脉冲点火器智能测试方法及应用该方法的测试装置与流程
1.本发明属于燃气具电子配件技术领域,具体地说,尤其涉及一种构思新颖、能够释放劳动力、有效避免因人为因素导致的产品误判事件、产品一致性高、生产效率很高、在脉冲点火器制造领域具有重要意义的脉冲点火器智能测试方法及应用该方法的测试装置。
背景技术:
2.脉冲点火器,简称脉冲器,就是利用脉冲原理产生连续性瞬间火花,从而点燃燃气具火焰的电子产品。早期的脉冲器多以干电池作电源,但近年来的大部分产品已改用交流电作为电源。随着工业技术的提高,脉冲点火器已普遍应用到了中高端燃气具产品上,极大地方便了顾客的使用。授权公告号为cn202561806u、授权公告日为2012.11.28、发明创造名称为通用型脉冲点火器的中国专利,该专利文本所公开的脉冲点火器即为目前市面广泛应用的点火器。
3.脉冲点火器主要包括壳体、盖板、pcba板、与端子电气连接的高压线圈,pcba板接入电源后,高压线圈会经端子输出高压脉冲。根据打火头数可将脉冲点火器分为两头式脉冲点火器、三头式脉冲点火器、四头式脉冲点火器、五头式脉冲点火器等等,一个高压线圈上的两端子输出脉冲打火性能参数一致,所以测量时仅需测量其中一个,另一个接地即可。
4.以说明书附图图1所示意的八头式脉冲点火器为例,该脉冲点火器有两电源端子、8个高压输出端子。在脉冲点火器的两电源端输入电源,8个高压输出端子就会输出高压脉冲,其中标号a1和标号a2的端子输出的高压参数相同,标号b1和标号b2的端子输出的高压参数相同,标号c1和标号c2的端子输出的高压参数相同,标号d1和标号d2的端子输出的高压参数相同。测量时,标号a1和标号a2的两端子,其中一个作为第一输出测试端子,另外一个端子接地;标号b1和标号b2的两端子,其中一个作为第二输出测试端子,另外一个端子接地;如此依次类推。
5.传统脉冲点火器的测试是依赖人工进行测量的,点火器高压脉冲输入至示波器,由示波器显示波形,人工根据波形读取点火高压、放电频率、放电周期等常规参数。现如今,劳动力成本高、人员流动性也大,上岗前还需要进行专业培训,给生产连续性带来很多不确定因素,企业常发生因人员流动导致生产线被迫暂停事件;另外,人工判断难免有误判的情况,尤其是将不良品混入了合格品,将直接影响公司信誉度,产品一致性差,稳定性差;此外,人工操作产能低,生产效率低。
技术实现要素:
6.本发明的目的是针对现有技术存在的不足,提供了一种构思新颖、能够释放劳动力、有效避免因人为因素导致的产品误判事件、产品一致性高、生产效率很高、在脉冲点火器制造领域具有重要意义的脉冲点火器智能测试方法及应用该方法的测试装置。
7.本发明是通过以下技术方案实现的:
8.一种脉冲点火器智能测试方法,包括如下操作步骤:
9.a.将脉冲点火器成品1倒置在输送机上,输送机将成品1输送至准备工位,准备工位的一侧依次设有测试工位和缓存工位;工位上的成品由机械手进行抓取,其中,机械手设有三只同步动作的分爪,三只分爪分别为一号爪、二号爪和三号爪;
10.b.机械手位于初始位置,机械手向下运动,机械手一号爪夹握当前第n号成品;
11.与此同时,机械手二号爪握取第n
‑
1号成品,并将其按压在测试工位上;
12.与此同时,机械手三号爪夹握处于缓存工位上的第n
‑
2号成品;
13.在测试工位上,第n
‑
1号成品被接通电源,成品输出端与测试电路电气连接,测试电路将成品输出的输出高压衰减后传输至示波器,示波器测量出高压脉冲的打火性能参数,随后示波器将打火性能参数输入至pc机,pc机再将输入的打火性能参数传输至plc控制器,plc控制器将该打火性能参数与预先设定的合格参数进行比对;
14.c.机械手向上复位后,向右端方向移动一步距,再向下运动;此时,一号爪将第n号成品放置在测试工位上,二号爪将第n
‑
1号成品放置在缓存工位上,三号爪将第n
‑
2号成品移送至下道工序;
