一种多目标3D打印工艺参数优化系统及方法
本发明涉及3d打印,具体为一种多目标3d打印工艺参数优化系统及方法。
背景技术:
1、3d打印工艺是一种现代制造技术,通过该技术将数字模型转化为实体对象,它使用逐层堆叠材料的方式,将三维数字设计转化为实体对象,随着3d打印技术的迅猛发展,它在制造、医疗和航空领域得到广泛应用,然而,在3d打印过程中,合适的工艺参数设置是确保打印质量和生产效率的关键。
2、现有的3d打印工艺参数优化方法主要集中在单一目标的优化上,只关注打印质量或者只关注打印速度,然而,在实际应用中,打印质量和速度通常是相互制约的,无法简单地进行单一目标的优化,另外,现有的方法通常只考虑了少量的参数,忽视了打印质量和速度受到多种因素影响的复杂性,并且传统的参数设置方法通常依赖于试错,效率低且不稳定,不易于识别当前的打印物存在的异常,对打印机的速率实施优化。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种多目标3d打印工艺参数优化系统及方法,解决了背景技术中提到的问题。
3、技术方案
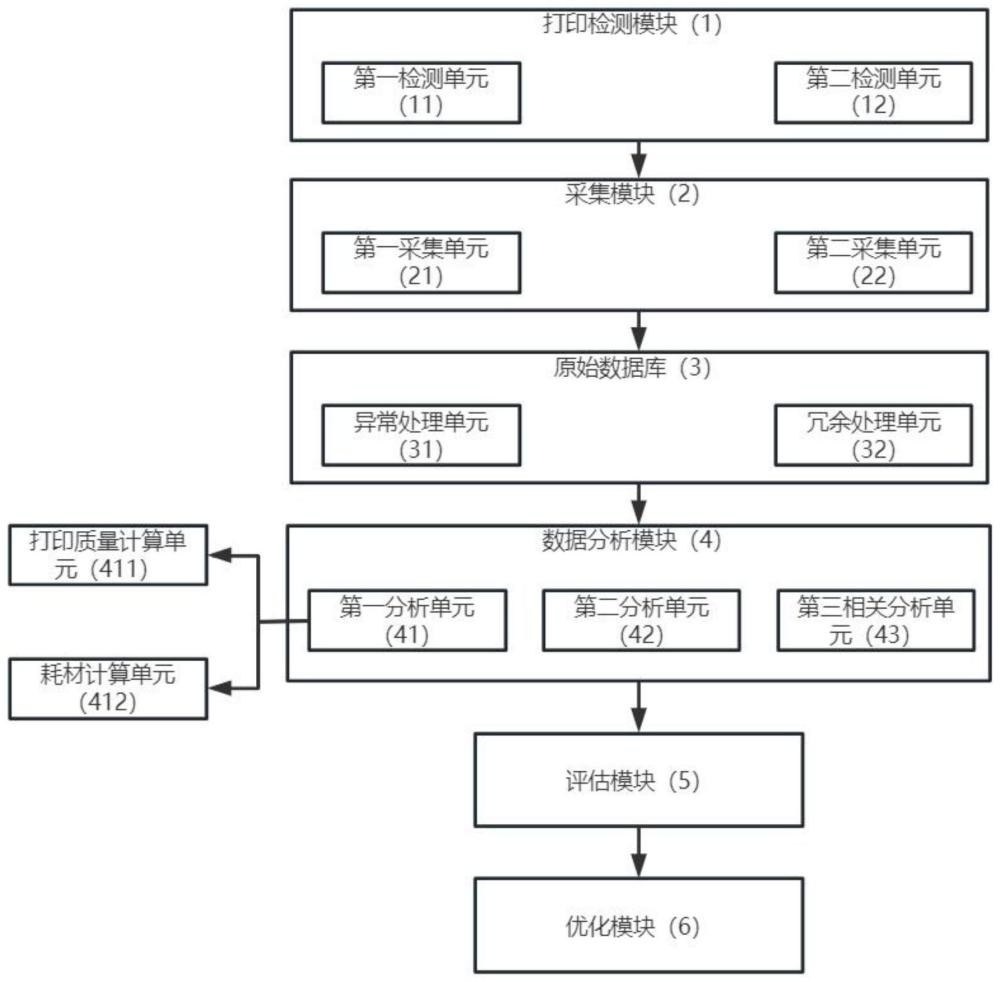
4、为实现以上目的,本发明通过以下技术方案予以实现:包括打印检测模块、采集模块、原始数据库、数据分析模块、评估模块和优化模块;
5、在3d打印机的工作台上,设置多组传感器,由打印检测模块对3d打印机每个工作点进行检测,并由采集模块采集每个工作点的打印实时数据和打印速度实时数据,并存储至原始数据库中;
6、所述数据分析模块包括第一分析单元、第二分析单元和第三相关分析单元,所述第一分析单元用于依据打印实时数据,提取打印机的打印质量数据集,分析计算获得打印质量系数zlxs,并从打印实时数据中提取打印耗材数据集,进行计算获得耗材系数hcxs;
7、并由第二分析单元从所述打印速度实时数据中,提取当前3d打印机的挤出头速度jc、打印头移动速度yd、轴运动速度zs和打印物体积tj,并进行无量纲处理后,计算获得打印速度系数sdxs;
8、并由第三相关分析单元将打印质量系数zlxs和耗材系数hcxs拟合,获取综合打印质量系数dyxs,并与当前打印速度系数sdxs进行相关联,获得综合打印速率系数zhxs;
9、所述综合打印质量系数dyxs和打印速度系数sdxs分别通过以下公式获取:
10、
11、sdxs=[(jc*b1)+(yd*b2)+(zs*b3)+(tj*b4)]+b
12、式中,a1表示打印质量zlxs的比例系数,a2表示耗材系数hcxs的比例系数,其中a1+a2≠1,0.01<a1<0.84,0<a2<0.98,其具体值由用户调整设置,a为修正常数;
13、b1为挤出头速度jc的比例系数,b2为打印头移动速度yd的比例系数,b3为轴运动速度zs的比例系数,b4为打印物体积tj的比例系数,且0≤b1≤1,0≤b2≤1,0≤b3≤1,0≤b4≤1,其具体值由用户调整设置,b为修正常数,公式的含义:通过对打印速度的检测,来调节当前打印的速率;
14、由评估模块设置优化阈值q,将综合打印速率系数zhxs与优化阈值q进行对比获得评估结果,并由优化模块根据评估结果生成优化指令,对3d打印机进行优化。
15、优选的,所述打印检测模块包括第一检测单元和第二检测单元;
16、所述第一检测单元用于采用第一集成传感器组和第二集成传感器组,对打印机的打印设备和耗材进行实时检测,获取打印实时数据;
17、所述第一集成传感器组包括温度传感器、湿度传感器和红外传感器;
