双色塑料容器生产方法、挤出吹塑设备及双色塑料容器与流程
本发明涉及塑料容器生产,尤其涉及一种双色塑料容器生产方法、挤出吹塑设备及双色塑料容器。
背景技术:
1、双色塑料容器一般由两种不同颜色的塑料熔体,从同一口模中挤出,使容器具有两种颜色的形态。目前,现有技术中通过控制两种塑料熔体的挤出量比例以改变容器两种颜色的面积。部分双色塑料容器对两种颜色的面积尺寸有较高的精度要求,对成型设备的生产参数要求较高。成型设备在运行过程中受设备运行时间、塑料熔体的来料质量、环境温度变化等外界因素影响,就算不改变成型设备的生产参数,也会出现双色塑料容器两种颜色面积尺寸出现变化的情况。基于此,现有技术中一般通过增加双色塑料容器的颜色面积尺寸检测频次以避免出现大批量的不良产品。然而,增加尺寸检测频次也属于事后措施,只能减少不良产品的数量。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种双色塑料容器生产方法、挤出吹塑设备及双色塑料容器,在实际尺寸受设备运行时间、塑料熔体的来料质量、环境温度变化等外界因素影响而偏离预设范围后,自动调整副流道的第二温度、第二压力和第二挤出量,进而让后续产品的实际尺寸能够逐渐调整到预设范围内,以避免产生不良品。
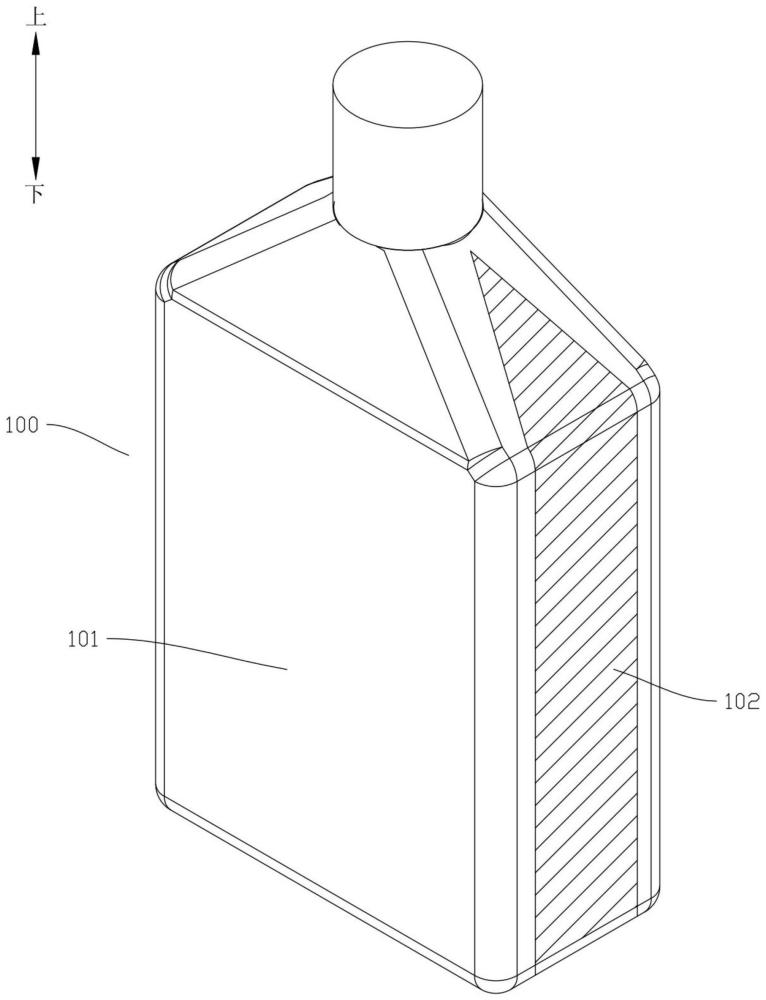
2、根据本发明第一方面实施例的双色塑料容器生产方法,应用于挤出吹塑设备,所述挤出吹塑设备用于生产双色塑料容器,所述双色塑料容器具有一体成型的主体和拼色体,所述主体与所述拼色体的颜色不同,所述挤出吹塑设备包括副流道,所述副流道用于挤出所述拼色体成型所需的原料,所述双色塑料容器生产方法,包括:
3、获取所述拼色体的实际尺寸,判断所述实际尺寸是否处于预设范围;
4、当所述实际尺寸处于所述预设范围,获取所述副流道的第一温度、第一压力和第一挤出量;
5、根据多个所述第一温度、多个所述第一压力和多个所述第一挤出量获取所述温度范围、所述压力范围和所述挤出量范围;
6、当所述实际尺寸不处于所述预设范围,获取所述副流道的第二温度、第二压力和第二挤出量,并控制所述挤出吹塑设备在所述温度范围调整所述第二温度、在所述压力范围调整所述第二压力或在所述挤出量范围调整所述第二挤出量。
7、根据本发明第一方面实施例的双色塑料容器生产方法,至少具有如下有益效果:获取双色塑料容器的拼色体的实际尺寸,在实际尺寸处于预设范围时,预设范围小于拼色体尺寸的合格公差范围,获取副流道的第一温度、第一压力和第一挤出量,由多个第一温度得出温度范围、由多个第一压力得出压力范围、由多个第一挤出量得出挤出量范围;在实际尺寸受设备运行时间、塑料熔体的来料质量、环境温度变化等外界因素影响而偏离预设范围后,自动调整副流道的第二温度、第二压力和第二挤出量,进而让后续产品的实际尺寸能够逐渐调整到预设范围内,以避免产生不良品。
8、根据本发明的一些实施例,所述预设范围包括第一预设尺寸与第二预设尺寸,所述第一预设尺寸小于所述第二预设尺寸;
9、所述判断所述实际尺寸是否处于预设范围,包括:
10、当所述实际尺寸大于所述第一预设尺寸且所述实际尺寸小于所述第二预设尺寸,确定所述实际尺寸处于所述预设范围;
11、当所述实际尺寸小于所述第一预设尺寸或所述实际尺寸大于所述第二预设尺寸,确定所述实际尺寸不处于所述预设范围。
12、根据本发明的一些实施例,所述控制所述挤出吹塑设备在所述温度范围调整所述第二温度、在所述压力范围调整所述第二压力或在所述挤出量范围调整所述第二挤出量,包括:
13、当所述实际尺寸小于所述第一预设尺寸,控制所述挤出吹塑设备提高所述第二温度、所述第二压力或所述第二挤出量;
14、当所述实际尺寸大于所述第二预设尺寸,控制所述挤出吹塑设备降低所述第二温度、所述第二压力或所述第二挤出量。
