一种成型开关拨头的一套三色注塑模具的制作方法
本技术涉及开关注塑模具,特别是指一种成型开关拨头的一套三色注塑模具。
背景技术:
1、传统汽车组合开关中,如果产品要求同时具有两种颜色字符,一般都采用双色注塑工艺(符号片需手放嵌件)成型,符号区域增加后喷漆镭雕工序。两种颜色字符的开关拨头,如图1-5所示,包括拨盖1’、设于拨盖1’上的符号嵌件一2’和符号嵌件二3’,拨盖1’、符号嵌件一2’和符号嵌件二3’分别为不同注塑色,两个符号嵌件并列的装设在拨盖1’的内侧,并且两个符号嵌件之间具有间隙4’,各符号嵌件上均具有突起的符号凸台a’,符号凸台a’具有基台部a1’、和一体成型在基台部a1’上的且外露于拨盖1’的凸块部a2’,拨盖1’上具有:与符号凸台a’匹配、并供凸块部a2’外露的符号口11’,拨盖1’内表上还具有插于两个符合嵌件之间的间隙4’中的定位条12’,拨盖1’两侧上还加工有花纹13’,凸块部a2’呈三角块状,符号口11’也相应的为三角形,拨盖1’注塑在两符号嵌件外部时,凸块部a2’向外露于符号口11’中,定位条12’向内注塑在间隙4’中,两符号嵌件底面与拨盖1’底面平齐,或者拨盖1’底面超出符号嵌件,且两符号嵌件的内表上均带有一竖直支板,支板一61’和支板二62’上具有轴孔6a’,通过在轴孔6a’穿设轴子,拨头绕轴子转实现拨动操作对元器件进行控制,两符号嵌件外端在对应轴孔6a’位置呈凹口状,支板对应在凹口6b’内侧使得轴孔6a’外露,而拨盖1’其中一端在对应支板一61’位置还开设活动缺口14’,便于轴子穿设。
2、传统的开关拨头加工工艺,是先通过第一及第二色注塑模具将符号嵌件一、符号嵌件二分开来注塑后,再人工手放两个符号嵌件至第三色注塑模具上,而后注塑出拨盖,此过程复杂,成型周期延长,三套注塑模具制造成本增加,不利于自动化生产;而人工手放符号嵌件,会出现嵌件遗漏、位置不良等,从而造成整个零件的报废,成本巨大。
技术实现思路
1、本实用新型的目的:为了克服现有技术的缺陷,本实用新型提供了一种成型开关拨头的一套三色注塑模具,只需一套注塑模具即可将拨盖与两种颜色的符号嵌件注塑为一体,两者装配牢固,密封性能好,并且工序少、生产周期短。
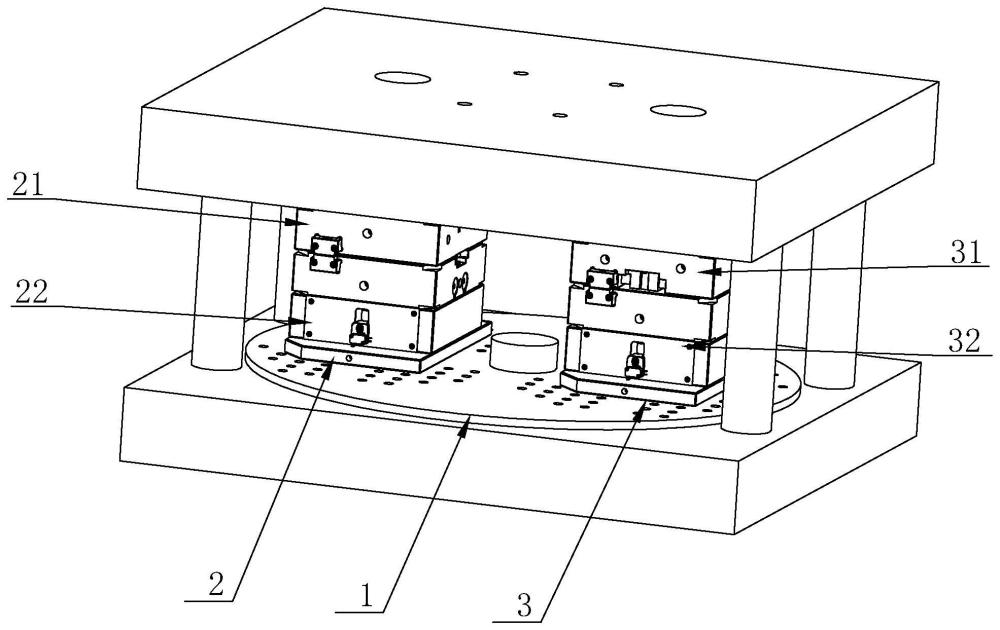
2、本实用新型的技术方案:一种成型开关拨头的一套三色注塑模具,包括转台、可将符号嵌件一与符号嵌件二注塑成型的双色注塑模组,以及可将拨盖注塑成型的第三色注塑模组,所述的双色注塑模组包括相对设置的第一上模和第一下模,所述的第三色注塑模组包括相对设置的第二上模和第二下模,第一上模与第二上模可同步开/合模动作,第一下模与第二下模均设置于转台上且随转台转动,以实现位置互换,
3、第一上模上设有第一上模仁,第二上模上设有第二上模仁,第一下模与第二下模结构相同,其上均设有以与第一上模仁配合形成嵌件一成型腔和嵌件二成型腔的下模仁,带有注塑双符号嵌件的第一下模与空位的第二下模位置互换后,以与第二上模的第二上模仁配合构成拨盖成型腔,
