一种塑胶件注塑模具的制作方法
本技术涉及注塑模具,尤其是涉及一种塑胶件注塑模具。
背景技术:
1、模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
2、塑胶模具由动模和静模两部分组成,动模安装在注射成型机的移动模板上,静模安装在注射成型机的固定模板上。在注射成型时动模与静模闭合构成浇注系统和模腔,开模时动模和静模分离以便取出塑料制品。在工作状态下,动模移动靠近静模并与静模合模,在动模与静模进行合模时,动模会与静模产生冲击,现有设计中采用在静模相对于动模的接触面上设置减震块或安装减震弹簧来达到减震的效果(弹簧弹力必须足够高,才能起到缓冲作用),但在合模后减震块或者弹簧被压缩,减震块或弹簧会给动模施加远离静模的弹力,阻碍动模靠近静模进行合模,注塑时,注塑压力会产生一个使动模远离静模的压力,在这两个力的合力作用下,动模与静模之间容易产生间隙导致熔融的塑料从间隙中流出,导致注塑产品出现次品。
技术实现思路
1、为了使动模与静模在合模时能具有缓冲作用,并且合模后不对动模产生阻碍合模的反向作用力,本技术提供一种塑胶件注塑模具。
2、本技术提供的一种塑胶件注塑模具,采用如下的技术方案:
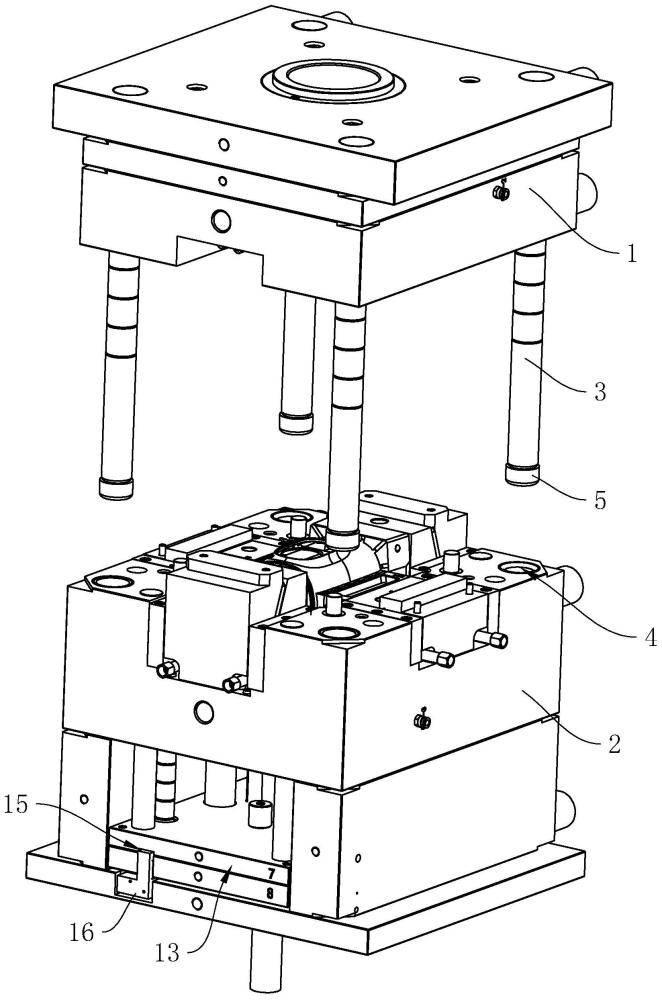
3、一种塑胶件注塑模具,包括静模和动模,静模上安装有导向杆,动模上设有导向孔,导向杆靠近动模的一端安装有磁性块,导向孔的底部设有可导电的线圈,线圈由螺旋线环构成,螺旋线环首尾相连形成导电的闭环。
4、通过采用上述技术方案,在动模与静模进行合模时,静模上的导向杆插入到动模中的导向孔中,在导向杆插入导向孔初始过程中,导向杆没有受到外界的阻力,能够快速地进行合模,在合模的末期,导向杆的前端靠近导向孔底部时,磁性块与线圈靠近,磁性块周围具有磁场,而磁性块在朝向线圈移动时,线圈切割磁感线产生感应电流,感应电流沿螺旋线环流动产生感应磁场,感应磁场的磁场方向与磁性块的磁场方向相反,阻碍磁性块继续朝向线圈移动,而磁性块安装在导向杆的一端,对导向杆起到阻碍作用,以对动模在合模过程中起到缓冲作用,当合模结束时,磁性块和导向杆不再相对于线圈以及导向孔移动时,线圈没有相对于磁场移动,此时线圈没有切割磁场,没有产生感应电流,即此时线圈没有产生使磁性块和导向杆朝向导向孔外移动的力,从而使模具在进行注塑时,只受到注塑压力,减小了使动模远离静模的力,防止动模与静模之间产生间隙,降低了注塑产品出现次品的概率。
5、可选的,螺旋线环的两端分别设有移动触点和固定触点,固定触点固定在导向孔内,当合模时,移动触点和固定触点接触,当动模与静模脱模时,移动触点与磁性块接触以使移动触点和固定触点断开。
