一种模具、前端组件和内窥镜的制作方法
本发明涉及内窥镜,具体的说,是一种模具、前端组件和内窥镜。
背景技术:
1、目前有的内窥镜所用的前端组件采用一体成型的包胶成型工艺生产,通过将相关器件预先放置在型腔中定位,然后向型腔中注入胶体,使胶体在硬化为前端座的过程中将相关器件包裹结合起来形成前端组件。一般情况下,采用这种方式生产的前端组件省去了相关器件与前端座装配的过程,成本相对组装生产的前端组件来说是更低的,但目前,采用包胶成型工艺生产出来的前端组件存在相关器件相对前端座的实际位置较标准位置偏差浮动范围大的情况,导致了前端组件质量不稳定的问题。
技术实现思路
1、本发明的目的在于设计出一种模具、前端组件和内窥镜,用以解决前端组件质量不稳定的问题。
2、本发明通过下述技术方案实现:
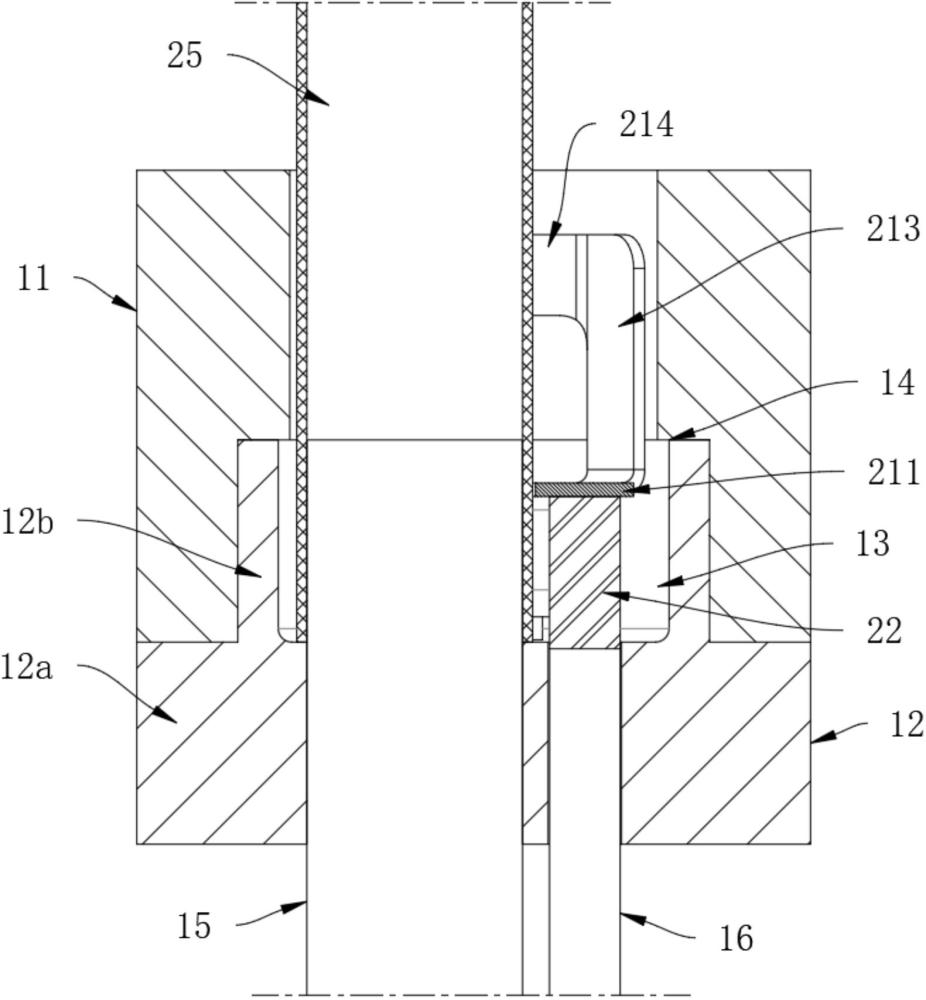
3、本发明提供了一种模具,所述模具用于生产内窥镜的前端组件,所述前端组件包括前端座和电路板,所述电路板具有连接摄像头模组的安装部;所述模具包括上下合模的上模具和下模具;所述上模具与所述下模具共同提供腔壁,形成顶端开口的型腔,所述型腔用于容置并定位所述安装部,所述型腔用于容纳形成所述前端座的胶体;所述模具设置有用于所述胶体排气的高位气路,在合模方向上,所述高位气路的入口的设置高度等于或大于定位于所述型腔中的所述安装部的设置高度。
4、采用上述设置结构时,采用一体成型的包胶成型工艺生产来生产前端组件时,由于模具中设置有高位气路,而高位气路的入口是不低于已经定位在型腔内的电路板的安装部的,这将使得注胶过程中的胶体可以让气泡内的气体从不低于安装部的位置排挤出去,实现高位排气,进而可使得型腔中,大致位于安装部或者是高于安装部的这部分胶体内的气体可以尽可能多地排出,以填充得更为充实。在胶体硬化过程中,这部分的胶体的缩胶幅度将是更小的,造成的结果就是这部分胶体对电路板和其上设置的器件的拉扯力和拉扯幅度将会变得更小,从而可以使电路板和其上设置的器件能够更好地保持在定位位置,不仅可降低因器件位移过大导致无法满足安装标准的情况发生,也可以使器件相对标准位置的位移范围保持在一个更小的区间中,以提高前端组件的良品率和质量稳定性。
5、进一步的为更好的实现本发明,特别采用下述设置结构:所述高位气路设置为于腔壁开设的槽或孔,或者,所述高位气路设置为所述模具的分型面,所述分型面于所述腔壁处形成的接触缝作为所述高位气路的入口。