4、第一上模仁构成嵌件成型腔的顶面,可用于成型符号嵌件一和符号嵌件二外表部,其上具有隔出嵌件上腔室一和嵌件上腔室二的成型条,所述的成型条用于成型出两符号嵌件之间的间隙,嵌件上腔室一和嵌件上腔室二均具有用于成型出符号凸台的基台部的基台部型腔,第一上模仁上分别对应基台部型腔连通有成型通道,在成型通道中穿设成型杆,成型通道中所述成型杆底面距离基台部型腔的可变路程即为成型符号凸台的凸块部的凸块部型腔,第一上模上具有对应嵌件上腔室一接通的第一色射嘴、对应嵌件上腔室二接通的第二色射嘴,
5、下模仁构成嵌件成型腔的底面,其上具有可用于成型符号嵌件一和符号嵌件二内表部的造型模型,造型模型的两端上均具有支板成型腔、其中一端上还具有拨盖缺口成型块,缺口成型块对应在一支板成型腔外侧,在支板成型腔中还具有可成型支板上轴孔的轴孔成型柱,在脱模时,所述的轴孔成型柱可滑出支板的轴孔外,
6、在第一上模仁与下模仁合模后,第一上模仁的嵌件上腔室盖设下模仁的造型模型,并且成型条抵设造型模型中部以将腔室隔成嵌件一成型腔和嵌件二成型腔;
7、第二上模仁构成拨盖成型腔的顶面,可用于成型拨盖外表部;带有注塑双符号嵌件的下模仁用于构成拨盖成型腔的底面,可用于成型拨盖内表部,在第二上模仁与下模仁合模后,第二上模仁盖设带符号嵌件的造型模型构成拨盖成型腔,并且在两符号嵌件之间的间隙可注塑出定位条、还由拨盖缺口成型块以成型出拨盖一端的缺口,第二上模上具有对应拨盖成型腔接通的第三色射嘴。
8、通过采用上述技术方案,采用三色注塑工艺,首先通过双色注塑模组的两个射嘴将两种不同颜色的材料分别注入嵌件一成型腔和嵌件二成型腔中,注塑成型符号嵌件一和嵌件二,之后开模但不顶出注塑的符号嵌件一和嵌件二,将带有注塑符号嵌件的第一下模与空位第二下模通过转台旋转180°后互换,之后合模,之后通过第三个射嘴将另一种材料射入拨盖成型腔中,当三个材料重新熔融粘合在一起后第二次开模,注塑机只完成总成顶出,形成一个完整的三色产品。
9、本产品只需一套注塑模具即可将拨盖与两种颜色的符号嵌件注塑为一体,两者装配牢固,密封性能好,并且工序少、生产周期短,加工简单方便,极大程度降低了模具制造成本。优化了产品结构和模具结构,取消人工手放嵌件,降低了人为放嵌件因素导致的产品不良率,采用三色模具工艺,有效规避传统技术的缺点,大幅度提高生产效率。
10、本实用新型的再进一步设置:所述造型模型具有造型主体、位于造型主体两端的造型块一和造型块二,造型块用于造型符号嵌件上的凹口,两造型块分别与造型主体间隔形成支板成型腔,拨盖缺口成型块位于造型块一外端上,在造型块一内侧上设有所述的轴孔成型柱,所述造型块一可滑动以带动其上的轴孔成型柱靠近或远离造型主体一端,所述造型主体的另一端部开设有活动腔,在活动腔中设有活动块,所述活动块可将活动腔的腔口封堵,在活动块的外侧上设有所述的轴孔成型柱,所述活动块可在活动腔中滑动以带动其上的轴孔成型柱靠近或远离造型块二内侧。
11、通过采用上述技术方案,造型块一滑动可带动轴孔成型柱滑动脱出轴孔,活动块可在活动腔中滑动以带动其上的轴孔成型柱滑动脱出轴孔,便于在开模后,将产品的开关拨头工件向外顶出。
12、本实用新型的再进一步设置:造型块一顶面高出造型块二,且造型块一顶面还高出拨盖缺口成型块、或与拨盖缺口成型块顶面平齐。
13、通过采用上述技术方案,工件平整,可避免注塑的内部嵌件凸出拨盖外。
