一种基于颗粒料融化的三维打印挤出结构及其制造方法与流程
本发明涉及三维打印,具体为一种基于颗粒料融化的三维打印挤出结构及其制造方法。
背景技术:
1、三维打印技术是一种利用数字模型文件,通过逐层叠加的方式,将材料堆积成实体的技术。三维打印技术可以实现快速、低成本、高效率、高精度、高自由度的制造,广泛应用于工业、医疗、教育、艺术等领域。
2、目前,常用的三维打印技术有熔融沉积成型(fdm)、选择性激光烧结(sls)、立体光刻(sla)等。其中,fdm技术是一种将热塑性材料加热至熔点,通过挤出机头(2)挤出成丝,按照预设的路径在平台上逐层堆积的技术。fdm技术具有设备成本低、操作简单、材料种类多等优点,是目前最广泛使用的三维打印技术之一。
3、然而,fdm技术也存在一些缺点,如打印速度慢、打印精度低、打印强度差、打印表面粗糙等。这些缺点主要是由于fdm技术使用的材料是以丝状或棒状为主,这些材料在加热时容易产生不均匀的热分布,导致打印过程中的温度波动、热应力、热收缩等问题,影响打印质量和效率。有鉴于此,现设计一种基于颗粒料融化的三维打印挤出结构及其制造方法。
技术实现思路
1、本发明的目的在于提供一种基于颗粒料融化的三维打印挤出结构及其制造方法,以解决上述背景技术中提出的现有的三维打印技术存在的问题。
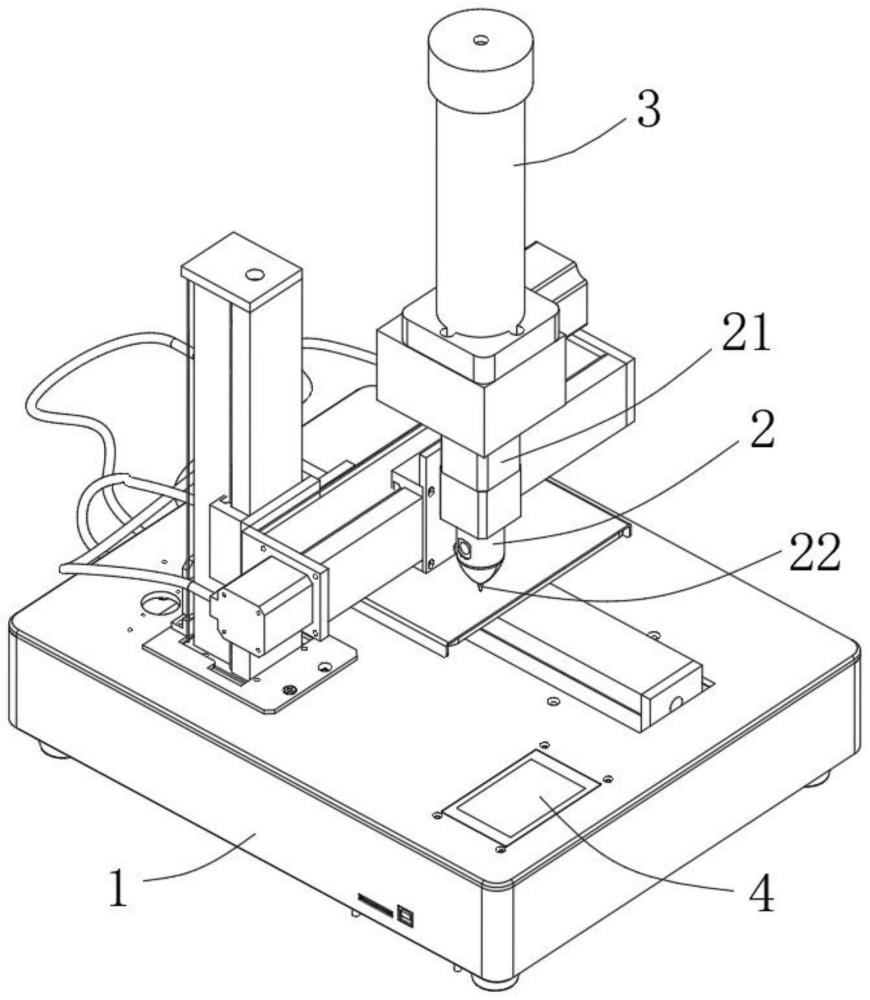
2、为实现上述目的,本发明提供如下技术方案,一种基于颗粒料融化的三维打印挤出结构及其制造方法,包括打印机、设置在打印机上的挤出机头、设置在打印机上的输送装置和设置在打印机上的控制装置;
3、所述挤出机头上设置有加热腔和喷嘴,所述喷嘴与加热腔相连,喷嘴用于将加热腔内的颗粒料挤出;
4、所述输送装置设置在挤出机头的上方,输送装置用于向加热腔内输送颗粒料;
5、所述控制装置与挤出机头和输送装置相连接,控制装置用于控制挤出机头的移动路径、加热腔的温度、输送装置的输送速度和喷嘴的挤出速度,以实现按照预设的数字模型文件进行三维打印。
6、优选的,一种基于颗粒料融化的三维打印挤出结构,其制造方法包括以下步骤:
7、s1、将所需的颗粒料通过输送装置输送到加热腔内,使加热腔内的颗粒料达到一定的填充度;
8、s2、将加热腔内的颗粒料加热至熔点以上,使颗粒料融化成为均匀的熔体;
9、s3、通过控制装置控制挤出机头的移动路径、加热腔的温度、输送装置的输送速度和喷嘴的挤出速度,将熔体通过喷嘴挤出,在平台上按照预设的数字模型文件逐层堆积,形成三维打印挤出结构;
10、s4、将三维打印挤出结构冷却至室温,使熔体固化,完成三维打印;