15.在此运动过程中,不良品暂存箱会根据步骤b中的参数比对结果有相应动作;若经步骤b中的参数比对后,成品是合格的,在此运动过程中,不良品暂存箱保持不动,设置在不良品暂存箱上的支承板位于缓存工位上,第n
‑
1号成品是落在支承板上的;若经步骤b中的参数比对后,成品是不合格的,在此运动过程中,不良品暂存箱移动,不良品暂存箱的箱口位于缓存工位上,第n
‑
1号成品是落在不良品暂存箱内的;
16.d.放下成品后,机械手向上复位后,向左端方向移动一步距,回到初始位置,如此周而复始,循环往复动作。
17.优选地,所述步骤b中的测试电路包括多路由负载探棒和负载电容构成的衰减负载电路;
18.脉冲点火器的第一输出测试端子d1经一路衰减负载电路与示波器电气连接,一路衰减负载电路包括一路负载电容c1和一路负载探棒t1;第一输出测试端子d1经导线一方面与一路负载电容c1的一端电气连接,另一方面与一路负载探棒t1的一端电气连接,一路负载电容c1的另一端接地,一路负载探棒t1的另一端与示波器电气连接;
19.脉冲点火器的第二输出测试端子d2经二路衰减负载电路与示波器电气连接,二路衰减负载电路包括二路负载电容c2和二路负载探棒t2;第二输出测试端子d2经导线一方面与二路负载电容c2的一端电气连接,另一方面与二路负载探棒t2的一端电气连接,二路负载电容c2的另一端接地,二路负载探棒t2的另一端与示波器电气连接;
20.脉冲点火器的第n输出测试端子dn经n路衰减负载电路与示波器电气连接,n路衰减负载电路包括n路负载电容cn和n路负载探棒tn;第n输出测试端子dn经导线一方面与n路负载电容cn的一端电气连接,另一方面与n路负载探棒tn的一端电气连接,n路负载电容cn的另一端接地,n路负载探棒tn的另一端与示波器电气连接。
21.优选地,所述输送机上的成品在牵引轨道的引导下传送至准备工位。
22.一种应用上述脉冲点火器智能测试方法的测试装置,所述测试装置包括机架、输送机、准备工位、测试工位、缓存工位以及机械手;输送机、测试工位、缓存工位以及机械手均设置在机架台面上;
23.所述准备工位位于输送机上;
24.所述测试工位设置在输送机一侧,测试工位包括嵌有弹簧测试针的测试板,测试板由支架固定支承在机架台面上;弹簧测试针包括电源针、接地针以及测试针,电源针尾部与输入电源电气连接,接地针尾部与地线电气连接,测试针尾部与测试电路电气连接,测试电路输出端与示波器电气连接,示波器与pc机通信连接,pc机与plc控制器通信连接;
25.所述缓存工位设置在测试工位的一侧,包括不良品暂存箱,不良品暂存箱的箱边固定设有支承板,不良品暂存箱固定支承在暂存箱动力单元的活塞杆上;
26.所述机械手与plc控制器电气连接,其包括固定支承在机架台面上的横向导轨,横向导轨内设有与之滑动连接的横向运动滑块,在横向运动滑块上设有纵向导轨,在纵向导轨上设有与之滑动连接滑板,滑板上间隔设有分别向准备工位、测试工位、缓存工位夹取成品的分爪。
27.优选地,所述分爪的数量为三,分别为一号爪、二号爪以及三号爪。
28.优选地,所述横向运动滑块由气缸作为动力单元驱动其往复运动;所述滑板也由气缸作为动力单元驱动其往复运动;所述暂存箱动力单元为气缸;所述一号爪、二号爪、三号爪为夹爪气缸。
29.优选地,所述输送机上固定设有将成品牵引至准备工位的牵引轨道。
30.与现有技术相比,本发明的有益效果是:
31.本发明检测方法构思新颖,巧妙地实现了脉冲点火器的智能测试,释放了劳动力,大力缓解了企业人员缺失压力;
32.本发明检测方法效率高,取件、测试、送件可同时操作,生产效率是原来人工操作的3倍以上;
33.本发明检测方法使得产品一致性很高,有效杜绝了因人为失误导致的产品误判现象,有效确保每一个出厂产品均为高质量合格品,给企业树立了良好的信誉和形象;