14、本实用新型的再进一步设置:第三色注塑模组还包括在开模时可驱使造型块一带动轴孔成型柱滑动脱模的成型柱脱模组a,所述的成型柱脱模组包括在第一及第二下模上呈滑动设置的第一导向块、和在第二上模上固定设置的斜导柱,第一导向块上设有供斜导柱插设的第一斜导腔,第一斜导腔由上自下向远离造型主体侧倾斜,在合模时,斜导柱向下插入第一斜导腔内并与第一斜导腔配合可驱动第一导向块向造型主体侧前进,以使造型块一带动轴孔成型柱抵靠造型主体一端,在开模时,斜导柱向上滑出第一斜导腔并与第一斜导腔配合可驱动第一导向块后退,以使造型块一带动轴孔成型柱滑动脱出轴孔。
15、通过采用上述技术方案,开模时,斜导柱与第二上模同步上移,斜导柱下端部向上离开第一斜导腔,由于第一斜导腔由上自下向远离造型主体侧倾斜,在斜导柱离开第一斜导腔后,斜导柱与第一斜导腔配合实现第一导向块后退,以使造型块一带动轴孔成型柱滑动脱出轴孔,便于在开模后,将产品的开关拨头工件向外顶出,而不受轴孔成型柱干扰,很好的实现了工件脱模;在合模时,斜导柱与第二上模同步下移,斜导柱下端部向下插入第一斜导腔,斜导柱与第一斜导腔配合实现第一导向块前进,以使造型块一带动轴孔成型柱抵靠造型主体一端,对轴孔形成封堵,避免拨盖成型腔中的注塑色料从轴孔外外露。
16、本实用新型的再进一步设置:第三色注塑模组还包括在开模时可驱使活动块带动轴孔成型柱滑动脱模的成型柱脱模组b,所述的成型柱脱模组包括在第一及第二下模上可滑动设置的第二导向块、和在第二上模上固定设置的斜导块,第二导向块上设有供斜导块插设的第二斜导腔,第二斜导腔由上自下向造型主体侧倾斜,所述的活动块经连杆与第二导向块联动,在开模时,斜导块向下插入第二斜导腔并与第二斜导腔配合可驱动活动块带动轴孔成型柱向活动腔内前进,以使轴孔成型柱滑动脱出轴孔,在合模时,斜导块向上滑出第二斜导腔并与第二斜导腔配合可驱动第二导向块带动轴孔成型柱后退,以使活动块正好封堵活动腔的腔口并且轴孔成型柱外露于支板成型腔中。
17、通过采用上述技术方案,开模时,斜导块与第二上模同步上移,斜导块下端部向上离开第二斜导腔,由于第二斜导腔由上自下向造型主体侧倾斜,在斜导块离开第二斜导腔后,斜导块与第二斜导腔配合实现第二导向块前进,以使轴孔成型柱滑动脱出轴孔、并进入活动腔内,便于在开模后,将产品的开关拨头工件向外顶出,而不受轴孔成型柱干扰,很好的实现了工件脱模;在合模时,斜导块与第二上模同步下移,斜导块下端部向下插入第二斜导腔,斜导柱块第二斜导腔配合实现第二导向块后退,以使活动块正好封堵活动腔的腔口并且轴孔成型柱外露于支板成型腔中,对轴孔形成封堵,避免拨盖成型腔中的注塑色料从轴孔外外露。
18、本实用新型的再进一步设置:所述造型块二与连杆之间经限位块与限位槽结构配合实现对活动块的滑移限位。
19、通过采用上述技术方案,经由限位块与限位槽结构配合实现对活动块的滑移限位,避免其位移过量。
20、本实用新型的再进一步设置:所述第二上模仁具有模仁主体、在模仁主体底部上的模块一和模块二,由相对两侧设置的模块一、模块二和模仁主体底面构成拨盖成型腔的顶面,两模块呈滑动设置可滑动靠近或远离。
21、优选的,两模块的相对面上具有花纹成型区。
22、本实用新型的再进一步设置:在第一上模仁上直接放置拨盖以构成嵌件成型腔的顶面。
23、通过采用上述技术方案,直接用拨盖构成嵌件成型腔的顶面,无需另外对模仁加工,且拨盖可更换,一方面为磨损更换,另一方面为换模更换,以构成不同形状的嵌件成型腔的顶面。
- 还没有人留言评论。精彩留言会获得点赞!