微喷管自动装配机的制作方法
本发明涉及微喷管装配,特别是一种微喷管自动装配机。
背景技术:
1、微喷管是一种主要应用于农业、渔业或绿化等领域的灌溉装置,其主要结构为在管子上套设一个塑胶件,两端可连接微喷嘴接头,微喷管在生产的时候,需要将塑胶件套设在管子上,然后将管材按需切段,最后在管段的两端分别套接圆接头和扁接头,目前市面上这种装配主要是通过手工完成,因此亟需一种能自动完成管材、塑胶件及两种接头装配的设备。
技术实现思路
1、本发明的目的是为了解决上述技术的不足而设计的一种微喷管自动装配机。
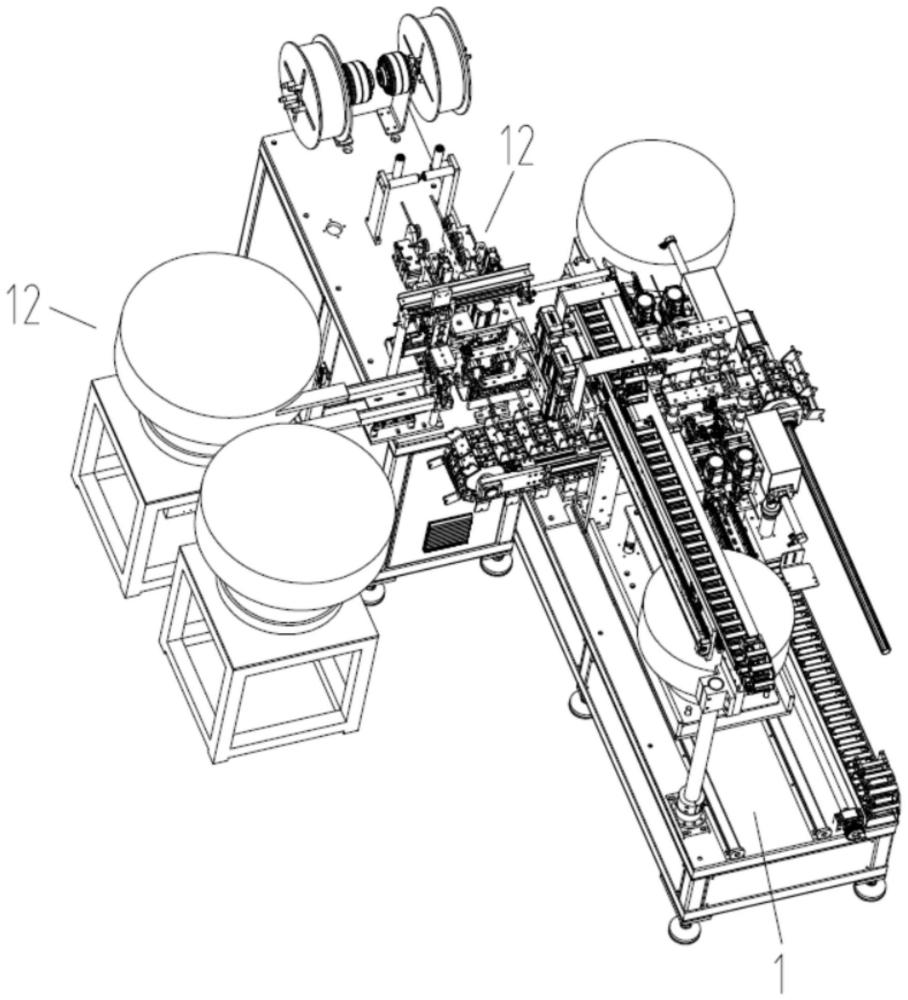
2、本发明所设计了微喷管自动装配机,包括机台,所述机台上设有:
3、第一装配结构:
4、包括提供并传送管材的管材进料机构;
5、提供并传送塑胶件的塑胶件进料机构;
6、引导并定位管材的导向机构;
7、安置塑胶件并引导管材穿过塑胶件的第一装配机构;
8、将塑胶件进料机构上的塑胶件抓取并转移至装配机构的夹取机构;及
9、将管材进行切断的切断机构;
10、第二装配结构:
11、包括分别提供圆接头和扁接头的第一供料机构和第二供料机构;
12、提供并定位管材的管材定位机构;
13、将圆接头抓取、插入并旋转至管材一端的第二装配机构;及
14、将扁接头抓取、插入并旋转至管材另一端的第三装配机构;
15、传送结构:
16、包括将切断后的管材连同塑胶件传送至管材定位机构的传送机构;及
17、横向拖动结构:
18、包括将切断后的管材连同塑胶件从第一装配机构抓取至传送机构上的横向拖动机构。
19、进一步优化,所述管材进料机构包括用于支撑整卷管材的卷盘架和引导管材进退的伺服进给组件,所述伺服进给组件包括两个上下对称分布的上底座和下底座,所述上底座和下底座均设有皮带和若干皮带轮,若干皮带轮通过皮带连接形成传动,所述下底座上设有驱动皮带轮转动的驱动电机,所述管材被夹持于上底座和下底座的皮带轮之间且通过皮带轮转动而带动管材进给;所述塑胶件进料机构包括提供塑胶件的第一振动盘、用于安置并定位塑胶件的第一定位座及连接第一振动盘和第一定位座的第一滑道。
20、作为优选,所述导向机构包括靠近管材进料机构的导向块,所述导向块开设有供管材穿过的轴向贯孔,所述导向块包括两个相对设置的块状件,每个块状件相对的面上设有对半的轴向贯孔,所述块状件下方设有驱动两个块状件相对往复平移的第一驱动件,所述机台上还设有第二驱动件,所述第一驱动件安装于第二驱动件上,所述第二驱动件驱动第一驱动件作升降运动,使得两个块状件可同时作相对往复平移和升降运动。。
21、作为优选,第二装配机构和第三装配机构分别位于传送机构两侧,第二装配机构或第三装配机构包括升降连接于机台上的第一升降滑动装置,所述第一升降滑动装置的升降部设有第一平移滑动装置,所述第一平移滑动装置的平移部设有安装座,所述第一平移滑动装置的固定部设有定位座,所述定位座上开设有弧形滑槽,所述安装座上穿设有转轴,所述转轴的前端设有抓取并旋转圆接头的抓取旋转组件,所述转轴的后端固接有一曲臂,所述曲臂的另一端转动并滑移连接于弧形滑槽,当第一平移滑动装置驱动安装座平水平移动时,所述曲臂沿着弧形滑槽的路径滑动,所述曲臂同时带动转轴转动,所述转轴再带动抓取旋转组件转动,所述抓取旋转组件包括固接于转轴上的第一旋转驱动装置,所述第一旋转驱动装置的旋转部设有第一伸缩驱动装置,所述第一伸缩驱动装置的伸缩部设有第二夹爪组件
