一种MPVE双壁波纹管成型工艺及其波纹管的制作方法
本发明涉及波纹管成型,具体为一种mpve双壁波纹管成型工艺及其波纹管。
背景技术:
1、mpve双壁波纹管是新型市政排污管道,由聚乙烯和聚乙烯聚合而成,相比于hdpe双壁波纹管强度更大、抗压能力更强、质量更轻、使用寿命更长,综合性能优于现有双壁波纹管产品,对双壁波纹管材的发展有重大意义,双壁波纹管在生产过程中,内外壁分为两条生产线,再进行组合而成;
2、在申请号为201921252877.4的专利提到了“一种高分子材料管塑成型装置”,该设备提高了管塑成型的效果且方便对装置进行清洗。
3、但是目前市场上的mpve双壁波纹管的外壁在生产过程中,因环境的差异,塑料颗粒在送入过程中,外侧容易粘附凝结的水珠,加热后汽化,在模具成型过程中容易产生气泡,且加热过程是在外侧加热,不断搅拌塑料颗粒以达到均匀加热的目的,加热过程耗费时间长,影响成型的效率。
技术实现思路
1、本发明提供一种mpve双壁波纹管成型工艺及其波纹管,可以有效解决上述背景技术中提出的mpve双壁波纹管的外壁在生产过程中,因环境的差异,塑料颗粒在送入过程中,外侧容易粘附凝结的水珠,加热后汽化,在模具成型过程中容易产生气泡,且加热过程是在外侧加热,不断搅拌塑料颗粒以达到均匀加热的目的,加热过程耗费时间长,影响成型的效率的问题。
2、为实现上述目的,本发明提供如下技术方案:一种mpve双壁波纹管成型工艺,包括以下步骤:
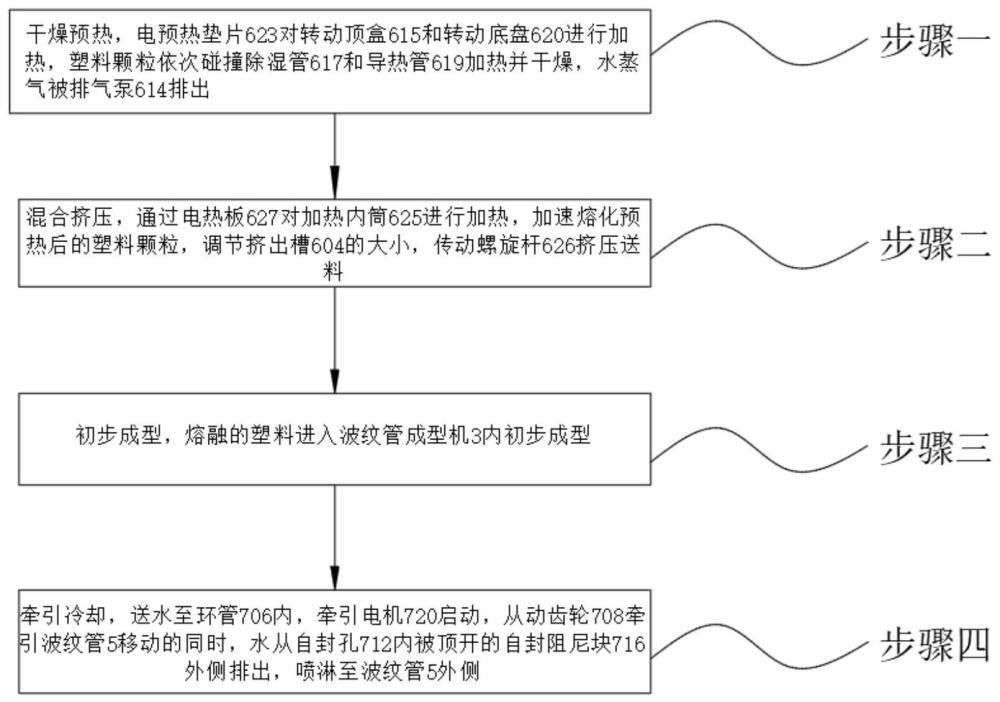
3、步骤一:干燥预热,电预热垫片对转动顶盒和转动底盘进行加热,塑料颗粒依次碰撞除湿管和导热管加热并干燥,水蒸气被排气泵排出;
4、步骤二:混合挤压,通过电热板对加热内筒进行加热,加速熔化预热后的塑料颗粒,调节挤出槽的大小,传动螺旋杆挤压送料;
5、步骤三:初步成型,熔融的塑料进入波纹管成型机内初步成型;
6、步骤四:牵引冷却,送水至环管内,牵引电机启动,从动齿轮牵引波纹管移动的同时,水从自封孔内被顶开的自封阻尼块外侧排出,喷淋至波纹管外侧。
7、根据上述技术方案,挤塑机座安装有挤出筒,所述挤出筒一端连接有波纹管成型机,所述波纹管成型机远离挤出筒一端连接有冷却管,所述冷却管内部放置波纹管;
8、所述挤出筒顶端安装有减压送料组件,所述减压送料组件包括压力盒;
9、所述挤出筒顶面一端安装有压力盒,所述压力盒外侧对称安装有电推杆,所述电推杆伸出端贯穿压力盒连接有挤压块,两个所述挤压块相对的一侧中部开设有挤出槽,一个所述挤压块一侧对称焊接有引导块,另一个所述挤压块对应引导块处开设有引导槽;
