PET塑钢带成品打包校直方法及装置与流程
本技术涉及打包带成品的加工回火,具体而言,涉及一种pet塑钢带成品打包校直方法及装置。
背景技术:
1、塑钢带成品,也称打包带成品,在塑钢带成品的生产过程中,由于定型工艺未能达标或者因天气原因在存储、运输过程中室温非常高达到打包带弯曲温度,导致塑钢带成品存在弯曲、质量不良的问题,尤其是出现镰刀弯的情况,即打包带宽度方向的弯曲,从而导致成品的打包带在应用于全自动打包机的穿带、打包工作时失效,因此,能否根据塑钢带成品特性发明一种可以实现自动校直塑钢带成品的设备,使存在弯曲质量问题的打包带经过校直后完全满足全自动打包机工作需求,从而实现全自动打包机打带成功率的极大提升,是至关重要的。
2、针对上述问题,目前尚未有有效的技术解决方案。
技术实现思路
1、本技术的目的在于提供一种pet塑钢带成品打包校直方法及装置,具有消除打包带的镰刀弯曲现象、防止成品的打包带在打包机使用过程中因镰刀弯曲导致卡机打包失效和故障发生的优点。
2、第一方面,本技术提供了一种pet塑钢带成品打包校直方法,包括依次设置的放卷机、校直设备、全自动打包机,所述放卷机送出的打包带经过所述校直设备加热、塑形后进入所述全自动打包机实现打包,所述方法包括以下步骤:
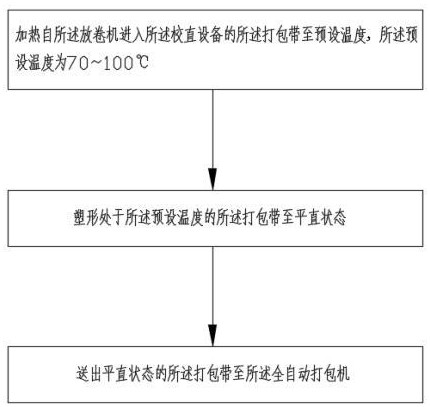
3、加热自所述放卷机进入所述校直设备的所述打包带至预设温度,所述预设温度为70~100℃;
4、塑形处于所述预设温度的所述打包带至平直状态;
5、送出平直状态的所述打包带至所述全自动打包机。
6、本技术提供的pet塑钢带成品打包校直方法,包括依次设置的放卷机、校直设备、全自动打包机,放卷机送出的打包带经过校直设备加热、塑形后进入全自动打包机实现打包,通过加热自放卷机进入校直设备的打包带至预设温度,预设温度为70~100℃;塑形处于预设温度的打包带至平直状态;送出平直状态的打包带至全自动打包机,由此,通过在放卷与打包工序之间设立校直步骤,实现对于弯曲的成品打包带在使用之前的校直效果,尤其对于发生镰刀弯现象的打包带起到良好的校直效果,从而消除打包带的镰刀弯曲现象、防止成品的打包带在全自动打包机使用之前出现再次变形的情况,防止成品的打包带在全自动打包机使用过程中因镰刀弯曲导致卡机打包失效和故障发生,同时也防止全自动打包机的穿带、打包工作失效,进而实现全自动打包机打带成功率的极大提升。
7、进一步地,在本技术中,所述塑形处于所述预设温度的所述打包带至平直状态的步骤包括:
8、拉伸处于所述预设温度的所述打包带至预设拉伸倍数,所述预设拉伸倍数为1.01~1.1倍;
9、或定型处于所述预设温度的所述打包带至预设定型倍数,所述预设定型倍数为0.8~0.9倍。
10、本技术提供的pet塑钢带成品打包校直方法,通过拉伸处于预设温度的打包带至预设拉伸倍数,预设拉伸倍数为1.01~1.1倍,使成品打包带在加热后进行高分子结合和一些列晶体的重塑,在70~100℃的加热、以及1.01~1.1倍数的拉伸下,使打包带获得合理的温度和张力,打包带分子链段的活动能力提高,分子间结合得更加紧密,打包带的晶粒平均尺寸、结晶度也有所增大,特别是随着温度的提高,部分非晶区分子链将进行重排,形成带状伸直链结晶,使得结晶度和取向度明显上升,从而使拉伸应力大部分松弛掉,减小纤维回缩性,在应力重新均衡后,弯曲的打包带重新变直,打包带在被校直之后,传送至全自动打包机使用,从而不存在再次变形的问题,保证全自动打包机所使用的全部是平直状态的打包带;作为可替代的方案之一,还可以采用定型处于预设温度的打包带至预设定型倍数,预设定型倍数为0.8~0.9倍,同上述拉伸效果一样,有效消除打包带的镰刀弯曲现象、防止成品的打包带在使用之前发生再次变形,从而防止全自动打包机的穿带、打包工作失效。
11、进一步地,在本技术中,所述塑形处于所述预设温度的所述打包带至平直状态的步骤之后还包括:
12、冷却平直状态的所述打包带至70℃以下。
13、本技术提供的pet塑钢带成品打包校直方法,通过冷却平直状态的打包带至70℃以下,使校直过后的打包带满足全自动打包机的使用需求,避免温度过高的打包带对全自动打包机的打包工作产生影响,利于全自动打包机顺利高效的完成打包工作。
