊组包括转动安装于矫正机架上的上矫正辊和下矫正辊,所述上矫正辊和下矫正辊分别矫正孔网管的上下对应矫正,利用精矫正装置可以对进入到复合成型模具内的孔网管的位置进行矫正,而有芯轴支撑在孔网管内,因此对孔网管的位置进行矫正后,芯轴的位置也随之调整,从而经过精矫正后能保证复合管的成型的质量,
22、又由于所述上矫正辊和下矫正辊中的任意一个为主动辊,该主动辊由矫正牵引动力装置驱动旋转,这样精矫正装置可以提供牵引力,满足大口径孔网管的输送要求。
23、又由于所述芯轴与精矫正装置对应的一段上设置有对芯轴进行定中的定中结构。所述定中结构包括固定于芯轴上的若干根径向支撑杆,所述径向支撑杆的端部设置有轴向延伸的定中杆,所述定中杆与孔网管的内壁滑动摩擦配合,这样利用定中杆可以确保芯轴与孔网管的中心对准,并且定中杆与内壁滑动摩擦,替代滚轮,使精度更高。
24、为为解决上述第二个技术问题,本发明的技术方案是:一种大口径孔网增强复合管的成型工艺,该成型工艺使用了上述的成型工艺,包括如下步骤:
25、s1、将网孔钢带经过放卷、整平、剪切、对焊接头、切边后螺旋缠绕焊接形成了孔网管,成型孔网管的过程中芯轴处于孔网管的内部;
26、s2、孔网管螺旋向下游输送,芯轴上的内撑导向结构逐渐支撑在孔网管内部完成芯轴的固定支撑;
27、s3、孔网管螺旋向输送到指定长度后,进行在线切割;切割后的形孔网管段;
28、s4、切断的孔网管段由上游的孔网管顶推而进入到第一牵引机中被牵引,对焊机将两根孔网管段进行焊接接头;
29、s5、孔网管轴向输送进入到复合成型模具内,挤出机将热熔后的熔体挤入到复合成型模具内,熔体透过孔网管的网孔进入到孔网管和芯轴之间并在孔网管的内外侧形成包覆孔网管的内壁和外壁;内壁、孔网管和外壁共同构成了增强复合管;
30、s6、增强复合管进经过冷却、二次牵引、锯切后堆放收集。
31、作为一种优选的方案,该成型工艺中还包括对孔网管进行精矫正步骤和对芯轴进行定中步骤,当孔网管进入到复合成型模具之前对孔网管进行精矫正,使孔网管的位置与复合成型模具的模腔同心适配,而芯轴上设置有定中结构,在精矫正孔网管的同时对芯轴定中,使芯轴与复合成型模具的模腔同心适配。
32、采用了上述技术方案后,本发明的效果是:该成型工艺使用了上述的成型生产线,可以直接在螺旋焊接后形成的孔网管切断后直接输送进入到复合成型模具内,从而无需再额外的搬运,减少了工人的劳动强度,也提高了效率。
- 还没有人留言评论。精彩留言会获得点赞!