一种红外辐射加热固化纤维增强树脂基复合材料的成形方法及产品
本发明属于纤维增强树脂基复合材料相关,更具体地,涉及一种红外辐射加热固化纤维增强树脂基复合材料的成形方法及产品。
背景技术:
1、纤维增强聚合物复合材料具有高强度重量比和刚度重量比、耐腐蚀性、耐磨损性等机械性能,在工业中得到了许多应用,如航空航天、海洋运输、风力涡轮机叶片、体育用品和建筑加固。然而,在工业上设计高效合理的快速固化方案仍是一个挑战。传统的固化工艺方案在小型复合材料的制造上优势较为明显,近年出现的先进固化技术则在大型复合材料的制造上显现出优异的加工效率,固化时间大幅降低。但大型结构件较长的制造周期时间使其仅适用于中小批量生产,在大批量生产中的应用受到限制。所以,在实际的工业应用中,考虑到固化工艺的成本、大型复合材料的可加工性和对复合材料机械性能的影响等问题,开发经济合理、技术可行的固化工艺方案显得尤为重要。
2、在大量的固化工艺优化研究中,聚合物复合材料的快速固化树脂系统和先进固化技术(包括模具加热固化、烘箱加热固化、电阻加热固化、微波加热固化、红外辐射固化等),被视为缩短加工时间和减少能耗的主要手段。模具加热和烘箱加热固化工艺的能耗较高,能量损失会随着材料结构的复杂程度和尺寸规模的增加而增加,导致加热效率低下。此外,对于具有一定厚度的材料,首先接触加热层的外层材料会比内层固化得更快。固化过程的推进引起的皮肤核心效应,将导致应力集中和不可逆的应变。严重的是,它最终会导致材料的微裂纹和变形。现有的电阻加热固化加热效果不明显,不可避免地存在电热转换效率低、易疲劳等问题。微波加热固化的均匀性取决于电磁场的稳定性,而电磁场的稳定性很难控制。不均匀的电磁场会带来辐射穿透深度不均匀的现象,这将在复合材料的厚度方向上产生温差,难以实现均匀固化,而且其通用性很差。有学者指出,光聚合是生成三维网络的最快方法之一,而辐射固化在聚合物复合材料的固化中有很大的应用范围,因此红外辐射(ir)将是传统固化的合适替代方法。虽然微波和红外固化机制是基于电磁辐射,但由于它们的离子离频率较低,它们被认为是热过程。红外固化法是由于其高能效、可预测的加热速率(单位时间内的温度变化)和体积加热机制而出现的一种复合材料固化方法。然而,它经常被用于热塑性材料的加热,这需要快速加热,而不是长期复杂的固化状态,包括不同的加热速率和停留温度。然而,现有红外线辐射器仍存在明显的光线,易灼伤人体,除此之外,其辐射范围相对较小,可制备的复合材料大小严重受限;现有的红外辐射固化工艺固化时间并没有明显缩短,导致红外的优势没有发挥出来,且红外灯能耗较高,并不适合大批量应用,这使得红外辐射固化工艺在工业上没有得到广泛应用。
3、因此,现有的复合材料和固化工艺的安全系数低,可制备的产品尺寸受限较大,无法在工业中实际应用等问题,成为本领域的技术难题。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种红外辐射加热固化纤维增强树脂基复合材料的成形方法及产品,解决纤维增强树脂基复合材料固化过程中温度不均的问题。
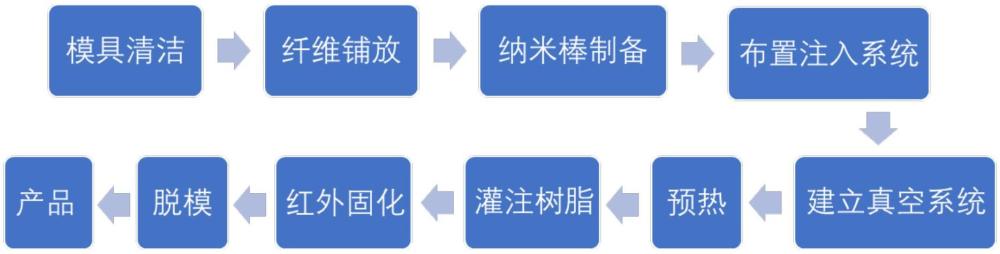
2、为实现上述目的,按照本发明的一个方面,提供了一种红外辐射加热固化纤维增强树脂基复合材料的成形方法,该方法包括下列步骤:
3、s1选取纤维、树脂和红外辐射材料作为原材料;
4、s2将所述纤维平铺放置在模具中,将树脂和红外辐射材料纳米棒注入模具使得所述树脂完全浸润包覆所述纤维,获得纤维增强树脂复合材料的预制品;
5、s3采用红外辐射加热固化所述模具中的预制品,固化后获得所需的纤维增强树脂复合材料。