14、进一步地,在本技术中,所述加热自所述放卷机进入所述校直设备的所述打包带至预设温度,所述预设温度为70~100℃的步骤包括:
15、所述加热方式至少包括恒温热风加热箱、红外加热箱、水浴槽、辊内加热中的一种或多种。
16、本技术提供的pet塑钢带成品打包校直方法,加热是打包带打包和校直过程中必需的关键步骤之一,因此,加热方式至少包括恒温热风加热箱、红外加热箱、水浴槽、辊内加热中的一种或多种,根据实际需求选择对应的加热方式,可以使打包带的校直和打包工作变得更为便捷准确,从而消除打包带的镰刀弯曲现象、防止成品的打包带在使用之前发生再次变形,进而防止全自动打包机的穿带、打包工作失效。
17、第二方面,本技术还提供了一种pet塑钢带成品打包校直装置,包括依次设置的放卷机、校直设备、全自动打包机,所述放卷机送出的打包带经过所述校直设备加热、塑形后进入所述全自动打包机实现打包,所述校直设备包括依次设置的加热机构、塑形机构;
18、所述加热机构用于加热自所述放卷机进入所述校直设备的所述打包带至预设温度,所述预设温度为70~100℃;
19、所述塑形机构用于拉伸处于所述预设温度的所述打包带至预设拉伸倍数,所述预设拉伸倍数为1.01~1.1倍;或用于定型处于所述预设温度的所述打包带至预设定型倍数,所述预设定型倍数为0.8~0.9倍。
20、本技术提供的pet塑钢带成品打包校直装置,包括依次设置的放卷机、校直设备、全自动打包机,放卷机送出的打包带经过校直设备加热、塑形后进入全自动打包机实现打包,校直设备包括依次设置的加热机构、塑形机构;加热机构用于加热自放卷机进入校直设备的打包带至预设温度,预设温度为70~100℃;塑形机构用于拉伸处于预设温度的打包带至预设拉伸倍数,预设拉伸倍数为1.01~1.1倍;或用于定型处于预设温度的打包带至预设定型倍数,预设定型倍数为0.8~0.9倍,通过上述结构,在放卷机与全自动打包机之间的工序中,实现对于弯曲的成品打包带在使用之前的校直效果,尤其对于发生镰刀弯现象的打包带起到良好的校直效果,从而消除打包带的镰刀弯曲现象、防止成品的打包带在全自动打包机使用之前出现再次变形的情况,同时也防止全自动打包机的穿带、打包工作失效,进而实现全自动打包机打带成功率的极大提升。
21、进一步地,在本技术中,所述加热机构为恒温热风加热箱、红外加热箱、水浴槽中的一种或多种。
22、进一步地,在本技术中,所述塑形机构为多个沿水平方向依次交错设置的牵引辊。
23、进一步地,在本技术中,所述牵引辊内设置有辊内加热组件,所述辊内加热组件为通导热油加热结构、电磁加热结构中的一种或多种。
24、进一步地,在本技术中,多个沿水平方向依次交错设置的所述牵引辊的直径朝向远离所述加热机构的方向逐渐增大。
25、进一步地,在本技术中,多个沿水平方向依次交错设置的所述牵引辊的线速度朝向远离所述加热机构的方向逐渐增大。
26、由上可知,本技术提供的pet塑钢带成品打包校直方法及装置,包括依次设置的放卷机、校直设备、全自动打包机,放卷机送出的打包带经过校直设备加热、塑形后进入全自动打包机实现打包,通过加热自放卷机进入校直设备的打包带至预设温度,预设温度为70~100℃;塑形处于预设温度的打包带至平直状态;送出平直状态的打包带至全自动打包机,由此,通过在放卷与打包工序之间设立校直步骤,实现对于弯曲的成品打包带在使用之前的校直效果,尤其对于发生镰刀弯现象的打包带起到良好的校直效果,从而消除打包带的镰刀弯曲现象、防止成品的打包带在全自动打包机使用之前出现再次变形的情况,防止成品的打包带在全自动打包机使用过程中因镰刀弯曲导致卡机打包失效和故障发生,同时也防止全自动打包机的穿带、打包工作失效,进而实现全自动打包机打带成功率的极大提升。
27、本技术的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术实施例了解。本技术的目的和其他优点可通过在所写的说明书、以及附图中所特别指出的结构来实现和获得。
- 还没有人留言评论。精彩留言会获得点赞!