34.本发明测试装置结构设计简单,实现容易,实施成本低,动作灵活,运行稳定,大幅度降低了企业生产成本,同时也大幅度提高了脉冲点火器的生产效率;
35.本发明测试方法及测试装置给企业带来可观经济效益,在脉冲点火器技术领域具有重要意义,实现了脉冲点火器的智能化生产运作,推动了脉冲点火器的高质量发展。
附图说明
36.图1是八头式脉冲点火器结构示意图;
37.图2是本发明测试装置正面方向结构示意图;
38.图3是本发明图2的a处放大图;
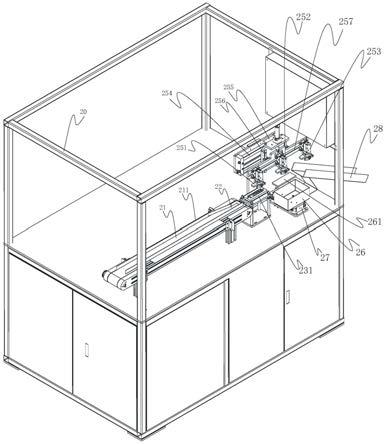
39.图4是本发明测试装置立体方向结构示意图;
40.图5是本发明图4局部放大图;
41.图6是本发明图5的b处放大图;
42.图7是本发明测试工位所应用的测试原理框图。
43.图中:1.成品;20.机架;21.输送机;22.准备工位;211.牵引轨道;23.测试工位;231.测试板;232.电源针;233.接地针;234.测试针;24.缓存工位;25.机械手;251.一号爪;252.二号爪;253.三号爪;254.横向导轨;255.横向运动滑块;256.纵向导轨;257.滑板;26.不良品暂存箱;261.支承板;27.暂存箱动力单元;28.下道工序;3.测试电路;4.示波器;
5.pc机;6.plc控制器。
具体实施方式
44.下面结合附图对本发明进一步说明:
45.一种脉冲点火器智能测试方法,包括如下操作步骤:
46.a.将脉冲点火器成品1倒置在输送机21上,输送机21将成品1输送至准备工位22,准备工位22的一侧依次设有测试工位23和缓存工位24;工位上的成品1由机械手25进行抓取,其中,机械手25设有三只同步动作的分爪,三只分爪分别为一号爪251、二号爪252和三号爪253;
47.b.机械手25位于初始位置,机械手25向下运动,机械手25一号爪251夹握当前第n号成品1;
48.与此同时,机械手25二号爪252将第n
‑
1号成品1按压在测试工位23上;
49.与此同时,机械手25三号爪253夹握处于缓存工位上的第n
‑
2号成品1;
50.在测试工位23上,第n
‑
1号成品1被接通电源,成品1输出端与测试电路3电气连接,测试电路3将成品1输出的输出高压衰减后传输至示波器4,示波器4测量出高压脉冲的打火性能参数,随后示波器4将打火性能参数输入至pc机5,pc机5再将输入的打火性能参数传输至plc控制器6,plc控制器6将该打火性能参数与预先设定的合格参数进行比对;
51.c.机械手25向上复位后,向右端方向移动一步距,再向下运动;此时,一号爪251将第n号成品1放置在测试工位23上,二号爪252将第n
‑
1号成品1放置在缓存工位24上,三号爪253将第n
‑
2号成品1移送至下道工序28;
52.在此运动过程中,不良品暂存箱26会根据步骤b中的参数比对结果有相应动作;若经步骤b中的参数比对后,成品1是合格的,在此运动过程中,不良品暂存箱26保持不动,设置在不良品暂存箱26上的支承板261位于缓存工位24上,第n
‑
1号成品1是落在支承板261上的;若经步骤b中的参数比对后,成品1是不合格的,在此运动过程中,不良品暂存箱26移动,不良品暂存箱26的箱口位于缓存工位24上,第n
‑
1号成品1是落在不良品暂存箱26内的;
53.d.放下成品后,机械手25向上复位后,向左端方向移动一步距,回到初始位置,如此周而复始,循环往复动作。
54.优选地,所述步骤b中的测试电路3包括多路由负载探棒和负载电容构成的衰减负载电路;
55.脉冲点火器的第一输出测试端子d1经一路衰减负载电路与示波器4电气连接,一路衰减负载电路包括一路负载电容c1和一路负载探棒t1,第一输出测试端子d1经导线一方面与一路负载电容c1的一端电气连接,另一方面与一路负载探棒t1的一端电气连接,一路负载电容c1的另一端接地,一路负载探棒t1的另一端与示波器4电气连接;
