一种模具的防粘机构
本发明属于模具防粘,具体是一种模具的防粘机构。
背景技术:
1、在注塑模具加工时,原料成型后脱模是必备的步骤之一,现有技术中会在注塑模具注塑前,将脱模剂均匀的喷涂在固定模组的成型槽内,这样在注塑成型后,就可以轻易的脱模,不会出现粘模的问题,但是在对于注塑小直径的橡胶套时,其对应的模具成型孔径也小,若采用传统的脱模剂喷涂方式,难以将脱模剂喷入成型孔的内部,由于脱模剂的喷涂是沿一个方向喷出,在喷涂的过程中,难以将脱模剂均匀的喷涂在模具成型孔的内壁上,若对模具上每个成型孔逐一对应喷涂,也会容易导致脱模剂喷涂过量,进而使得生产出的橡胶套出现亮斑,导致不良,因此提出一种模具的防粘机构来解决上述现有技术的缺陷。
技术实现思路
1、为解决上述背景技术中提出的问题,本发明提供了一种模具的防粘机构。
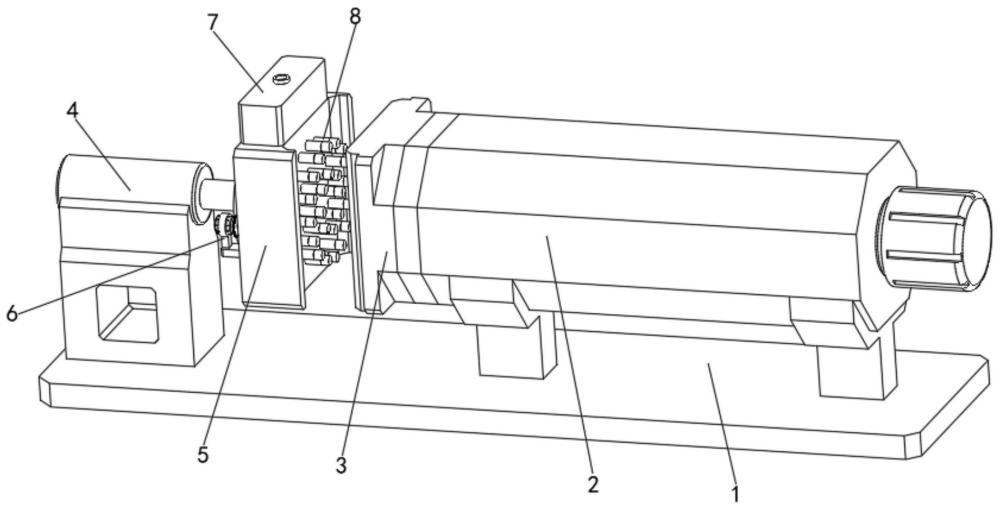
2、为实现上述目的,本发明提供如下技术方案:一种模具的防粘机构,包括有机座、挤出机构、固定模组、推行机构、移动模具、驱动机构、供料机构和若干防粘机构;
3、所述挤出机构安装在机座上,所述固定模组安装在挤出机构出料端上,所述推行机构安装在机座上,所述移动模具设置在推行机构的输出端上且朝向固定模组,所述驱动机构安装在移动模具的一侧,若干所述防粘机构均设置在移动模具上且环绕布置,所述供料机构安装在移动模具上;
4、所述固定模组包括有固定模具,所述固定模具与挤出机构连接,所述固定模具上设置有若干个成型孔且成型孔的数量与防粘机构的数量相同;
5、所述防粘机构包括有空心轴,所述空心轴活动安装在移动模具的内部,所述空心轴的一侧连接有活动筒,所述活动筒朝向固定模组的一侧连接有固定模头且固定模头的另一端延伸至移动模具的外部,所述固定模头内部的上方安装有推料筒,所述推料筒的内部套设有活塞,所述活塞的内部设有单向活瓣一,所述推料筒的左侧连通有连通管,所述连通管的另一端穿过活动筒和空心轴并延伸至移动模具的外部,所述推料筒内部的左侧安装有位于连通管端口处的单向活瓣二,所述推料筒右侧连接有分隔板,所述分隔板的右侧连接有网板,所述网板的内部连接有海绵块,所述推料筒右侧的下方连接有挤出管,所述推料筒的右侧连通有能与挤出管连通的圆管,所述圆管的内部设有单向活瓣五,所述挤出管的上方开设有若干个朝向海绵块的挤出孔。
6、优选地,所述驱动机构包括有防护壳,所述防护壳安装在移动模具的左侧,所述空心轴的外表面固定套接有位于防护壳内部的从动齿轮,所述从动齿轮设置有若干个且数量与防粘机构的数量相同,所述移动模具的左侧活动安装有位于防护壳内部的齿环,所述从动齿轮与齿环啮合连接,所述移动模具的左侧安装有驱动电机,所述驱动电机的输出端驱动连接有主动齿轮,所述主动齿轮与任意一个从动齿轮啮合连接。
7、优选地,所述供料机构包括有料箱,所述料箱安装在移动模具的上方,所述料箱左侧的下方固定连通有料管,所述料管的底部固定连通有位于防护壳左侧的分料盘,所述连通管的另一端延伸至防护壳的外部且嵌入至分料盘的内部,所述连通管与分料盘的内部连通且连通管能在分料盘内转动。
8、优选地,所述活动筒内部的下方安装有固定筒,所述固定筒内部的左侧安装有电磁组件,所述电磁组件的左侧通电吸附有磁铁,所述磁铁的另一侧连接有移动杆,所述移动杆的另一端延伸至固定筒的外部且连接有固定环,所述固定环另一侧的前后方均连接有推杆,所述推杆的另一端嵌入至固定模头的内壁中且连接有能与固定模头右侧抵接的活动模头,所述活动模头位于网板的外部。
9、优选地,所述固定环的上方的内部活动套接有活动杆,所述活动杆的另一端穿过活动模头并延伸至推料筒的内部且与活塞连接,所述活动杆的外表面固定套接有位于活动筒内部的固定块,所述固定块和固定环之间连接有弹簧四。
