一种塑料加工便于合模的注塑模具的制作方法
本发明涉及注塑模具,具体为一种塑料加工便于合模的注塑模具。
背景技术:
1、注塑模具发展趋势主要是朝着高精密度的高新技术的方向发展,注塑成型的过程大致可分为:合模、射胶、保压、冷却、开模、制品取出等几个过程。注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品,塑模具依成型特性区分为热固性塑胶模具塑性塑胶模具两种。随着科技的不断发展,社会的快速进步,对塑料制品的应用也越来越多,进而对注塑模具的使用也越来越多。
2、目前,现有的注塑模具在进行开合模时,容易受到设备运行的影响而出现晃动,进而不利用开合模,使得开合模不便捷,影响机构整体的运行,而且会导致动模和定模之间合模不够稳定,造成塑料产品出现飞边的情况。
技术实现思路
1、为实现以上目的,本发明通过以下技术方案予以实现:一种塑料加工便于合模的注塑模具,包括:
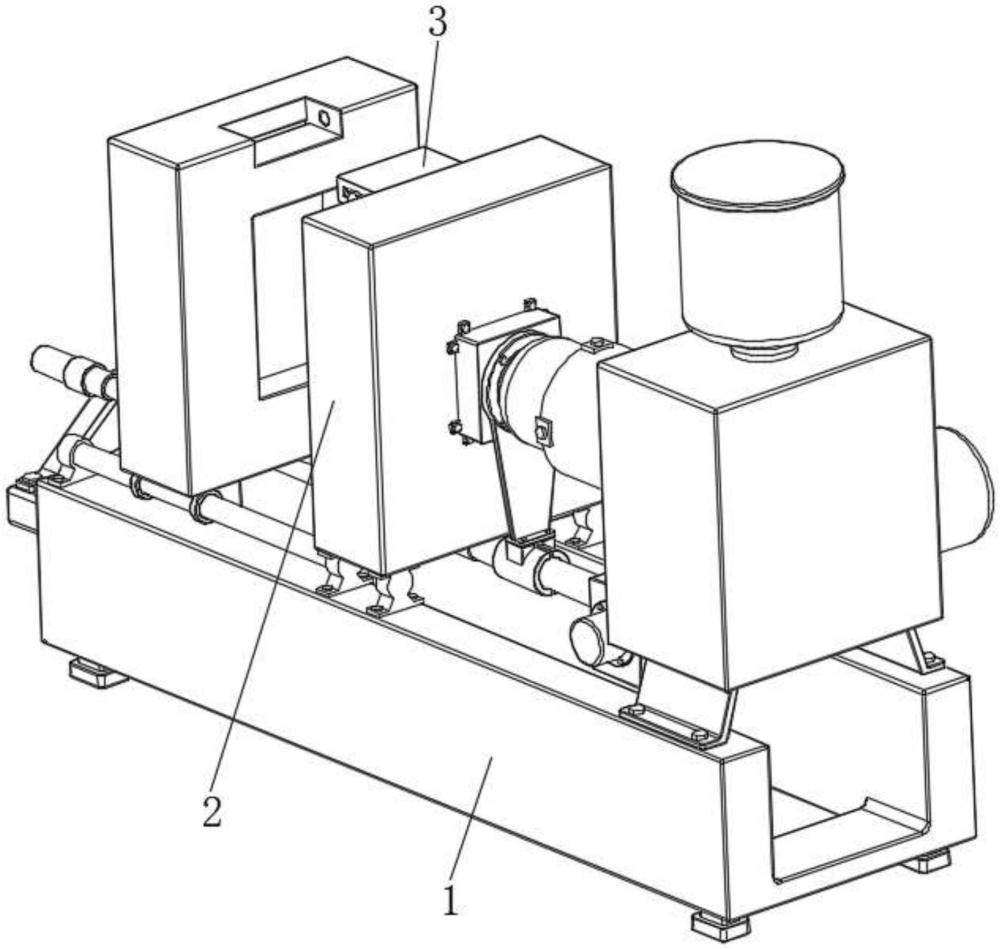
2、机架,该机架具有对设备结构进行支撑的架体;
3、模具机构,该模具机构用于塑料制品成型加工,所述模具机构安装在机架的顶部,所述模具机构的顶部安装有卡接组件;
4、其中,所述模具机构包括底座和液压缸,所述底座的底部通过螺钉固定安装在机架顶部的中间处,所述液压缸通过支架固定安装在在机架外侧的边侧处,所述底座的顶部固定连接有定模,所述液压缸的输出端固定安装有动模,所述定模与动模安装在同一高度,便于通过动模的移动,使得动模与定模进行合模,所述卡接组件分别安装在定模的顶部和动模的顶部,所述卡接组件用于对定模和动模进行限位,所述底座外侧的中间处固定安装有支撑导柱,所述底座、液压缸和支撑导柱均安装在机架的中轴线上,所述动模的底部通过套环滑动安装在支撑导柱的外表面处,所述动模的底部和定模的底部安装有预热组件,所述定模外侧的中间处安装有浇口组件,利用液压缸输出端的伸长和收缩,并在支撑导柱的支撑下,便可使得动模进行直线制动,并在两个相对称的支撑导柱支撑和导向作用下,使得动模在移动时不易出现晃动,减小受到外力和振动的影响,进而有助于动模与定模进行开模和合模;
5、其中,所述预热组件用于对动模和定模进行加热,所述预热组件包括气道,所述气道固定安装在定模的底部,所述气道的两端分别安装有风机和输气管,所述输气管与气道之间相滑动适配,所述输气管的外侧盘曲安装在动模外侧的边侧处,所述风机的进气端连通有连接管,所述连接管的顶端连通有套筒,利用风机的吸力,使得外界空气进入到套筒内,并利用热传递原理,使得气体受热形成热气流,并通过气道的输送,使得热气流进入到输气管内,且利用气流从输气管的出气端排出,进而使得气体流通顺畅,此时动模会吸收输气管的热量,使得动模自身的温度升高,进而达到预热的效果。