11、s5、检查三维打印挤出结构的表面质量,如有缺陷,进行修补或打磨;
12、s6、检查三维打印挤出结构的尺寸精度,如有误差,进行调整或切割;
13、s7、检查三维打印挤出结构的功能性能,如有不符合要求的,进行改进或优化;
14、s8、将三维打印挤出结构从平台上取出,进行清洁和包装。
15、优选的,s1步骤的操作方法为:将颗粒料放入输送装置的储料仓内,启动输送装置,通过输送装置将颗粒料输送到加热腔的入口处,通过重力或压力等方式,使颗粒料进入加热腔内,直到加热腔内的颗粒料达到预设的填充度;
16、s1步骤的参数设置为:根据颗粒料的种类、形状、大小等特性,以及加热腔的容积、形状等因素,设置合适的输送速度、输送时间、填充度等参数,以保证输送的效率和准确性。
17、优选的,s2步骤的操作方法为:在加热腔的外壁或内壁上设置加热元件,如电阻丝、电热管、电磁感应线圈等,通过电流或电磁场等方式,向加热腔内传递热量,使加热腔内的温度升高,从而使颗粒料受热并融化;
18、s2步骤的参数设置为:根据颗粒料的熔点、熔体的流动性、加热腔(21)的材料、结构等因素,设置合适的加热温度、加热时间、加热功率等参数,以保证加热的效率和均匀性。
19、优选的,s3步骤的操作方法为:通过控制装置,根据数字模型文件的数据,计算出挤出机头的移动路径、加热腔的温度、输送装置的输送速度和喷嘴的挤出速度,并通过电机、传感器、执行器等方式,控制这些参数的实时变化,使挤出机头在平台上按照预设的轨迹移动,同时,使加热腔内的熔体以一定的速度和压力通过喷嘴挤出,与平台或上一层的熔体接触并粘合,逐层堆积,直到完成整个打印结构;
20、s3步骤的参数设置为:根据数字模型文件的复杂度、精度、层厚等因素,以及打印结构的功能、性能、外观等要求,设置合适的移动路径、温度、输送速度、挤出速度等参数,以保证打印的效果和质量。
21、优选的,s4步骤的操作方法为:在打印结构的周围或内部设置冷却装置,如风扇、水冷管、制冷剂等,通过对流、辐射、传导等方式,向打印结构内传递冷量,使打印结构的温度降低,从而使熔体凝固;
22、s4步骤的参数设置为:根据打印结构的材料、结构、尺寸等因素,以及冷却装置的类型、位置、功率等因素,设置合适的冷却温度、冷却时间、冷却方式等参数,以保证冷却的效率和均匀性。
23、优选的,s5步骤的操作方法为:通过目测或仪器等方式,检查打印结构的表面是否有缺陷,如有缺陷,根据缺陷的类型、位置、大小等因素,选择合适的修补或打磨方法,如补充颗粒料、填充胶水、刮刀、砂纸、抛光机等,对打印结构的表面进行修补或打磨,直到达到满意的效果;