56.脉冲点火器的第二输出测试端子d2经二路衰减负载电路与示波器4电气连接,二路衰减负载电路包括二路负载电容c2和二路负载探棒t2,第二输出测试端子d2经导线一方面与二路负载电容c2的一端电气连接,另一方面与二路负载探棒t2的一端电气连接,二路负载电容c2的另一端接地,二路负载探棒t2的另一端与示波器4电气连接;
57.脉冲点火器的第n输出测试端子dn经n路衰减负载电路与示波器4电气连接,n路衰减负载电路包括n路负载电容cn和n路负载探棒tn,第n输出测试端子dn经导线一方面与n路
负载电容cn的一端电气连接,另一方面与n路负载探棒tn的一端电气连接,n路负载电容cn的另一端接地,n路负载探棒tn的另一端与示波器4电气连接。本发明测试电路通用性强,电路搭建成本低。本领域技术人员都知道,负载探棒可选择的规格很少,若要通过改变负载探棒规格改变衰减倍数就需要定制,定制成本很高。本发明利用负载电容解决了该问题,每一路衰减负载电路都有负载电容进行分压,负载电容市面规格种类多,价格低廉,通过改变负载电容的规格可改变高压衰减倍数,防止示波器因输入电压过高而损坏。
58.优选地,所述输送机21上的成品在牵引轨道211的引导下传送至准备工位22。输送机为带式输送机,当然输送机是通过电机进行驱动的,此为现有技术。朝着准备工位方向,牵引轨道是逐渐变窄的,并且准备工位处的牵引轨道只能容纳一个成品。
59.一种应用脉冲点火器智能测试方法的测试装置,所述测试装置包括机架20、输送机21、准备工位22、测试工位23、缓存工位24以及机械手25;输送机21、测试工位23、缓存工位24以及机械手25均设置在机架20台面上;
60.所述准备工位22位于输送机21上;
61.所述测试工位23设置在输送机21一侧,测试工位23包括嵌有弹簧测试针的测试板231,测试板231由支架固定支承在机架20台面上;弹簧测试针包括电源针232、接地针233以及测试针234,电源针232尾部与输入电源电气连接,接地针233尾部与地线电气连接,测试针234尾部与测试电路3电气连接,测试电路3输出端与示波器4电气连接,示波器4与pc机5通信连接,pc机5与plc控制器6通信连接;
62.所述缓存工位24设置在测试工位23的一侧,包括不良品暂存箱26,不良品暂存箱26的箱边固定设有支承板261,不良品暂存箱26固定支承在暂存箱动力单元27的活塞杆上;
63.所述机械手25与plc控制器6电气连接,其包括固定支承在机架20台面上的横向导轨254,横向导轨254内设有与之滑动连接的横向运动滑块255,在横向运动滑块255上设有纵向导轨256,在纵向导轨256上设有与之滑动连接滑板257,滑板257上间隔设有分别向准备工位、测试工位、缓存工位夹取成品的分爪。
64.优选地,所述分爪的数量为三,分别为一号爪、二号爪以及三号爪。
65.优选地,所述横向运动滑块255由气缸作为动力单元驱动其往复运动;所述滑板257也由气缸作为动力单元驱动其往复运动;所述暂存箱动力单元27为气缸;所述一号爪251、二号爪252、三号爪253为夹爪气缸。
66.优选地,所述输送机21上固定设有将成品1牵引至准备工位22的牵引轨道211。
67.实施例1:
68.一种脉冲点火器智能测试方法,包括如下操作步骤:
69.a.将脉冲点火器成品1倒置在输送机21上,输送机21将成品1输送至准备工位22,准备工位22的一侧依次设有测试工位23和缓存工位24;机械手25有三只分爪,分别为一号爪251、二号爪252和三号爪253,并且机械手25的三只分爪同步动作;输送机21是通过牵引轨道211将成品1输送至准备工位22上的。当然输送机是通过电机进行驱动的,此为现有技术。朝着准备工位方向,牵引轨道是变窄的,并且准备工位处的牵引轨道只能容纳一个成品;
70.b.机械手25位于初始位置,机械手25向下运动,机械手25一号爪251夹握当前第n号成品1;比如利用视觉传感器感应是否有成品,视觉传感器与plc控制器电气连接,传感器
