一种多参数程控可调的碳纤维增强热塑性复合材料叠层结构连续感应熔接系统与方法
本发明属于热塑性复合材料熔融连接,尤其涉及一种多参数程控可调的碳纤维增强热塑性复合材料叠层结构连续感应熔接系统与方法。
背景技术:
1、碳纤维增强热塑性复合材料是一种比强度高、比模量高、可设计性强、可回收的轻量化材料,在航空航天制造领域受到广泛的关注。由于航空航天装备制件的结构复杂性和尺寸局限性,制备热塑性复合材料结构件时需要用到材料连接技术。由于碳纤维增强热塑性复合材料具有“加热融化、冷却凝固”的可多次成形特性,因此非常适合于熔融连接。感应熔接的原理基于感应加热,当施加高频交变电流时,感应线圈会激发交变磁场,当交变磁场通过碳纤维增强热塑性复合材料中导电回路时,回路中会产生涡流而产生焦耳热,热量会使得熔接区域温度上升,当温度上升到热塑性树脂基体熔点以上时,树脂基体熔化,具有可流动性,待连接件的树脂基体相互融合,在一定的压力作用下待熔接表面之间紧密接触,待树脂基体冷却凝固后,熔接区域形成熔接接头。热塑性复合材料的感应熔接技术具有快速、连接强度高、增重小、可重复熔接等优点,是实现碳纤维增强热塑性复合材料高质量可靠连接的理想技术之一。
2、在碳纤维增强热塑性复合材料连续感应熔接过程中,感应加热功率、移动速度、熔接区域压力大小、冷却气体流量大小对熔接质量有着显著的影响,因此在熔接过程中实现对上述参数的调控十分重要。除此之外,连续感应熔接技术可以连接大尺寸的碳纤维增强热塑性复合材料构件,与航空航天装置制件更为贴合,更加具有实际的工程意义。因此亟需建立一套连续感应熔接装置与方法,实现碳纤维增强热塑性复合材料高质高效地熔接,促进感应熔接技术在大型结构中的应用。
3、为此,本发明的目的是提供一种多参数程控可调的碳纤维增强热塑性复合材料叠层结构连续感应熔接系统与方法,实现连续感应熔接过程中熔接参数的实时调控,实现碳纤维增强热塑性复合材料层合板的连续感应熔接,并制备出碳纤维增强热塑性复合材料层合板连续感应熔接样件。
技术实现思路
1、为了实现上述目的,本发明提出了一种多参数程控可调的碳纤维增强热塑性复合材料叠层结构连续感应熔接系统与方法。
2、本发明的技术方案:
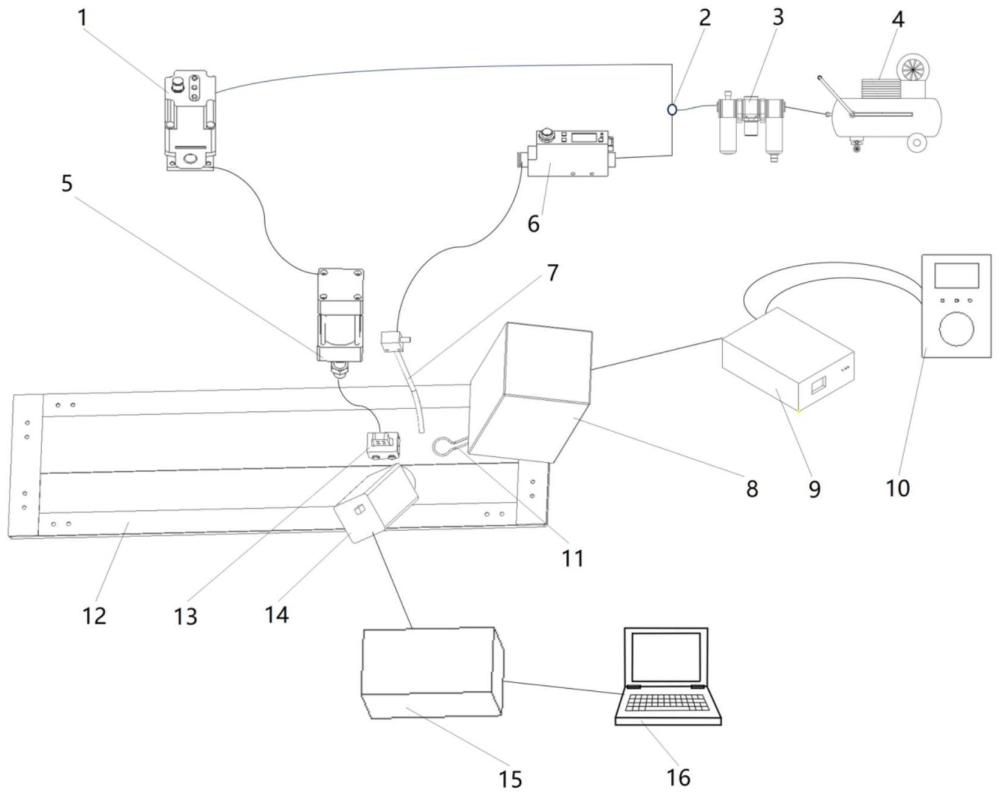
3、一种多参数程控可调的碳纤维增强热塑性复合材料叠层结构连续感应熔接系统,包括加热系统、运动系统、气动系统、熔接执行器、反馈控制系统和工件装夹系统;加热系统采用基于电磁感应原理的感应加热方式为复材靠近熔接区域的表层树脂熔化提供热量;运动系统带动熔接执行器的移动,实现大尺寸的连续熔融连接;气动系统包括随动加压气路和冷却气路;反馈控制系统用于采集熔接区域的温度信息,实时调控加热系统、运动系统、气动系统的输出;
4、所述加热系统、气动系统的末端执行器件和反馈控制系统的温度采集器件均连接在连续感应熔接系统的熔接执行器上,熔接执行器由运动系统带动,对待熔接叠层结构不同位置进行熔接,运动系统的速度实时可调,单方向最大运动范围为0~900mm。
5、所述加热系统的末端执行器件包括感应加热头和感应线圈,反馈控制系统通过感应加热控制器远程控制感应线圈上的输出,工业冷水机与感应加热控制器相连,为感应熔接过程中提供冷水,为感应线圈降温,防止感应线圈自身过热。
6、所述感应加热控制器采用功率、电流、频率三种控制输出模式。
7、所述感应线圈的匝数为3~5匝,线圈管径4~8mm,线圈外径大小20~50mm,线圈材质为铜;
8、所述运动系统包括伺服电机、直线运动模组和光电限位开关,直线运动模组带动连续感应熔接系统的熔接执行器运动,直线运动模组可由反馈控制系统控制,实时调节熔接执行器的移动速度,光电限位开关分为原点限位、上限位、下限位,原点限位是自动熔接过程的起点,上限位和下限位用于防止运行过程中发生危险。
9、熔接执行器移动速度范围0.1mm/s~10mm/s。