24、s5步骤的参数设置为:根据打印结构的材料、结构、尺寸等因素,以及修补或打磨方法的类型、位置、力度等因素,设置合适的修补或打磨参数,以保证修补或打磨的效果和质量。
25、优选的,s6步骤的操作方法为:通过尺子、卡尺、测量仪等方式,检查打印结构的尺寸是否与数字模型文件的数据一致,如有误差,根据误差的类型、位置、大小等因素,选择合适的调整或切割方法,如加热、压力、拉伸、剪刀、锯子、切割机等,对打印结构的尺寸进行调整或切割,直到达到满意的效果;
26、s6步骤的参数设置为:根据打印结构的材料、结构、尺寸等因素,以及调整或切割方法的类型、位置、力度等因素,设置合适的调整或切割参数,以保证调整或切割的效果和质量。
27、优选的,s7步骤的操作方法为:通过力学、电学、热学、化学等方式,检查打印结构的功能是否与数字模型文件的数据一致,如有不符合要求的,根据不符合要求的类型、位置、大小等因素,选择合适的改进或优化方法,如添加或替换材料、改变结构、增加或减少层数、改变层间连接方式等,对打印结构的功能进行改进或优化,直到达到满意的效果;
28、s7步骤的参数设置为:根据打印结构的材料、结构、尺寸等因素,以及改进或优化方法的类型、位置、力度等因素,设置合适的改进或优化参数,以保证改进或优化的效果和质量。
29、优选的,s8步骤的操作方法为:使用手套、钳子、吸盘等工具,将打印结构从平台上小心地取出,避免损坏或污染打印结构;使用水、酒精、清洁剂等物质,对打印结构的表面进行清洁,去除残留的颗粒料、灰尘、油污等杂质;使用纸箱、泡沫、塑料袋等物品,对打印结构进行包装,保护打印结构的完整性和稳定性;
30、s8步骤的参数设置为:根据打印结构的材料、结构、尺寸等因素,以及清洁和包装方法的类型、位置、力度等因素,设置合适的清洁和包装参数,以保证清洁和包装的效果和质量。
31、与现有技术相比,本发明的有益效果是:
32、1、该基于颗粒料融化的三维打印挤出结构及其制造方法采用颗粒料作为三维打印材料,相比于丝状或棒状的材料,颗粒料具有更好的热传导性,可以实现更均匀的加热和更快的冷却,从而提高打印速度和打印精度;
33、2、该基于颗粒料融化的三维打印挤出结构及其制造方法使用加热腔作为三维打印挤出机头的核心部件,加热腔内的颗粒料可以实现完全的融化和混合,从而提高打印强度和打印光滑度;
34、3、该基于颗粒料融化的三维打印挤出结构及其制造方法使用控制装置作为三维打印挤出机头的控制部件,控制装置可以根据数字模型文件的要求,精确地控制挤出机头的移动路径、加热腔的温度、输送装置的输送速度和喷嘴的挤出速度,从而实现高自由度的三维打印。
- 还没有人留言评论。精彩留言会获得点赞!