一种复合材料喷管承力壳体一体化制备方法与流程
本发明涉及一种复合材料喷管承力壳体一体化制备方法,属于固体火箭发动机。
背景技术:
1、复合材料喷管是固体火箭发动机重要的能量转换部件,将发动机内燃料燃烧产生的高温高压气流以一定的扩张比例喷射出去,产生的反向推力通过喷管承力壳体传递至火箭发动机壳体进而为火箭整体提供了充足的动力飞向太空。复合材料喷管承力壳体作为固体火箭发动机能量传递环节中的关键结构,要求其结构必须具有较高的刚度和强度,才能保证在超高压强和超高移动速度中保持稳定可靠。
2、目前复合材料喷管承力壳体主要采用金属材料制备,包括高强度锰钢、钛合金、高强度铝合金等材料,以上材料制作喷管承力壳体过程中均需要经锻造毛坯、反复时效处理和高精度机械加工等步骤,制作周期需要1~2个月甚至更长;同时金属材料的比强度、比模量成倍的底于纤维增强复合材料的比强度和比模量,航空航天结构件中使用金属材料的比例越高,则航天器整体重量就会越高;另外金属材质喷管承力壳体制备后需要通过胶粘剂与复合材料喷管本体进行粘接装配,工艺过程复杂,实施难度大。因此金属材质喷管承力壳体较长的制作周期,较底的比强度、比模量和复杂的工艺过程已经无法适应当前更快更轻的航空航天发展理念。
技术实现思路
1、本发明设计开发了一种复合材料喷管承力壳体一体化制备方法,能有效缩短生产周期,提高生产效率,同时提高喷管承力壳体的比强度和比模量,实现制品轻量化,并能够简化工艺过程,降低操作难度,更易保证质量要求。
2、本发明提供的技术方案为:
3、一种复合材料喷管承力壳体一体化制备方法,包括:
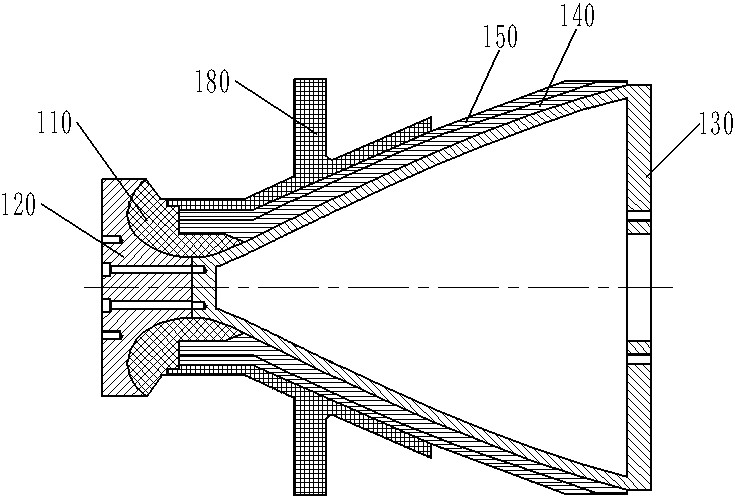
4、步骤一、将喉衬预埋在缠绕模具上,在喉衬和缠绕模具的外部进行烧蚀层的缠绕制备,在烧蚀层外部进行隔热层的缠绕制备;对制备得到的烧蚀层和隔热层进行热压罐固化,形成喷管本体;
5、步骤二、对隔热层的外型面进行机加工,沿所述隔热层的轴线方向,在所述隔热层上间隔开设多个环形槽;
6、步骤三、在机加工后的所述隔热层的外型面上使用碳纤维进行喷管承力壳体三维预制体原位编织,制备得到初步成型的喷管承力壳体;
7、步骤四、进行rtm模具组装,将rtm模具组装在初步成型的喷管承力壳体上,并连接注胶机构,连接完成后,通过注胶机构注入rtm环氧树脂,并进行加热固化,待固化完成后拆除rtm模具和注胶机构,得到一体化成型的喷管承力壳体。
8、优选的是,
9、所述步骤一中的缠绕模具包括固定连接的:芯模首段和芯模尾段;
10、所述烧蚀层为碳布/酚醛预浸布带通过平叠缠绕工艺进行制备;
11、所述隔热层为高硅氧布/酚醛预浸布带通过平叠缠绕工艺进行加工制备;
12、所述隔热层缠绕过程中外型面需要预留3~5mm的加工余量。
13、优选的是,所述隔热层的外型面为所述隔热层与所述喷管承力壳体配合的交界面。
14、优选的是,所述环形槽的尺寸为:2mm深,4mm宽;相邻环形槽之间的间隔为50mm。
15、优选的是,所述步骤三中,所述碳纤维为t700级。
16、优选的是,所述rtm模具为两瓣环形拼接,并在所述rtm模具上设置有多路树脂注入口和树脂出口;
17、所述注胶机构包括:
18、树脂注入口阀门,其连通设置在所述树脂注入口上;
19、树脂出口阀门,其连通设置在所述树脂出口上;
20、清胶槽,其用于盛放rtm环氧树脂;