10、所述气动系统包括随动加压气路和冷却气路,两条气路共用一个气源。随动加压气路的末端是一个双作用气缸,双作用气缸竖直放置,通过双作用气缸伸缩杆的上下运动带动随动压辊的上升和下降,进而实现对叠层结构的压紧和松开,随动加压气路中作用在气缸活塞上面的空气压力大小受随动加压气路上电气比例阀的控制,电气比例阀与反馈控制系统连接;冷却气路的末端喷出压缩空气,高速的压缩空气流过正在被加热的叠层结构的上方,带走上表面的热量,起到冷却的作用,防止因电磁感应中的趋肤效应而烧伤复材表面,冷却气路中压缩空气的流速采用电子流速计控制,电子流速计与反馈控制系统相连。
11、所述反馈控制系统包括红外热成像仪、计算机、总控制器;红外热成像仪用于对复合材料层合板上表面进行温度信息采集,计算机负责对采集到的温度信息进行分析以及给出反馈控制信息,总控制器根据来自计算机的反馈控制信息对加热系统、气动系统、运动系统进行调控。
12、随动压辊压力大小由电气比例阀调节,电气比例阀气压大小调节范围为0.05mpa~0.9mpa。
13、冷却空气流速大小可由电子流速计调节,电子流速计流速调节范围为2l/min~100l/min。
14、所述随动加压气路和冷却气路,采用同一空气压缩机、同一空气净化过滤装置,经三通气路接头,分为随动加压气路和冷却气路。
15、所述连续感应熔接系统可熔接复材和复材、金属合复材两种叠层结构;熔接复材和复材叠层结构时,树脂熔化所需要的热量来源于复材自身因电磁感应现象产生的涡流效应,同时通过气动系统的冷却气路对复材靠近感应线圈的表面进行冷却,进而实现熔融连接;熔接金属合复材叠层结构时,将感应线圈置于金属表面的上方,感应线圈主要加热上面的金属层,热量从金属层传导至与金属层接触的复材,使得复材融化,进而实现熔融连接。
16、所述工件装夹系统包括陶瓷底板、高温云母片、树脂填充层以及复合材料层合板;工件装夹系统分为四层,第一层与第三层组成相同,包括用于定位的高温云母片与以及复合材料层合板,第二层为树脂填充层,位于复合材料层合板的熔接区域,第四层为陶瓷底板;高温云母片与陶瓷底板带有定位孔,可使用螺栓将陶瓷底板、高温云母片、树脂填充层以及复合材料层合板固定在工作桌面上。
17、高温云母片几何尺寸可根据复合材料层合板的大小以及熔接区域宽度调整。
18、一种多参数程控可调的碳纤维增强热塑性复合材料叠层结构连续感应熔接方法,包括如下步骤:
19、(1)将所述碳纤维增强热塑性复合材料层合板、高温云母片、树脂填充层与陶瓷底板放置于工件装夹系统的指定位置,使用螺栓将高温云母片、陶瓷底板紧固于工作桌面上。
20、(2)开启工业冷水机、空气压缩机、连续感应熔接系统电源。
21、(3)将运动系统调至零点位置,将气动系统中电气比例阀与电子流速计初始化,使得随动压辊抬起,使得冷却气路压缩空气的流速为零。
22、(4)在反馈控制系统中输入所需的初始加热功率、运动速度、熔接区域压力。
23、(5)将连续感应熔接系统设为自动运行模式,并给出开始运行指令,开始连续感应熔融接过程。
24、(6)在连续感应熔融接过程中,无需其他操作,动作全都由反馈控制系统控制,待熔接过程结束后,连续感应熔接系统的熔接执行器将自动返回零点位置,并自动将加热系统、运动系统、气动系统、反馈控制系统关闭,待熔融连接过程结束,关闭连续感应熔接系统电源开关。
25、连续感应熔接过程中感应线圈与层合板上表面的耦合距离范围为3mm~7mm。
26、本发明的有益效果:可根据待熔接碳纤维热塑性复合材料层合板的材料属性选择合适的感应加热功率、运动速度、随动压力大小、冷却流速,实现不同热塑性树脂种类、不同厚度的碳纤维热塑性复合材料层合板的连续熔接;通过测温装置,实时监控熔接区域的温度,以温度为目标的实时反馈调节,改善了熔接区域温度分布均匀性,提升了熔接强度;所述熔融连接系统与方法可实现自动化,大幅提高了熔融连接的效率。
- 还没有人留言评论。精彩留言会获得点赞!