一种多功能SLM打印设备循环供粉方法与流程
本技术属于增材制造,具体涉及一种多功能slm打印设备循环供粉方法。
背景技术:
1、增材制造是一种由数据驱动、逐层累加材料成形实体零件的先进制造技术,与传统的减材制造相比,该技术可以成型轻量化、结构复杂和多材料梯度结构的零部件,且工艺流程短、材料浪费少、不需要模具、支持个性化和定制化加工。随着现代科学的发展,增材制造的技术已经应用到多个领域,比如在修复文物、工业制造方面都有出色的表现,然而增材制造的打印材料和设备运行维护的成本过高极大地限制了增材制造技术的发展。
2、目前,市面上的大部分增材制造打印供粉装置,功能比较单一且大部分还是通过人工添加或搬运粉末来完成打印设备的粉末补给环节。尤其是在打印小型目标件时候,参与打印的材料只占很少一部分,大多数粉末通过落粉口被余粉罐收集,之后再进行人工烘干和筛分等其他步骤,工艺自动化程度低,效率低下,更换打印材料时通道内的残余粉末导致后续打印件的成型效果差,而且粉末环境也会对环境和人体造成一定程度的伤害。目标件在slm打印的过程中一般都是处于惰性气体的环境中,当一次打印完成后,成型室内的惰性气体就会被排出到室外,这种操作会导致打印粉末随着气体一起排到外部环境中,从而影响人的健康和环境,增加了设备运行成本。
技术实现思路
1、本技术实施例通过提供一种多功能slm打印设备循环供粉方法,解决了现有技术中通过人工添加或搬运粉末来完成打印设备的粉末补给环节存在效率低下的问题,同时实现惰性气体的循环利用,和多台打印设备循环供粉。
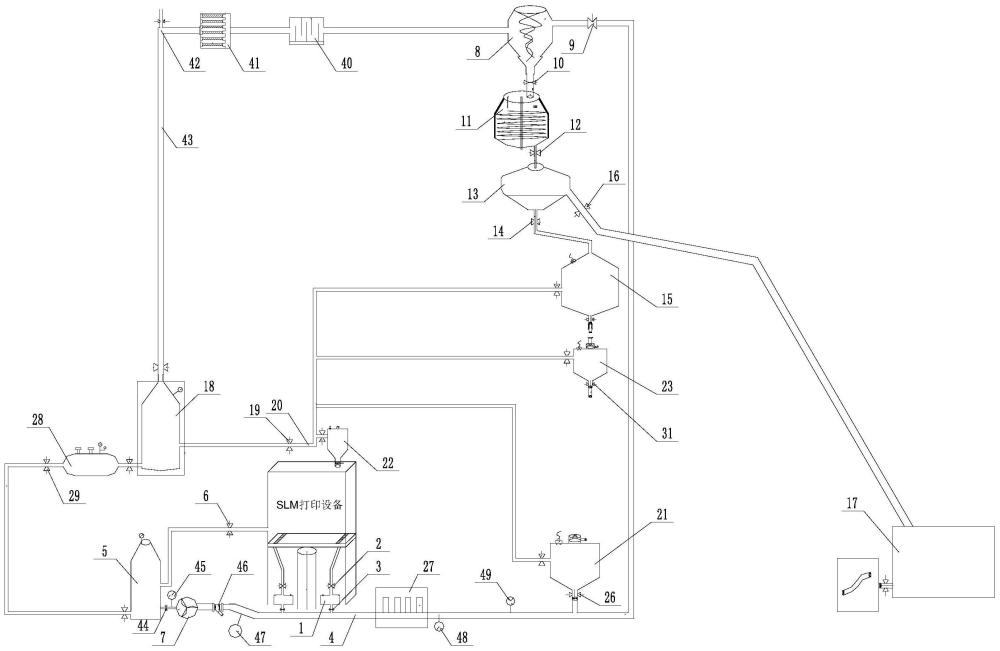
2、为了实现上述目的,本发明实施例提供了一种多功能slm打印设备循环供粉方法,该方法采用的多功能slm打印设备循环供粉方法包括余粉中转罐,余粉中转罐上部接口通过第九电动蝶阀和落粉管道与slm打印设备内部成型室的落粉口连接,余粉中转粉罐下部接口通过第十电动蝶阀和气路输粉管道连接;
3、氩气罐中部的输出口通过第h电动球阀和第一氩气输送管与slm打印设备连接;
4、氩气罐底部的输出口通过第二氩气输送管和鼓风机进口连接,鼓风机出口连接于气路输粉管道的进口;
5、旋风分离器的进气口通过第五一截止阀和气路输粉管道的出口连接;旋风分离器下部的出粉口通过第二电动蝶阀和连接管道与粉末烘干室进口连接,连接管道内设置有光电传感器;粉末烘干室下部的出粉口通过第三电动蝶阀与超声波筛分装置进口连接,超声波筛分装置下部的粉末下料口通过第五九电动蝶阀和筛分粉料下落管与总储粉罐连接;超声波筛分装置下部的废料排出口通过第四三电动蝶阀和废料排出管道与废料收集舱连接;
6、气囊一侧的输出口通过第c电动球阀与破拱管道进口连接,破拱管道出口通过多个支路管道分别与总储粉罐、补料罐、机顶储粉罐和中转粉罐内部连接,多个支路管道上均设置有电动球阀;