6、通过采用上述技术方案,移动触点可相对于固定触点移动,当动模与静模进行脱模时,移动触点与磁性块接触以使移动触点和固定触点断开,从而使螺旋线环断开,而当螺旋线环断开时,磁性块朝向导向孔外侧移动,螺旋线环切割磁感线,但因为此时螺旋线环已经被断开无法产生电流,从而无法产生感应磁场,因此当磁性块向导向孔外移动时,螺旋线环不会产生阻碍磁性块向导向孔外移动的力,使磁性块和导向杆能够顺利从导向孔中移出,使动模与静模能够顺利脱模。
7、可选的,导向孔为盲孔,导向孔底部开有第一导气孔,第一导气孔与导向孔的直径之比小于1/10,磁性块的直径与导向孔的直径相等以使导向杆与导向孔之间密封连接。
8、通过采用上述技术方案,当磁性块快速朝向导向孔内移动时,磁性块与导向孔之间的气体被压缩,同时压缩气体给磁性块一个反向力,通过压缩气体对磁性块提供反向力而对静模以及安装在静模上的磁性块和导向杆起到缓冲作用,磁性块与导向孔之间被压缩的气体通过第一导气孔缓慢地泄漏到空气中,使压缩气体的压力与外部大气压基本保持一致,此时磁性块和导向杆不受外力作用,使注塑时,动模只受注塑压力,防止动模与静模之间产生缝隙,减少出现次品的概率。
9、可选的,导向孔的侧壁上设有第二导气孔,且第二导气孔直径大于第一导气孔的直径,第二导气孔与导向孔的直径之比大于1/10且小于2/5。
10、通过采用上述技术方案,当磁性块与导向杆刚进入到导向孔中时,磁性块压缩导向孔中的气体,但导向孔的侧壁有第一导向孔和第二导向孔与外部空气相连,导向孔中的气体可以通过第一导气孔和第二导气孔快速地排出,因此磁性块从刚进入到导向孔并移动到第二导气孔之前,导向孔中的气体对磁性块的缓冲作用小,磁性块和导向杆能够快速进入到导向孔中,以使动模与静模能够快速地进行靠近,当磁性块继续向导向孔内部移动时,磁性块与第一导向孔之间的气体只能通过第一导向孔流出,而第一导向孔的直径较小,无法及时将导向孔中的气体排出,使磁性块与导向孔之间的气体压力迅速上升,气体压力上升后被压缩的气体给磁性块提供的压力上升,起到大的缓冲力,使磁性块与导向杆的速度减慢,从而起到好的缓冲作用。
11、可选的,动模上设有导气通道,导向孔的底部设有单向阀,单向阀与导气通道连通以使气体单向流入到导向孔中。
12、通过采用上述技术方案,当进行开模时,导向杆和磁性块需要从导向孔中移出,当磁性块从导向孔中向外移动时,导向孔与磁性块之间的空间变大,而导向孔与磁性块中的气体却不能迅速变多,因此会在导向孔与磁性块之间形成负压空间,而负压会阻止磁性块与导向杆移动,此时通过单向阀对磁性块与导向孔之间的负压空间进行供气,使外部气体流入到磁性块与导向孔间之间,使磁性块与导向孔之间的空间无法产生负压,即不会阻止磁性块朝向导向杆外移动,因此使磁性块和导向杆能够快速从导向孔中移除,以实现动模与静模的快速脱模。
13、可选的,动模上设有顶出机构,顶出机构包括复位杆、安装板和驱动组件,复位杆设置多个,多个复位杆均安装在安装板上,动模上对应复位杆设有多个顶出通道,复位杆穿设在对应的顶出通道中,驱动组件安装在动模上以用于驱动安装板和安装于安装板上的多个复位杆相对于动模移动以将成型的产品从动模上顶出脱模。