18、所述第二集成传感器组包括红外测距仪和视觉检测传感器;
19、所述第二检测单元用于采用第三集成传感器组,对打印设备的工作速度进行检测,获取打印速度实时数据;
20、所述第三集成传感器组包括编码传感器、限位开关传感器和视觉检测仪。
21、优选的,所述采集模块包括第一采集单元和第二采集单元;
22、所述第一采集单元用于对于第一检测单元所检测到的打印实时数据进行采集,所述打印实时数据包括打印质量数据集和打印耗材数据集,所述打印质量数据集包括挤出宽度kd、挤出温度wd、打印湿度sd和冷却值lq,所述打印耗材数据集包括耗材长度cd、耗材直径zj和耗材材质cz;
23、所述第二采集单元用于对第二检测单元所检测到的打印速度实时数据进行采集,所述打印速度实时数据包括挤出头速度jc、打印头移动速度yd、轴运动速度zs和打印物体积tj。
24、优选的,所述原始数据库包括异常处理单元和冗余处理单元;
25、所述异常处理单元用于对接收到的第一检测单元和第二检测单元,进行检测并处理数据中的异常值,避免异常值对分析结果产生影响,并由冗余处理单元检测并删除数据中的冗余特征,避免特征之间高度相关。
26、优选的,所述第一分析单元包括打印质量计算单元,所述打印质量计算单元用于依据所述打印实时数据中的打印质量数据集,进行特征提取,并进行无量纲处理后,汇总计算获得打印质量系数zlxs;
27、所述打印质量系数zlxs通过以下公式获取:
28、zlxs=[(kd*c1)+(wd*c2)+(sd*c3)+(lq*c4)]+c
29、式中,c1表示挤出宽度kd的比例系数,c2表示挤出温度wd的比例系数,c3表示打印湿度sd的比例系数,c4表示冷却值lq的比例系数,其中0.04<c1<0.73,0.07<c2<0.98,0.14<c3<0.99,0.2<c4<0.94,其具体值由用户调整设置,c为修正常数。
30、优选的,所述第一分析单元包括耗材计算单元,所述耗材计算单元用于依据所述打印实时数据中的打印耗材数据集,进行特征提取,并进行无量纲处理后,汇总计算获得耗材系数hcxs;
31、所述耗材系数hcxs通过以下公式获取:
32、hcxs=[(cd*d1)+(zj*d2)+(cz*d3)]+d
33、式中,d1、d2和d3分别为耗材长度cd、耗材直径zj和耗材材质cz的比例系数,其中0<d1<1,0<d2<1,0<d3<1,0<d4<1其具体值由用户调整设置,d为修正常数,公式的含义在于,通过对耗材的长度、直径和耗材的材质,进行汇总分析获得耗材系数hcxs,耗材系数hcxs直接影响到打印的质量,并影响到打印的速率。
34、优选的,所述第三相关分析单元采用第一分析单元和第二分析单元所获取的综合打印质量系数dyxs和打印速度系数sdxs,进行无量纲处理后,进行相关联计算获取综合打印速率系数zhxs;
35、所述综合打印速率系数zhxs通过以下公式获取:
36、
37、式中,e表示修正常数,公式的意义在于,通过综合打印质量系数dyxs和打印速度系数sdxs相关联计算,分析得到打印机的速率受到综合打印质量系数dyxs和打印速度系数sdxs的影响,并通过二者成反比的设置,获取的数值进行评估。
38、优选的,由第三相关分析单元所获取的综合打印速率系数zhxs,由评估模块设置的优化阈值q,将所获取的综合打印速率系数zhxs与优化阈值q进行对比评估,获得评估结果如下;
39、当综合打印速率系数zhxs>优化阈值q时,标记为打印质量异常,表示当前打印设备和打印的环境存在异常,则生成第一评估结果;