7、中转粉罐通过移动机构活动安装,中转粉罐在竖直方向上设置于总储粉罐和机顶储粉罐之间,中转粉罐顶部设置有用于与总储粉罐底部出口配合的漏斗管道,中转粉罐下端设置有用于与机顶储粉罐顶部进口配合的伸缩对接管;
8、机顶储粉罐设置于slm打印设备顶部,机顶储粉罐的出口连接于slm打印设备顶部的进口;
9、补料罐下部通过第十一电动蝶阀连接于气路输粉管道;slm打印机组设置于气路输粉管道上;
10、slm打印设备工作时包括粉料补给工况、压力检测工况和管道自洁工况;
11、粉料补给工况包括以下步骤:
12、氩气罐通过第一氩气输送管向slm打印设备内部成型室进行充气,slm打印设备开始工作;
13、机顶储粉罐料位过低时,中转粉罐通过移动机构移动至机顶储粉罐上方,中转粉罐下部的伸缩对接管和机顶储粉罐上部进口对接后,中转粉罐向机顶储粉罐进行送粉操作;
14、中转粉罐料位过低时,中转粉罐通过移动机构移动至总储粉罐下方,中转粉罐上部的漏斗管道和总储粉罐下部出口对接后,总储粉罐向中转粉罐料进行送粉操作;
15、总储粉罐料位过低或余粉中转罐的料位过高时,启动鼓风机,使气路输粉管道内部形成设定压力的惰性气体气流,余粉中转罐或补料罐的粉末在气流的作用下进入气路输粉管道并输送至旋风分离器内分离粉末,分离后的粉末随后送至粉末烘干室烘干,烘干后的粉末进入超声波筛分装置进行筛分,筛分后的粉末进入总储粉罐内;
16、补料罐料位过低时,工作人员手动添加粉末;
17、余料中转粉罐料位过低时,启动鼓风机,鼓风机将补料罐内粉末送至总储粉罐内,随后依次进入中转粉罐、机顶储粉罐和slm打印设备后送至余料中转粉罐内。
18、在一种可能的实现方式中,气囊设置于不锈钢壳内,气囊另一侧的输出口通过第三电动球阀与空压机进口连接,空压机上设置有空压机压力表,空压机出口通过第四电动球阀和氩气罐进口连接;
19、压力检测工况包括以下步骤:
20、当气囊内压力达到设定值时,打开第三电动球阀,启动空压机,空压机将气囊内的氩气压缩,空压机内部达到设定压力时,打开第四电动球阀,将压缩的氩气输入至氩气罐内;
21、工作人员通过氩气罐的进液口手动加注液氩。
22、在一种可能的实现方式中,第二氩气输送管上依次设置有第一电动球阀和第一压力传感器,气路输粉管道位于余粉中转粉罐下部接口和鼓风机出口之间的管路上依次设置有y型过滤器和流速传感器;气路输粉管道在余粉中转粉罐下部接口远离流速传感器一侧的管路上依次设置有第二压力传感器和氧含量监测仪。
23、slm打印机组设置于气路输粉管道位于余粉中转粉罐下部接口和第二压力传感器之间的管路上,补料罐下部通过第十一电动蝶阀连接于气路输粉管道位于氧含量检测仪远离鼓风机的一侧;
24、粉末烘干室内部设置有湿度传感器和温度传感器;粉末烘干室的烘干腔内设置有螺旋搅拌叶片。
25、旋风分离器的出气口与挡板除尘器进口连接,挡板除尘器出口与袋式除尘器进口连接,袋式除尘器出口与三通电动排气阀的进口连接;
26、气囊上部通过第二电动球阀连接于第一竖管的出口连接,第一竖管的进口和三通电动排气阀的出口连接。