10、所述压力盒顶端安装有送料外筒,所述送料外筒顶端安装有密封盖,所述密封盖顶端中部贯穿安装有传动管,所述传动管顶端开设有换气顶孔,所述传动管处于密封盖顶面位置处连接于齿轮传动箱一端,所述齿轮传动箱另一端安装有驱动电机,所述传动管靠近换气顶孔处连接有排气盒,所述排气盒顶端安装有排气泵,所述密封盖顶面一侧开设有送料孔,所述送料孔内部铰接有防漏盖;
11、所述传动管底端固定套接有转动顶盒,所述传动管靠近转动顶盒处开设有换气底孔,所述转动顶盒顶面均匀贯穿焊接有除湿管,所述除湿管顶端镶嵌有过滤塞,所述转动顶盒底面均匀贯穿焊接有导热管,若干所述导热管底端均贯穿焊接于转动底盘顶面,所述转动底盘中部边缘焊接有底挡环,所述底挡环和送料外筒内壁之间安装有固定加热盒,所述固定加热盒内部放置有电预热垫片,所述底挡环顶面边缘贴合送料外筒内壁处焊接有顶挡环;
12、所述固定加热盒底端焊接有加热内筒,所述传动管底端处于加热内筒内部处焊接有传动螺旋杆,所述加热内筒外侧包裹有电热板,所述送料外筒内壁处于固定加热盒底面处安装有隔热垫。
13、根据上述技术方案,两个所述挤出槽合并后截面为上大下小的梯形,所述压力盒外侧包裹有隔热棉。
14、根据上述技术方案,所述顶挡环和送料外筒接触位置为光滑曲面,所述顶挡环顶端和送料外筒顶端平齐。
15、根据上述技术方案,所述转动顶盒顶面为中间高、边缘低的光滑曲面,所述转动顶盒边缘和顶挡环内侧间距为10cm,所述转动底盘顶面为中间低、边缘高的光滑曲面。
16、根据上述技术方案,所述电推杆、驱动电机、排气泵、电预热垫片和电热板输入端分别和外部电源输出端电性相连。
17、根据上述技术方案,所述冷却管安装有引导冷却组件,所述引导冷却组件包括第一冷却箱;
18、所述冷却管外侧中部套接有第一冷却箱,所述冷却管外侧靠近第一冷却箱处套接有第二冷却箱,所述冷却管外侧处于第一冷却箱内部处均匀开设有风冷孔,所述第一冷却箱和第二冷却箱一侧贯穿安装有送风扇,所述第一冷却箱和第二冷却箱另一侧贯穿安装有出风管;
19、所述波纹管外侧处于第二冷却箱内部处套接有环管,所述环管顶端一侧连接有送水管,所述送水管顶端贯穿第二冷却箱,所述环管外侧均匀套接有从动齿轮,所述从动齿轮侧面中部开设有环形槽,所述环形槽靠近环管一侧均匀开设有通水活动孔,所述环管靠近从动齿轮处开设有通水固定孔,所述从动齿轮齿槽位置处中部开设有自封孔,所述自封孔处于环形槽内部一侧边缘开设有第一连接槽,所述环形槽靠近环管一侧焊接有导杆,所述导杆中部套接有弹簧,所述导杆处于自封孔内部一端滑动套接有自封阻尼块,所述弹簧两端分别连接自封阻尼块和环形槽内壁,所述自封阻尼块外侧对应第一连接槽处开设有第二连接槽,所述环形槽一侧镶嵌有环形盖,所述环管处于从动齿轮两侧位置处套接有密封圈;