40、当综合打印速率系数zhxs=优化阈值q时,标记为正常打印模式,表示当前打印质量和打印速度均处于正常,则无需生成评估结果;
41、当综合打印速率系数zhxs<优化阈值q时,标记为打印速度异常,这表示当前打印机的打印速度存在异常,则生成第二评估结果。
42、优选的,所述评估模块将所生成的评估结果发送至优化模块,并由优化模块对其所获取的评估结果,对其不同目标进行优化,具体优化策略如下;
43、所述优化模块在接收到评估模块所发送的第一评估结果时,表示当前打印机的综合打印质量系数大于打印速度系数,则需要对其打印速度系数sdxs内的参数进行调整,将当前的挤出速度jc、打印头移动速度yd和轴运动速度zs这些数值进行调整,同时也参考当前打印物体积tj,对打印速度的一个多目标的优化;
44、所述优化模块在接收到评估模块所发送的第二评估结果时,表示当前打印机的打印速度大于综合打印质量系数dyxs,则需要提升当前打印机的打印质量系数zlxs和耗材系数hcxs,对其内部的参数进行调整。
45、一种多目标3d打印工艺参数优化方法,包括以下步骤:
46、s1、首先通过打印检测模块对当前3d打印机上布设多组传感器,对打印机的每个工作的进行采集,并由采集模块对其检测到的数据进行采集;
47、s2、通过原始数据库对采集模块所采集到的数据,进行异常和冗余处理,避免这些数据对分析结果产生影响;
48、s3、然后再通过数据分析模块中的第一分析单元提取特征,计算打印质量系数zlxs,以及耗材系数hcxs,并将其汇总生成综合打印质量系数dyxs,再通过第二分析单元计算打印速度系数sdxs,最后再通过第三相关分析单元将其汇总获取综合打印速率系数zhxs;
49、s4、由评估模块预设优化阈值q,并将其综合打印速率系数zhxs,生成第一评估结果和第二评估结果,发送至优化模块;
50、s5、最后由优化模块对接收到评估结果,进行生成优化策略,对于第一评估结果,调整挤出速度jc、打印头移动速度yd、轴运动速度zs参数,进行多目标的优化,对于第二评估结果,提升打印质量系数zlxs和耗材系数hcxs,进行多目标的优化。
51、有益效果
52、本发明提供了一种多目标3d打印工艺参数优化系统及方法。具备以下有益效果:
53、(1)该系统通过多组传感器实时采集3d打印机的工作数据,经过汇总分析,得出综合打印速率系数zhxs,利用预设的优化阈值q,系统能够判断综合打印质量和打印速度的异常情况,并生成相应的评估结果,通过对挤出速度、打印头移动速度、轴运动速度参数对打印速度进行多目标的优化,并且通过打印质量和打印耗材的参数对综合打印质量进行多目标的优化,实现了打印质量和速度的平衡,从而对3d打印的精度和效率进行改善。
54、(2)系统中的打印检测模块和数据分析模块能够检测并处理数据中的异常值,避免了异常数据对分析结果的干扰,同时,通过冗余处理单元,删除数据中的冗余特征,防止特征之间高度相关导致模型过拟合或降低解释性,这种异常检测与处理机制保证了系统的稳定性和准确性。
55、(3)评估模块生成的不同评估结果被传送至优化模块,触发相应的优化策略,对于打印质量异常,系统会自动调整挤出速度、打印头移动速度和轴运动速度参数,实现多目标的优化,对于打印速度异常,系统则会提升打印质量系数zlxs和耗材系数hcxs,以实现速度和质量的平衡,这种自动化的优化策略生成使得系统能够适应不同的打印需求,提高了生产效率和打印质量。
- 还没有人留言评论。精彩留言会获得点赞!