感应到准备工位处有成品时,传感器将信号传输给plc控制器,plc控制器控制机械手向下运动,此为现有技术,不赘述;
71.与此同时,机械手25二号爪252握取第n
‑
1号成品1,并将其按压在测试工位23上;
72.与此同时,机械手25三号爪253夹握处于缓存工位上的第n
‑
2号成品1;
73.在测试工位23上,第n
‑
1号成品1被接通电源,成品1输出端与测试电路3电气连接,测试电路3将成品1输出的输出高压衰减后传输至示波器4,示波器4测量出高压脉冲的打火性能参数,随后示波器4将打火性能参数输入至pc机5,pc机5再将输入的打火性能参数传输至plc控制器6,plc控制器6将该打火性能参数与预先设定的合格参数进行比对;
74.c.机械手25向上复位后,向右端方向移动一步距,再向下运动;此时,一号爪251将第n号成品1放置在测试工位23上,二号爪252将第n
‑
1号成品1放置在缓存工位24上,三号爪253将第n
‑
2号成品1移送至下道工序28;
75.在此运动过程中,不良品暂存箱26会根据步骤b中的参数比对结果有相应动作;若经步骤b中的参数比对后,成品1是合格的,在此运动过程中,不良品暂存箱26保持不动,设置在不良品暂存箱26上的支承板261位于缓存工位24上,第n
‑
1号成品1是落在支承板261上的;若经步骤b中的参数比对后,成品1是不合格的,在此运动过程中,不良品暂存箱26移动,不良品暂存箱26的箱口位于缓存工位24上,第n
‑
1号成品1是落在不良品暂存箱26内的;
76.d.放下成品后,机械手25向上复位后,向左端方向移动一步距,回到初始位置,如此周而复始,循环往复动作。
77.本实施例检测方法构思新颖,巧妙地实现了脉冲点火器的智能测试,释放了劳动力,大力缓解了企业人员缺失压力;
78.本实施例检测方法效率高,取件、测试、送件可同时操作,生产效率是原来人工操作的3倍以上;
79.本实施例检测方法使得产品一致性很高,有效杜绝了因人为失误导致的产品误判现象,有效确保每一个出厂产品均为高质量合格品,给企业树立了良好的信誉和形象;
80.本实施例测试方法给企业带来可观经济效益,在脉冲点火器技术领域具有重要意义,实现了脉冲点火器的智能化生产运作,推动了脉冲点火器的高质量发展。
81.实施例2:
82.本实施例在实施例1的基础上,对测试电路作进一步改进。
83.步骤b中的测试电路3包括多路由负载探棒和负载电容构成的衰减负载电路;
84.如说明书附图图7所示,脉冲点火器的第一输出测试端子d1经一路衰减负载电路与示波器4电气连接,一路衰减负载电路包括一路负载电容c1和一路负载探棒t1,第一输出测试端子d1经导线一方面与一路负载电容c1的一端电气连接,另一方面与一路负载探棒t1的一端电气连接,一路负载电容c1的另一端接地,一路负载探棒t1的另一端与示波器4电气连接;
85.脉冲点火器的第二输出测试端子d2经二路衰减负载电路与示波器4电气连接,二路衰减负载电路包括二路负载电容c2和二路负载探棒t2,第二输出测试端子d2经导线一方面与二路负载电容c2的一端电气连接,另一方面与二路负载探棒t2的一端电气连接,二路负载电容c2的另一端接地,二路负载探棒t2的另一端与示波器4电气连接;
86.脉冲点火器的第n输出测试端子dn经n路衰减负载电路与示波器4电气连接,n路衰
减负载电路包括n路负载电容cn和n路负载探棒tn,第n输出测试端子dn经导线一方面与n路负载电容cn的一端电气连接,另一方面与n路负载探棒tn的一端电气连接,n路负载电容cn的另一端接地,n路负载探棒tn的另一端与示波器4电气连接。本实施例测试电路通用性强,电路搭建成本低。本领域技术人员都知道,负载探棒可选择的规格很少,若要通过改变负载探棒规格改变衰减倍数就需要定制,定制成本很高。本发明利用负载电容解决了该问题,每一路衰减负载电路都有负载电容进行分压,负载电容市面规格种类多,价格低廉,通过改变负载电容的规格可改变高压衰减倍数,防止示波器因输入电压过高而损坏。