6、优选的,所述支撑导柱安装在动模的正下方,便于利用支撑导柱对动模进行支撑和导向,所述底座均匀分布在定模的底部,便于对定模进行支撑,使得定模牢固。
7、优选的,所述套筒的内壁开设有环形槽,所述套筒的内壁开设有直线凹槽,所述直线凹槽与环形槽交叉排列,便于外界空气进入到套筒的内部,所述输气管外侧的端部位置固定安装有密封套,所述密封套的材料为橡胶材质,具有密封的效果,促进气道内的热气进入到输气管内。
8、当动模在进行移动时,可使得输气管的右端在气道内部进行滑动,便可利用输气管与气道进行配合,进而起到导向的作用,使得动模整体移动更加平稳,利用相同的结构,实现多种功能。
9、优选的,所述浇口组件包括浇口套和锥形导流斗,所述浇口套通过螺钉与定模外侧的中间处固定安装,所述浇口套内腔的锥形面处开设有扇形卡槽,所述锥形导流斗嵌入到浇口套内腔中,所述锥形导流斗通过螺钉与浇口套之间固定连接,所述锥形导流斗的底部固定安装有导热片,所述导热片的底端固定安装有卡接板,所述卡接板卡接在气道外侧的中间处,所述锥形导流斗外侧的圆锥面处固定安装有扇形片,所述扇形片嵌入到扇形卡槽的内部,利用卡接板卡在气道的外侧,并在导热片的支撑和导热作用下,可通过锥形导流斗将热量传递给浇口套,进而使得浇口套的得到加热,减小浇口套与注塑机出料端的温度差。
10、优选的,所述扇形片的位置与扇形卡槽的位置相对应,便于扇形片插入到扇形卡槽内部,所述锥形导流斗安装在浇口套的中间处,便于利用锥形导流斗将热量均匀传导给浇口套。
11、同时利用扇形片嵌入到扇形卡槽内,不仅可使得锥形导流斗与浇口套之间连接牢固,而且可增大二者之间接触面积,使得浇口套受热均匀。
12、优选的,所述卡接组件包括矩形缺口和矩形连接块,所述矩形缺口开设在动模的顶部,所述矩形连接块固定安装在定模外侧的边侧处,所述矩形连接块安装在靠近所述定模的顶部位置,所述矩形缺口内腔相对应的两侧均开设有圆形卡槽,所述矩形连接块外侧的边侧处固定安装有弹性条,所述弹性条外侧的中间处固定安装有半圆卡块,所述矩形连接块的内部安装有支撑模块,利用矩形缺口和矩形连接块位置相对应,此时矩形连接块的左端插入到矩形缺口内,进而对动模进行限位,并随着动模持续向右侧移动,在弹性条的弹力作用下,使得半圆卡块嵌入到内,进而完成自锁,使得动模与定模之间不易出现偏移的情况,进而有助于注塑成型,使得注塑制品不易出现飞边。
13、优选的,所述矩形缺口的位置与矩形连接块的位置相对应,便于矩形连接块插入到矩形缺口的内部,进而促使矩形连接块与矩形缺口之间相适配,所述圆形卡槽与半圆卡块安装在同一高度,便于半圆卡块卡接在圆形卡槽的内部。
14、优选的,所述弹性条为弧形,弹性条受到按压后,便于进行弹性变形,所述弹性条设置有两个,且两个所述的弹性条沿着矩形连接块的中间处对称设置。