6、采用上述设置结构时,高位气路设置为模具的分型面的情况下,由于利用了上模具和下模具之间的接触面,不用额外设置排气结构,将可以以更简单的模具结构和更低的成本实现胶体的高位排气。
7、进一步的为更好的实现本发明,特别采用下述设置结构:所述模具还包括第一支撑杆,所述下模具的底部设置有上下贯通的器械管定位孔,所述第一支撑杆可拆卸地插设于所述器械管定位孔中,所述第一支撑杆的顶端伸入所述型腔内,用于插入到所述前端组件的器械管中来定位所述器械管。
8、进一步的为更好的实现本发明,特别采用下述设置结构:所述下模具的底部设置有摄像头模组定位孔,所述摄像头模组定位孔用于定位向下伸入其中的所述摄像头模组。
9、进一步的为更好的实现本发明,特别采用下述设置结构:所述摄像头模组定位孔为盲孔或上下贯通的通孔,所述摄像头模组定位孔为通孔时,所述摄像头模组定位孔能与伸入其中的所述摄像头模组之间形成用于所述胶体排气的间隙。
10、采用上述设置结构时,摄像头模组定位孔为通孔时,在定位摄像头模组后,胶体的下部可以利用摄像头模组定位孔与摄像头模组之间的间隙进行排气,这将有利于减小型腔中位于安装部下方,特别是摄像头模组前端部附近的胶体的硬化缩胶幅度,让相关器件,特别是摄像头模组可以更好地维持在定位位置。
11、进一步的为更好的实现本发明,特别采用下述设置结构:所述模具还包括可拆卸地插设于所述摄像头模组定位孔中的第二支撑杆,所述第二支撑杆的顶端定位于所述摄像头模组定位孔内,用于抵接伸入所述摄像头模组定位孔中的所述摄像头模组。
12、采用上述设置结构时,采用第二支撑杆可以给摄像头模组的前端部提供支撑,可以通过调节第二支撑杆的顶端位于摄像头模组定位孔中的位置以调节摄像头模组、电路板和照明模组的位置,适合生产不同的前端组件。
13、进一步的为更好的实现本发明,特别采用下述设置结构:所述型腔设置为台阶面面向所述下模具的阶梯孔,所述接触缝为所述型腔的台阶面的外轮廓线,所述型腔的台阶面用于形成所述前端座上用来安装定位蛇骨的台阶面。
14、采用上述设置结构时,在高位气路设置为模具的分型面的情况下,将设置成阶梯孔的型腔的台阶面设置在接触缝的位置,并让接触缝作为型腔的台阶面的外轮廓线,可有利于此处的胶体排气,同时,也会使得上模具和下模具以型腔的台阶面为分界,更均匀地分配与胶体的接触面积,这将有利于上模具和下模具脱模。
15、进一步的为更好的实现本发明,特别采用下述设置结构:所述模具的周侧具有可把持的外侧壁,所述外侧壁分布于所述上模具和所述下模具上。
16、采用上述设置结构时,上模具和下模具在合模的情况下,均具有于模具侧方暴露的可被把持的外侧壁,这样,在脱模时,将能够同时拿住上模具和下模具沿合模方向分离,有利于顺利脱模。