27、总储粉罐料位过低时,打开第一电动球阀,第九电动蝶阀和第二电动蝶阀关闭,启动鼓风机,使气路输粉管道内部形成设定压力的气流,打开三通电动排气阀,通过流速传感器检测气路输粉管道内流速,同时通过第一压力传感器和第二压力传感器检测气路输粉管道内气压,当流速大于设定值且气压的压差位于设定阈值时,氧含量监测仪检测气路输粉管道内氧含量,当氧含量达标时,关闭三通电动排气阀,打开第十电动蝶阀;
28、当流速小于设定值且气压的压差大于设定阈值时,检查y型过滤器内是否堵塞,y型过滤器无堵塞时,检查管路内是否堵塞;
29、余粉中转罐的粉末在气流的作用下进入气路输粉管道并输送至旋风分离器内分离粉末,光电传感器检测连接管道内的粉末堆积情况,粉末堆积时,打开第二电动蝶阀,关闭第三电动蝶阀,分离后的粉末随后送至粉末烘干室烘干,湿度传感器和温度传感器检测粉末烘干室内湿度和温度,湿度和温度满足要求时,打开第三电动蝶阀,关闭粉末烘干室,烘干后的粉末进入超声波筛分装置进行筛分,筛分后的粉末进入总储粉罐内。
30、在一种可能的实现方式中,管道自洁工况包括以下步骤:
31、关闭第四三电动蝶阀,将中转粉罐下部的伸缩对接管通过管路和废料收集舱连接,打开第一电动球阀,启动鼓风机,进而将气路输粉管道内、旋风分离器、粉末烘干室、超声波筛分装置、总储粉罐、中转粉罐内残余的粉末吹入废料收集舱内;
32、当总储粉罐、机顶储粉罐、中转粉罐料位出现明显停滞时,打开第c电动球阀以及总储粉罐、机顶储粉罐、中转粉罐的支路管道上的电动球阀进行一次气体破拱;
33、在一种可能的实现方式中,启动鼓风机时,打开第一电动球阀,使氩气罐内部的氩气进入鼓风机,并随后进入气路输粉管道。
34、本发明实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
35、本发明实施例提供了一种多功能slm打印设备循环供粉方法,本发明解决了现有技术中供粉装置不能实现循环供粉以及多台设备同时供粉的问题,同时解决了惰性气体气源回收利用和粉末管道及设备自清洁的问题。本发明能有效的解决了劳力问题,提高设备的运行可靠性,同时对slm打印设备以及管道内的氩气可进行二次有效地回收利用;设备系统可进行实时的调控,有效地提高了对设备的控制,实现了智能化控制;通过压力表设备和压力传感器设备以及空压机设备的调节,避免了因氩气罐内和气囊压力过高造成的安全隐患;通过智能化的监控,实现了粉料烘干、筛分、气固分离和循环的供给,有效地节省了成本;通过棋盘格定位系统,有效准确地完成了中转粉罐在工作区域的定位;通过物联系统实现了设备与控制室的交互,可以实时监测设备的运行工况;通过气体破拱的原理,解决了供粉罐内粉体架桥的问题,有效地提高了粉体的利用效率;利用氩气罐和鼓风机能够有效地对残余粉末进行处理,减轻了环境的污染以及漂浮在空气中粉末对人体的伤害。
- 还没有人留言评论。精彩留言会获得点赞!