15、优选的,所述支撑模块包括圆形通孔,所述圆形通孔开设在矩形连接块内部的中间处,所述圆形通孔的内部安装有弹簧,所述弹簧的两端均固定连接有圆柱支撑件,所述圆柱支撑件与弹性条外侧的中间处固定连接,所述圆柱支撑件与圆形通孔之间相滑动适配,当半圆卡块嵌入到圆形卡槽内后,利用圆柱支撑件可进行移动,且在弹簧的弹性支撑下,使得受到顶动力,使得半圆卡块与圆形卡槽之间连接牢固。
16、优选的,所述弹簧安装在圆形通孔内部的中间处,所述弹簧与圆柱支撑件在同一条直线上,便于利用弹簧对圆柱支撑件施加弹性推力。
17、本发明提供了一种塑料加工便于合模的注塑模具。具备以下有益效果:
18、一、该塑料加工便于合模的注塑模具,利用液压缸输出端的伸长和收缩,并在支撑导柱的支撑下,且结合动模的底部通过套环与支撑导柱相滑动适配,便可使得动模进行直线制动,并在两个相对称的支撑导柱支撑和导向作用下,使得动模在移动时不易出现晃动,减小受到外力和振动的影响,进而有助于动模与定模进行开模和合模。
19、二、该塑料加工便于合模的注塑模具,利用风机的吸力,使得外界空气进入到套筒内,并利用热传递原理,使得气体受热形成热气流,并通过气道的输送,使得热气流进入到输气管内,且利用气流从输气管的出气端排出,进而使得气体流通顺畅,此时动模会吸收输气管的热量,使得动模自身的温度升高,进而达到预热的效果。
20、三、该塑料加工便于合模的注塑模具,利用输气管为曲线状,且输气管上的曲线弯折处充分与动模接触,增大了接触面积,进而使得热传递效率高。
21、四、该塑料加工便于合模的注塑模具,利用输气管与气道之间滑动相适配,当动模在进行移动时,可使得输气管的右端在气道内部进行滑动,便可利用输气管与气道进行配合,进而起到导向的作用,使得动模整体移动更加平稳,利用相同的结构,实现多种功能。
22、五、该塑料加工便于合模的注塑模具,利用矩形连接块的左端插入到矩形缺口内,进而对动模进行限位,并随着动模持续向右侧移动,在弹性条的弹力作用下,使得半圆卡块嵌入到内,进而完成自锁,使得动模与定模之间不易出现偏移的情况,进而有助于注塑成型,使得注塑制品不易出现飞边。
23、六、该塑料加工便于合模的注塑模具,当半圆卡块嵌入到圆形卡槽内后,利用圆柱支撑件可进行移动,且在弹簧的弹性支撑下,使得受到顶动力,使得半圆卡块与圆形卡槽之间连接牢固。
24、七、该塑料加工便于合模的注塑模具,利用卡接板卡在气道的外侧,并在导热片的支撑和导热作用下,可通过锥形导流斗将热量传递给浇口套,进而使得浇口套的得到加热,减小浇口套与注塑机出料端的温度差,同时利用扇形片嵌入到扇形卡槽内,不仅可使得锥形导流斗与浇口套之间连接牢固,而且可增大二者之间接触面积,使得浇口套受热均匀。
- 还没有人留言评论。精彩留言会获得点赞!