22、进一步优化,所述转轴端部竖直插设于弧形滑槽内,所述弧形滑槽包括圆弧段和与圆弧段相接的水平段,其中水平段远离圆弧段的一端朝向管材定位机构,所述第二夹爪组件包括两个传动装置和连接于对应传动装置传动部的第二夹爪,所述传动装置包括固定臂、直线转动臂及弧形转动臂,所述固定臂固接于伸缩驱动装置的固定部,所述弧形转动臂一端铰接于伸缩驱动装置的伸缩部,另一端铰接于直线转动臂,所述直线转动臂的另一端则铰接于固定臂且同时固接第二夹爪,两个第二夹爪在各自传动装置的作用下能相对往复移动以实现夹持和松开动作。
23、进一步优化,所述管材定位机构包括固接于机台的定位架,所述定位架上设有第二导向柱,所述第二导向柱上从上至下依次套设有上底板和下底板,所述定位架上设有第二伸缩驱动装置和第三伸缩驱动装置,所述上底板和下底板分别连接于第二伸缩驱动装置的伸缩部和第三伸缩驱动装置的伸缩部,使得第二伸缩驱动装置和第三伸缩驱动装置分别驱动上底板和下底板沿着第二导向柱作相对靠近和远离运动,所述上底板和下底板相对的面上设有对半的弧形凹槽,当上底板和下底板相对靠近后,上下弧形凹槽夹持住管材以形成定位
24、进一步优化,所述传送机构包括传送带,所述传送带沿传送方向依次设有若干限位机构,每个限位机构包括一限位件,所述限位件两端设有用于限位管材的卡位槽,。
25、作为优选,所述传送带由两个平行且同步移动的运输带构成,每个运输带上均设有部分限位件,两个运输带合并形成完整的限位件,每个部分限位件相对位置设有卡位槽,两个运输带的驱动底座套设在一个滑轴上,所述滑轴的轴向与运输带的传送方向水平垂直,其中一个运输带沿着滑轴作相对于另一运输带的靠近和远离运动,使得两个运输带之间的间距可调节,从而使得同一限位板上的两个卡位槽之间的间距可调。
26、作为优选,两个运输带底部分别设有一下料机构,所述下料机构包括位于运输带底部的升降驱动件,所述升降驱动件的升降部开设有与运输带传动方向同向的安装板,所述安装板朝运输带进给方向延伸并折弯形成下料端。
27、进一步优化,所述横向拖动机构包括第一抓取机构、第二抓取机构、第一移动机构和第二移动机构,所述第一抓取机构和所述第二移动机构设置于所述第一移动机构的平移部上,所述第二抓取机构设置于所述第二移动机构的平移部上,当所述第一抓取机构和所述第二抓取机构处于抓取管子两端的状态时,所述第二移动机构控制所述第二抓取机构移动而调节所述第一抓取机构与所述第二抓取机构之间距离以使管材处于张紧状态,所述第一移动机构用于控制第一抓取机构和所述第二抓取机构同时移动以将所述管材从第一装配机构横向移动至卡位槽。
28、本发明的技术效果为:1、能将微喷管的塑胶件抓取并套设于管材上,装配后的管材经过切断机构进行切段,全程实现自动化抓取塑胶件、管材进给、装配、切断工作,不仅提高了装配效率,而且节省了人工成本。
29、2、不但可以将安装好的塑胶件且完成管材两端切割后的管材从第一装配机构横向转运至运输带,运输带上设有限位件,卡位槽开设在限位件上,第二移动机构带动第二抓取机构移动,以增加其与第一抓取机构之间的距离,以将管材拉直卡入卡位槽,以便后续加工,增加生产质量。
30、3、传送带由两个平行的运输带构成,且该两个运输带之间通过滑轴连接,使得两个运输带之间能相对平移,从而实现运输带之间间距调节,从而使得卡位槽之间的间距调节,从而适用于不同长度的管材。
31、4、抓取旋转组件能将微喷管的接头抓取并旋转至水平角度,然后管材定位机构将管材夹持住,接着抓取旋转组件将接头推入管材端部并进行旋转,使得接头能牢固地插设在管材端口,全程实现自动化装配工作,不仅提高了装配效率,而且节省了人工成本。
32、5、下料机构能将卡位槽内的成品微喷管从上至下进行下压,从而实现了微喷管自动下料。
33、6、本发明整体结构实现了自动化装配微喷管,不仅提高了工作效率,而且节省了大量人工。
- 还没有人留言评论。精彩留言会获得点赞!