20、所述冷却管外侧均匀安装有牵引电机,所述牵引电机输出轴端连接有主动齿轮,所述主动齿轮中部对应自封阻尼块处开设有防撞槽,所述主动齿轮啮合连接从动齿轮,所述冷却管外侧对应从动齿轮处开设有齿轮孔。
21、根据上述技术方案,所述送风扇和牵引电机输入端分别和外部电源输出端电性相连,所述从动齿轮数量为主动齿轮的两倍,所述冷却管为六棱管。
22、根据上述技术方案,所述自封阻尼块端部边缘倒圆角,相互靠近的所述第一连接槽和第二连接槽宽度相同。
23、本发明还提供一种mpve双壁波纹管,用上述的一种mpve双壁波纹管成型工艺制作的波纹管。
24、与现有技术相比,本发明的有益效果:
25、1、设置有减压送料组件,通过送料孔送入塑料颗粒及相关添加剂,电预热垫片对转动顶盒和转动底盘进行加热,固定加热盒内部干燥的热空气通过导热管进入转动顶盒中,排气泵抽取转动顶盒内为负压状态,塑料颗粒外侧水珠汽化,水蒸气通过过滤塞被吸入至转动顶盒,再被排气泵排出,对塑料颗粒进行干燥,以防出现气泡孔洞问题;
26、通过齿轮传动箱带动传动管和传动螺旋杆转动,塑料颗粒落于转动顶盒顶面,塑料颗粒不断依次和除湿管以及导热管碰撞并加热下滑,对塑料颗粒进行加热以及初步的软化,加热和混合同时变得更加均匀,同时完成干燥、混匀和预热的操作,提高送料的效率,加热内筒进行加热,继续塑料熔化过程,传动螺旋杆挤压送料,进而提高成型生产的效率。
27、2、设置有引导冷却组件,启动送风扇,第一冷却箱的送风扇送入的冷风通过风冷孔到达波纹管外侧,对波纹管进行初步的冷却硬化,以方便后续牵引操作;
28、送水至环管内,依次通过通水活动孔和通水固定孔进入至从动齿轮的环形槽内,第一连接槽此时第二连接槽和错开,不重合,水不会从自封孔排出,牵引电机启动,通过主动齿轮带动从动齿轮转动,波纹管突出部分会自封阻尼块推动,环形槽内的水从自封孔内排出,喷淋至波纹管外侧,一边牵引,一边进行水冷,第二冷却箱内的送风扇送入冷风,对外侧粘附水的从动齿轮进行冷却,加速水的蒸发,冷却从动齿轮,防止从动齿轮过热而影响对波纹管的冷却效果,且仅靠近波纹管外侧处进行冷却,精准喷淋至波纹管外侧,冷却效果好且节约水,牵引和水冷同时进行,无需额外的牵引装置的摆放,节省空间。
29、综上,减压送料组件在送料过程进行处理,使得送入的塑料颗粒加热和混合更加快速且均匀,同时也除去了塑料颗粒外侧附着的水珠,避免成型时水汽化而产生气泡和孔洞,初步成型后,引导冷却组件牵引冷却同时进行,且喷水位置范围小且精准,节约水资源以及节省装置摆放空间的同时更有利于成型,使得整体成型效果更好。
- 还没有人留言评论。精彩留言会获得点赞!