6、进一步优选地,在步骤s2中,在将树脂和红外辐射材料纳米棒注入模具中时加入促进剂和固化剂,该促进剂和固化剂的质量分别为树脂质量的1%~3%和1%~5%。
7、进一步优选地,在步骤s2中,所述预制品中,树脂材料的质量分数为30%~50%,所述纤维材料质量分数40%~60%,其余为红外辐射材料纳米棒,所述树脂材料的质量分数为树脂、促进剂和固化剂的总质量分数。
8、进一步优选地,在步骤s1中,所述红外辐射材料纳米棒为二氧化硅、氧化钛、碲化铋、硫化铅、锑化铟、碲锡铅、碲镉汞、硫酸三甘酞、钽酸锂、锗酸铅、氧化镁、氧化锡、氧化锌、氧化铜、碳化硅、金属纳米棒、陶瓷和电气石中的一种或多种。
9、进一步优选地,在步骤s1中,所述树脂为环氧树脂、不饱和聚酯树脂、酚醛树脂、醋酸乙烯树脂、聚氨基甲酸乙酯、氨基塑料、聚氯乙烯、聚碳酸酯、聚酰胺、聚丙烯和聚乙烯中的一种或多种。
10、进一步优选地,在步骤s1中,所述纤维为玄武岩纤维、玻璃纤维、碳纤维、硼纤维、芳纶纤维、陶瓷纤维和天然纤维中的一种或多种。
11、进一步优选地,所述步骤s2和s3在真空状态中进行。
12、进一步优选地,在将所述纤维平铺放置在模具中后还需对纤维进行预热,预热温度为40℃~150℃和时间为1h~5h。
13、进一步优选地,在步骤s3中,所述固化的温度为40℃~180℃,固化的时间为1h~10h。
14、按照本发明的另一个方面,提供了一种按照上述所述的成形方法制备获得的产品。
15、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具备下列有益效果:
16、1.本发明将红外辐射材料纳米棒加入树脂中,当红外线直接入射到复合材料的上表面,最上层材料的分子吸收红外线发生共振而产生热量,这部分热量会从顶层流出逐层传导至最底层,剩余红外线则是穿透到树脂内部,红外辐射材料和树脂材料分子吸收这些红外线,并将其转化为热量,直至穿透整块复合材料板子,从而达到整块板子均匀加热的目的,红外线穿透树脂和纤维而达到整体均匀加热的目的;
17、2.本发明与传统的室温固化工艺相比,所提出的红外辐射固化工艺把复合材料的固化时间缩短了91%,比烘箱固化缩短了86%;同时,还大幅提高了其机械性能,具体来说,复合材料层合板的层间剪切强度和弯曲强度分别提升36%和28%,因此,本发明给大型复杂复合材料曲面件的固化工艺设计提供了的新思路,在风力发电、航空航天、交通运输领域具有广泛的应用前景;
18、3.本发明中采用的红外辐射材料纳米棒具有优异的红外吸收特性,能够更有效地吸收红外辐射,将其转化为热能,从而提高树脂的加热效率,加快固化速度;由于纳米棒材料能够高效地吸收和转化红外辐射,使得固化过程中的能量利用率更高,从而减少了整体能量消耗;纳米棒材料在树脂中的均匀分布可以保证红外辐射在整个树脂材料中均匀分布,避免局部过热或未固化的现象,提高固化的均匀性和质量;在固化过程中,纳米棒材料能够与树脂基体形成良好的界面结合,提升固化后的树脂材料的机械性能和热稳定性;通过调节纳米棒材料的浓度、分布和红外辐射的强度,可以精确控制固化过程,满足不同应用场景的具体需求;
19、4.本发明将传统加热固化工艺中缓慢升温至复合材料固化温度并进行等温固化几十个小时的过程,设计为在快速升温至特定温度进行较短时间的保温过程,通过逐渐接近复合材料的固化温度缓慢地释放因固化反应放热产生的热量,将原本漫长而局部剧烈的固化反应转变为相对短暂而平缓的固化过程。该工艺使得复合材料整体固化温度更加均匀,可制备的产品尺寸也可不受限制,极大地提高了固化效率。
- 还没有人留言评论。精彩留言会获得点赞!