14、通过采用上述技术方案,在对注塑完成后形成的产品进行脱模时,通过顶出机构中的驱动组件驱动安装板以及安装在安装板上的复位杆从动模上伸出,并朝向静模移动,将附着在动模上的产品顶下,以实现对产品的脱模,一方面解决了人工脱模困难的问题,其次使用复位杆从多个位置对产品进行顶出脱模,减少了对产品的损伤。
15、可选的,安装板的一侧上设置有缺口,动模上安装有防呆块,防呆块的一端伸入缺口中。
16、通过采用上述技术方案,当在对安装板进行安装时,通过安装板上的缺口进行定位,防止安装板在安装过程中方向安装错误,而导致安装完成后工作异常的发生。
17、本还提供的一种塑胶件注塑模具,采用如下的技术方案:
18、一种塑胶件注塑模具,包括静模和动模,静模上安装有导向杆,动模上设有导向孔,导向杆靠近动模的一端安装有磁性块,导向孔的底部设有可导电的线圈,线圈由多个独立的线环构成。
19、通过采用上述技术方案,在动模与静模进行合模时,静模上的导向杆插入到动模中的导向孔中,在导向杆插入导向孔初始过程中,导向杆没有受到外界的阻力,能够快速地进行合模,在合模的末期,导向杆的前端靠近导向孔底部时,磁性块与线圈靠近,磁性块周围具有磁场,而磁性块在朝向线圈移动时,线圈切割磁感线产生感应电流,感应电流沿线环流动产生感应磁场,感应磁场的磁场方向与磁性块的磁场方向相反,阻碍磁性块继续朝向线圈移动,而磁性块安装在导向杆的一端,对导向杆起到阻碍作用,以对动模在合模过程中起到缓冲作用,当合模结束时,磁性块和导向杆不再相对于线圈以及导向孔移动时,线圈没有相对于磁场移动,此时线圈没有切割磁场,没有产生感应电流,即此时线圈没有产生使磁性块和导向杆朝向导向孔外移动的力,从而使模具在进行注塑时,只受到注塑压力,减小了使动模远离静模的力,防止动模与静模之间产生间隙,降低了注塑产品出现次品的概率。
20、综上所述,本技术包括以下有益技术效果:
21、1.本技术通过在导向孔的底部安装闭合的线圈,使在动模与静模进行合模的过程中,磁性块靠近线圈时,使线圈切割磁感线,产生感应电流和与磁性块磁场方向相反的感应磁场,从而达到缓冲的作用,另外当动模与静模合模之后,感应磁场消失,磁性块不再受线圈的作用力,使动模与静模之间不容易产生间隙,而减少出现次品的概率;
22、2.本技术在开模时,导向杆和磁性块需要从导向孔中移出,当磁性块从导向孔中向外移动时,导向孔与磁性块之间的空间变大,而导向孔与磁性块中的气体却不能迅速变多,因此会在导向孔与磁性块之间形成负压空间,而负压会阻止磁性块与导向杆移动,此时通过单向阀对磁性块与导向孔之间的负压空间进行供气,使外部气体流入到磁性块与导向孔间之间,使磁性块与导向孔之间的空间无法产生负压,即不会阻止磁性块朝向导向杆外移动,因此使磁性块和导向杆能够快速从导向孔中移除,以实现动模与静模的快速脱模。
- 还没有人留言评论。精彩留言会获得点赞!