87.实施例3:
88.一种应用脉冲点火器智能测试方法的测试装置,该测试装置包括机架20、输送机21、准备工位22、测试工位23、缓存工位24以及机械手25;输送机21、测试工位23、缓存工位24以及机械手25均设置在机架20台面上;
89.准备工位22位于输送机21上;具体地,是位于牵引轨道的末端位置处,牵引轨道是变窄的,准备工位处的牵引轨道只能容纳一个成品;
90.测试工位23设置在输送机21一侧,测试工位23包括嵌有弹簧测试针的测试板231,测试板231由支架固定支承在机架20台面上;弹簧测试针包括电源针232、接地针233以及测试针234,电源针232尾部与输入电源电气连接,接地针233尾部与地线电气连接,测试针234尾部与测试电路3电气连接,测试电路3输出端与示波器4电气连接,示波器4与pc机5通信连接,pc机5与plc控制器6通信连接;
91.缓存工位24设置在测试工位23的一侧,包括不良品暂存箱26,不良品暂存箱26的箱边固定设有支承板261,不良品暂存箱26固定支承在暂存箱动力单元27的活塞杆上;
92.机械手25与plc控制器6电气连接,其包括固定支承在机架20台面上的横向导轨254,横向导轨254内设有与之滑动连接的横向运动滑块255,在横向运动滑块255上设有纵向导轨256,在纵向导轨256上设有与之滑动连接滑板257,滑板257上间隔设有起夹持作用的一号爪251、二号爪252以及三号爪253。横向运动滑块255由气缸作为动力单元驱动其往复运动;滑板257也由气缸作为动力单元驱动其往复运动;暂存箱动力单元27为气缸;一号爪251、二号爪252、三号爪253为夹爪气缸。
93.本实施例的测试方法为:
94.a.将脉冲点火器成品1倒置在输送机21上,输送机21将成品1输送至准备工位22,准备工位22的一侧依次设有测试工位23和缓存工位24;机械手25有三只分爪,分别为一号爪251、二号爪252和三号爪253,并且机械手25的三只分爪同步动作;输送机21是通过牵引轨道211将成品1输送至准备工位22上的。当然输送机是通过电机进行驱动的,此为现有技术。朝着准备工位方向,牵引轨道是变窄的,并且准备工位处的牵引轨道只能容纳一个成品;
95.b.机械手25位于初始位置,机械手25向下运动,机械手25一号爪251夹握当前第n号成品1;传感器感应到准备工位处有成品时,传感器将信号传输给plc控制器,plc控制器控制机械手向下运动,此为现有技术,不赘述;
96.与此同时,机械手25二号爪252握取第n
‑
1号成品1,并将其按压在测试工位23上;
97.与此同时,机械手25三号爪253夹握位于缓存工位上的第n
‑
2号成品1;
98.在测试工位23上,第n
‑
1号成品1被接通电源,成品1输出端与测试电路3电气连接,
测试电路3将成品1输出的输出高压衰减后传输至示波器4,示波器4测量出高压脉冲的打火性能参数,随后示波器4将打火性能参数输入至pc机5,pc机5再将输入的打火性能参数传输至plc控制器6,plc控制器6将该打火性能参数与预先设定的合格参数进行比对;
99.c.机械手25向上复位后,向右端方向移动一步距,再向下运动;此时,一号爪251将第n号成品1放置在测试工位23上,二号爪252将第n
‑
1号成品1放置在缓存工位24上,三号爪253将第n
‑
2号成品1移送至下道工序28;
100.在此运动过程中,不良品暂存箱26会根据步骤b中的参数比对结果有相应动作;若经步骤b中的参数比对后,成品1是合格的,在此运动过程中,不良品暂存箱26保持不动,设置在不良品暂存箱26上的支承板261位于缓存工位24上,第n
‑