15、根据本发明的一些实施例,所述温度范围包括温度上限和温度下限,所述压力范围包括压力上限和压力下限,所述挤出量范围包括挤出量上限和挤出量下限;
16、所述控制所述挤出吹塑设备提高所述第二温度、所述第二压力或所述第二挤出量,包括:
17、控制所述第二温度不大于所述温度上限、控制所述第二压力不大于所述压力上限和控制所述第二挤出量不大于所述挤出量上限;
18、所述控制所述挤出吹塑设备降低所述第二温度、所述第二压力或所述第二挤出量,包括:
19、控制所述第二温度不小于所述温度下限、控制所述第二压力不小于所述压力下限和控制所述第二挤出量不小于所述挤出量下限。
20、根据本发明的一些实施例,所述挤出吹塑设备包括主流道,所述主流道用于挤出所述主体成型所需的原料,所述双色塑料容器生产方法,还包括:
21、当所述实际尺寸小于所述第一预设尺寸、所述第二温度达到所述温度上限、所述第二压力达到所述压力上限且所述第二挤出量达到所述挤出量上限,控制所述挤出吹塑设备降低所述主流道的第三温度、第三压力或第三挤出量;
22、当所述实际尺寸大于所述第二预设尺寸、所述第二温度达到所述温度下限、所述第二压力达到所述压力下限且所述第二挤出量达到所述挤出量下限,控制所述挤出吹塑设备提高所述主流道的第三温度、第三压力或第三挤出量。
23、根据本发明的一些实施例,还包括:
24、根据所述预设范围得到尺寸中间值,将所有所述实际尺寸与所述尺寸中间值进行比较;
25、当所述实际尺寸等于所述尺寸中间值,获取所述副流道的第四温度、第四压力和第四挤出量;
26、根据多个所述第四温度得到标准温度、根据多个所述第四压力得到标准压力和根据多个所述第四挤出量得到标准挤出量;
27、在所述挤出吹塑设备关机并重启后,控制所述挤出吹塑设备调用所述标准温度、所述标准压力和所述标准挤出量启动所述副流道。
28、根据本发明的一些实施例,所述根据多个所述第四温度得到标准温度、根据多个所述第四压力得到标准压力和根据多个所述第四挤出量得到标准挤出量,包括:
29、计算多个所述第四温度的温度平均值和温度方差值,当所述温度方差值小于阈值,将所述温度平均值设为所述标准温度;
30、计算多个所述第四压力的压力平均值和压力方差值,当所述压力方差值小于所述阈值,将所述压力平均值设为所述标准压力;
31、计算多个所述第四挤出量的挤出量平均值和挤出量方差值,当所述挤出量方差值小于所述阈值,将所述挤出量平均值设为所述标准挤出量。
32、根据本发明的一些实施例,所述获取所述拼色体的实际尺寸,包括:
33、获取所述双色塑料容器的实际图像,根据所述实际图像得到所述实际尺寸。
34、根据本发明第二方面实施例的挤出吹塑设备,包括:
35、至少一个处理器;
36、以及存储器,其存储有指令,当通过至少一个处理器来执行该指令时,执行上述第一方面实施例所述的双色塑料容器生产方法。
37、根据本发明第二方面实施例的挤出吹塑设备,至少具有如下有益效果:获取双色塑料容器的拼色体的实际尺寸,在实际尺寸处于预设范围时,预设范围小于拼色体尺寸的合格公差范围,获取副流道的第一温度、第一压力和第一挤出量,由多个第一温度得出温度范围、由多个第一压力得出压力范围、由多个第一挤出量得出挤出量范围;在实际尺寸受设备运行时间、塑料熔体的来料质量、环境温度变化等外界因素影响而偏离预设范围后,自动调整副流道的第二温度、第二压力和第二挤出量,进而让后续产品的实际尺寸能够逐渐调整到预设范围内,以避免产生不良品。
38、根据本发明第三方面实施例的双色塑料容器,由上述实施例的挤出吹塑设备生产。
39、由于双色塑料容器采用了上述实施例的挤出吹塑设备的全部技术方案来生产,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再赘述。
- 还没有人留言评论。精彩留言会获得点赞!