17、本发明还提供了一种前端组件,所述前端组件采用上述的模具生产获得,所述前端组件包括由胶体硬化形成的前端座和被所述前端座包裹的电路板、摄像头模组、照明模组和器械管,所述摄像头模组突出所述前端座的前端面,所述器械管伸至所述前端座的后方。
18、进一步的为更好的实现本发明,特别采用下述设置结构:所述电路板包括安装有所述摄像头模组和所述照明模组的安装部;其中,所述安装部沿所述器械管的周向延伸,所述摄像头模组和所述照明模组在所述安装部的延伸方向上依序排布;和/或,所述安装部的延伸方向上的一端或两端设置有向所述前端座的前端延伸的第一延长部,所述第一延长部的前端安装有所述照明模组;和/或,所述安装部设置有向所述前端座的后端延伸的第二延长部,所述第二延长部的侧方设置有自所述前端座的后端穿出的第三延长部,所述第二延长部的后端相较于所述第三延长部的前端更远离所述器械管,所述第二延长部的后端设置有与所述第三延长部的前端连接的连接部。
19、采用上述设置结构时,电路板在具有第二延长部和通过连接部连接的第三延长部的情况下,由于第三延长部是向后伸出前端座的,可以在后续组装过程中,在前端座外部完成电路板与电线的连接,可以在电路板和电线连接节点出问题时具有后期修复的可能。由于第二延长部通过连接部与侧方的第三延长部连接,使得电路板与由胶体硬化形成的前端座具有更多的接触面,在生产前端组件的过程中,电路板在前端组件的轴向上和周向上具有更多的受力面,可以弱化某一位置的缩胶对电路板的影响,使电路板可以更好地保持稳定。
20、本发明还提供了一种内窥镜,包括上述的前端组件。
21、本发明具有以下优点及有益效果:
22、本发明中,采用一体成型的包胶成型工艺生产来生产前端组件时,由于模具中设置有高位气路,而高位气路的入口是不低于已经定位在型腔内的电路板的安装部的,这将使得注胶过程中的胶体可以让气泡内的气体从不低于安装部的位置排挤出去,实现高位排气,进而可使得型腔中,大致位于安装部或者是高于安装部的这部分胶体内的气体可以尽可能多地排出,以填充得更为充实。在胶体硬化过程中,这部分的胶体的缩胶幅度将是更小的,造成的结果就是这部分胶体对电路板和其上设置的器件的拉扯力和拉扯幅度将会变得更小,从而可以使电路板和其上设置的器件能够更好地保持在定位位置,不仅可降低因器件位移过大导致无法满足安装标准的情况发生,也可以使器件相对标准位置的位移范围保持在一个更小的区间中,以提高前端组件的良品率和质量稳定性。
- 还没有人留言评论。精彩留言会获得点赞!