1号成品1是落在支承板261上的;若经步骤b中的参数比对后,成品1是不合格的,在此运动过程中,不良品暂存箱26移动,不良品暂存箱26的箱口位于缓存工位24上,第n
‑
1号成品1是落在不良品暂存箱26内的;
101.d.放下夹取的成品后,机械手25向上复位后,向左端方向移动一步距,回到初始位置,如此周而复始,循环往复动作。
102.本实施例工作过程为:将产品倒置在输送机上,电机驱动输送机传动,在牵引轨道的引导下,成品牵引至准备工位。设置在准备工位处的视觉传感器感应到准备工位上有成品,视觉传感器将该信号传输至plc控制器,由plc控制器控制机械手向下运动,机械手的一号爪夹握当前第n号成品(与此同时,机械手二号爪将第n
‑
1号成品按压在测试工位上进行测试;机械手三号爪夹握第n
‑
2号成品)。数秒后,plc控制器控制机械手向上复位,并向右端方向移动一步距,再向下运动,此时,一号爪将第n号成品放置在测试工位上(与此同时,二号爪将第n
‑
1号成品放置在缓存工位上,三号爪将第n
‑
2号成品移送至下道工序)。产品放下后,机械手向上复位后,向左端方向移动一步距,回到初始位置,然后再向下运动,此时在测试工位上,第n号成品由二号爪夹握按压(与此同时,一号爪握取第n+1号成品,三号爪夹握第n
‑
1号成品),第n号成品的电源输入端子与电源针电气连接,第n号成品的一半输出端子作为输出测试端子与测试针电气连接,另一半输出端子作为接地端子与接地针电气连接,测试针将第n号成品的输出高压经测试电路衰减后输入至示波器,示波器测量出高压脉冲的打火性能参数,随后示波器将打火性能参数输入至pc机,pc机再将输入的打火性能参数传输至plc控制器,plc控制器将该打火性能参数与预先设定的合格参数进行比对,比对后plc控制器控制机械手各分爪握取当前成品向上复位,并向右端方向移动一步距,再向下运动,此时第n号成品会被二号爪放置在缓存工位上。在这个动作过程中,不良品暂存箱会根据第n号成品测试结果有相应动作;若经测试,第n号成品是合格的,在此运动过程中,不良品暂存箱保持不动,设置在不良品暂存箱上的支承板位于缓存工位上,那当第n号成品到达缓存工位时,第n号成品就是落在支承板上的;若经测试,第n号成品是不合格的,在此运动过程中,不良品暂存箱移动,不良品暂存箱的箱口位于缓存工位上,那当第n号成品到达缓存工位时,第n号成品是落在不良品暂存箱内的。第n号成品被二号爪放置在缓存工位上后,机械手向上复位,再向左端方向移动一步距,回到初始位置,然后再向下运动,此时,三号爪会握取缓存工位的成品,并在机械手的下一个动作下将第n号成品移送至下道工序。当然,第n号成品是合格的就会在下个动作被移送至下道工序,但如果第n号成品是不合格,则三号爪会进行同样动作,只是没有握取到成品而已。如此循环往复动作。
103.本实施例检测方法构思新颖,巧妙地实现了脉冲点火器的智能测试,释放了劳动
力,大力缓解了企业人员缺失压力;
104.本实施例检测方法效率高,取件、测试、送件可同时操作,生产效率是原来人工操作的3倍以上;
105.本实施例检测方法使得产品一致性很高,有效杜绝了因人为失误导致的产品误判现象,有效确保每一个出厂产品均为高质量合格品,给企业树立了良好的信誉和形象;
106.本实施例测试装置结构设计简单,实现容易,实施成本低,动作灵活,运行稳定,大幅度降低了企业生产成本,同时也大幅度提高了脉冲点火器的生产效率;
107.本实施例测试方法及测试装置给企业带来可观经济效益,在脉冲点火器技术领域具有重要意义,实现了脉冲点火器的智能化生产运作,推动了脉冲点火器的高质量发展。
108.综上,仅为本发明的较佳实施例而已,并非用来限定本发明实施的范围,凡依本发明权利要求范围的形状、构造、特征及精神所为的均等变化与修饰,均应包括于本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1