21、注胶泵,其通过第一连接管路连通设置在所述清胶槽和所述树脂注入口阀门之间;
22、真空泵,其一端经第二连接管路与所述树脂出口阀门相连通;
23、收胶槽,其用于收集经所述真空泵和所述第二连接管路流出的rtm环氧树脂。
24、优选的是,所述步骤四中,注胶机构连接完成后,形成整个制备系统,对整个制备系统进行气密检测,包括:
25、对制备系统进行抽真空,当真空度达到-100kpa后继续抽真空10min,关闭真空泵,观察真空度的变化,若5min内真空度降低≤1kpa,则视为系统气密性合格。
26、优选的是,
27、气密性检测合格后,打开所述真空泵,当真空度达到-100kpa后继续抽真空20min,打开树脂注入口阀门,进行树脂注入,待树脂出口有树脂流出后,继续注入树脂30s,关闭树脂出口阀门,继续保压20min后,关闭树脂注入口阀门,完成树脂注入;
28、拆除管路,将rtm模具和喷管本体组合放入固化炉中,对注胶后的喷管承力壳体进行固化,固化温度为80℃,保温4h,固化结束后,待rtm模具冷却至室温后取出模具,完成喷管承力壳体的制备。
29、优选的是,所述喉衬与所述缠绕芯模之间的装配缝隙要求≤0.1mm,且按圆周均匀分布,同轴度≤φ0.2mm。
30、优选的是,所述rtm环氧树脂为低温固化型环氧树脂。
31、本发明所述的有益效果:
32、1、本发明提出的喉衬预埋方法,对比传统的喉衬粘接压配工艺,不需要额外使用胶粘剂将喉衬与喷管本体粘接到一起,喉衬随烧蚀层隔热层共固化直接形成喷管本体,提高了喉衬部位的可靠性和耐烧蚀性,同时取消了粘接工艺,简化了工艺流程。
33、2、本发明提出的烧蚀层隔热层热压罐共固化工艺,减少固化次数,避免了各组成结构经历多次高温损伤,而且提高了生产效率,节约了能源和设备成本。
34、3、本发明提出的喷管承力壳体三维预制体原位编织方法,能实现喷管承力壳体最小内径尺寸小于喉衬最大外径尺寸,提高喷管承力壳体对喉衬的支撑作用,保证复合材料喷管整体的可靠性。
35、4、本发明采用碳纤维作为喷管承载壳体的增强材料,利用树脂基碳纤维增强复合材料比强度、比模量成倍高于金属材料的优点,提高喷管承载壳体力学性能的同时能实现复合材料喷管制品轻量化,大大降低固体火箭发射的整体成本。
36、5、本发明提出的原位一体化rtm工艺制备喷管承力壳体,对比传统的金属材料喷管承力壳体粘接工艺,极大简化了工艺流程,降低操作难度,更容易满足喷管整体质量要求。
37、6、本发明提出在喷管隔热层与喷管承力壳体配合界面加工出环形槽,喷管承力壳体三维预制体编织过程中将增强材料碳纤维编入环形槽内,能够将喷管承力壳体与隔热层紧密连接在一起,提高喷管结构可靠性。
38、7、本发明提出的两瓣环形拼接形式rtm模具,包含多路树脂注入口和树脂出口,能保证树脂注入后充分填满模腔,提高树脂与三维编织预制体的结合程度,避免制品内部出现缺陷,保证喷管承力壳体的可靠性。
39、8、本发明在进行rtm环氧树脂注入前增加了气密性检测环节,通过气密性检测能够有效避免树脂注入过程出现泄漏,提高整个系统的稳定性和安全性。
40、9、本发明采用低温固化rtm环氧树脂,固化过程更加节能环保,且承力壳体低温固化避免了喷管本体多次经历高温损伤,保证复合材料喷管其他组成结构的可靠性。
- 还没有人留言评论。精彩留言会获得点赞!