10、优选地,所述活塞左侧的下方连通有气筒,所述气筒的内部套设有通气活塞杆,所述通气活塞杆的内部为空心且通气活塞杆内部的右侧设有单向活瓣三所述通气活塞杆的外部套设有弹簧一,所述弹簧一的一端与通气活塞杆连接,所述弹簧一的另一端与气筒连接,所述活塞内部的下方设有位于气筒右侧的单向活瓣四。
11、优选地,所述通气活塞杆的另一端穿过气筒并延伸至推料筒的外部且连通有连接块,所述连接块上方的内部开设有卡槽。
12、优选地,所述固定模头的内部安装有位于连通管和连接块之间的安装块,所述安装块的内部活动套接有卡块,所述卡块的底部卡接至卡槽的内部,所述卡块的上方连接有弹簧二,所述弹簧二的另一端与安装块连接。
13、优选地,所述固定模头内部的下方安装有支撑板,所述支撑板内部的右侧活动套设有位于活动模头内部的限位杆,所述限位杆的顶端连接有连接板,所述限位杆的底端连接有支撑块,所述支撑块的内部活动安装有毛刷轮,所述支撑板的顶部连接有弹簧三,所述弹簧三的另一端与连接板连接。
14、与现有技术相比,本发明的有益效果如下:
15、1、本发明通过设置挤出管和海绵块,控制端控制电磁组件与磁铁同极,将会磁斥磁铁、移动杆和固定环向右侧移动,由于固定环的移动,可以带动推杆和活动模头向右侧移动,将网板、挤出管和毛刷轮露出,同时带动活动杆和活塞向右侧移动,由于活塞的右移,可以将活塞右侧的脱模剂撑开单向活瓣五,并通过圆管排入至挤出管的内部,同时通过挤出孔喷入海绵块的内部,并被海绵块吸收,然后由于驱动电机的运行,可以通过主动齿轮啮合带动从动齿轮、空心轴、连通管、活动筒整体和固定模头整体转动,并通过与齿环的啮合带动所有的从动齿轮快速转动,并带动所有的活动筒整体和固定模头整体转动,由于固定模头的快速旋转,可以使得海绵块和毛刷轮沿着空心轴的轴心快速转动,此时海绵块受离心力的作用,可以将海绵块内部吸收的脱模剂均匀的甩在成型孔的内壁上,该设计可以实现小孔径的成型孔内壁均匀的粘黏脱模剂,解决了传统喷涂脱模剂无法均匀喷涂在成型孔内壁的问题,从而可以防止后期成品脱模粘模。
16、2、本发明通过设置限位杆和毛刷轮,由于固定模头的转动,可以使得毛刷轮受离心力的作用,带动支撑块、限位杆和连接板沿着支撑板向外侧移动,并与成型孔的内壁抵接,此时弹簧三被压缩,此时由于毛刷轮沿着空心轴的轴心转动,可以通过毛刷轮将成型孔的内壁上粘黏的脱模剂均匀涂抹开,防止脱模剂在未均匀抹开的情况下,受重力影响下流并堆积在成型孔内腔的底部,导致成型孔内腔的底部的脱模剂量多,进而避免脱模剂在成型孔内分布不均的现象,也避免成品出现亮斑的现象。
17、3、本发明通过设置活塞和单向活瓣一,由于活塞的右移,可以将活塞右侧的脱模剂通过挤出孔喷入海绵块的内部,同时,活塞的右移,可以使得活塞的左侧形成负压,使得单向活瓣二撑开,抽取连通管内部的脱模剂补充至推料筒的内部,当活塞移动至最右侧时,活塞的左侧会再次抽满脱模剂,当活塞向左侧复位时,此时活塞的左侧为正压,使得单向活瓣二闭合,并将单向活瓣一撑开,使得推料筒内部脱模剂可以通过活塞,并使其留在活塞的右侧,从而可以实现脱模剂的补充,以便后续的继续使用。
18、4、本发明通过设置气筒和通气活塞杆,当气筒右移时,由于连接块和通气活塞杆被卡块固定住,可以压缩弹簧一,随着弹簧一的压缩,弹簧一的弹力会逐渐增加,同时受负压影响撑开单向活瓣三,通过通气活塞杆和连接块向气筒的内部补偿气体,当气筒移动至最右侧,并与圆管连通,此时弹簧一的弹力会大于弹簧二的弹力,使得连接块受弹力作用与卡块脱离,解除连接块和通气活塞杆的固定,由于弹力的恢复作用,将会使得通气活塞杆的左侧呈正压状态,将单向活瓣三闭合,并将单向活瓣四撑开,使得通气活塞杆向右侧移动,将气筒内部的气体,通过圆管推入至挤出管的内部,并将挤出管挤压内部残留的部分脱模剂,将其通过挤出孔全部推入至海绵块的内部,保障挤出管的内部处于空管状态,避免挤出管内部的残留。
- 还没有人留言评论。精彩留言会获得点赞!