一种热解炭化炉系统的制作方法
1.本实用新型涉及热解炭化炉的技术领域,具体为一种热解炭化炉系统。
背景技术:
2.在热解炭化炉中,炉体与保温夹套之间会由于通有热烟气,使得在两者的间隙层处残留大量的尘积物,很难排出,且一般的热解炭化炉为柱状的封闭式结构,如需清理尘积物,需要在停机的情况下通过人爬入炉体内实施人工清除,不仅效率低下,同时还存在一定的操作风险。
技术实现要素:
3.本实用新型的目的在于提供一种热解炭化炉系统,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种热解炭化炉系统,包括有热解炭化炉,所述热解炭化炉具有包覆设置在炉体外侧部的夹套壳体,所述夹套壳体的内侧部设置有保温夹套,所述保温夹套与所述炉体外壁之间形成有间隙层,其中,所述夹套壳体的另一侧底部设置有进气口,该进气口贯穿所述保温夹套并连通至间隙层,所述炉体的外侧壁上设置有螺旋叶片,该螺旋叶片沿位于间隙层内的炉体轴向长度布置,且,所述螺旋叶片的边缘部与保温夹套的内侧壁之间形成有预设间距的避让间隙;于远离所述进气口一侧的炉体底部设置有排灰口,该排灰口连通至间隙层;还包括有绞龙,该所述绞龙的进料端口连接至排灰口处。
5.所述夹套壳体的侧部开设有至少一个的辅助排灰口。
6.所述辅助排灰口的开口部底部边缘高于保温夹套的内侧最底部所在的平面设置。
7.所述辅助排灰口设置在夹套壳体的两侧,且,每侧均沿所述夹套壳体的长度方向均布有三个。
8.所述辅助排灰口设置为方形的开口结构,其开口的底部边缘处与所述保温夹套的内侧最底部所在的平面相互平行设置。
9.所述辅助排灰口设置在沿夹套壳体轴向方向的进气口和排灰口之间位置。
10.所述辅助排灰口的开口部底部边缘高于螺旋叶片位于间隙层内最低的边缘部设置。
11.所述避让间隙的预设间距为0.5cm。
12.所述排灰口处安装有管件一,所述绞龙的进料端口处可拆卸地连接在所述管件一上。
13.由上述技术方案可知,本实用新型通过采用在炉体上设置螺旋叶片,并于夹套壳体上开设连通间隙层的排灰口,使得该炉体在停机或不停机的状态下均可实现对其内部的尘积物有效清理,避免了繁琐的人工清理手段,且清理效果更好,能实时控制炉体内部的尘积物残余量,有效提高设备的使用效率,且采用绞龙将排灰口处的尘积物定向的排放至预
设位置,有效的提高了对尘积物的回收利用效率,且防止了粉尘污染。
附图说明
14.图1为本实用新型剖视图;
15.图2为本实用新型绞龙结构示意图。
具体实施方式
16.下面结合附图对本实用新型做进一步说明:
17.如图1
‑
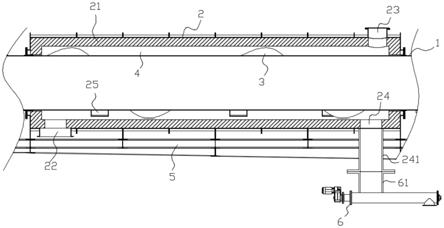
2所示的一种热解炭化炉系统,为了方便理解,首先对热解炭化炉作出如下结构说明,传统技术中,热解炭化炉为炉体1的外侧部包裹着夹套壳体2,该夹套壳体2的底部安装有支架5,且在夹套壳体2内设置有保温夹套21,用于实现对炉体1的保温,同时在炉体1的一侧开设进气口22,另一侧开设出气口23,在实施过程中,热烟气通过进气口22进入间隙层4,并通过出气口23排出,在长期使用过程中,由于通入的热烟气内含有大量的尘积物,导致位于间隙层4内的底部会尘积较多的热烟气尘积物,一般采用的应对方法为,通过人工爬入间隙层4内实施清理,该种清理手段不仅效率低下,同时清理效果不佳,本案所要解决的问题便是,如何通过结构上的改进,使得炉体1在自转的条件下便能实现自我清理尘积物,同时,将所排出的尘积物有效的定向回收利用。为此,提供了一种热解炭化炉系统,具体结构如下:
18.于所述炉体1的外侧壁上设置有螺旋叶片3,该螺旋叶片3沿位于间隙层 4内的炉体1轴向长度布置,且,所述螺旋叶片3的边缘部与保温夹套21的内侧壁之间形成有预设间距的避让间隙;于远离所述进气口22一侧的炉体1 底部设置有排灰口24,该排灰口24连通至间隙层4。这里,本领域技术人员即可理解为,该种热解炭化炉在实施操作过程中,其炉体1处于转动的状态,在位于间隙层4的底部一旦形成了过量厚度的尘积物,即尘积物的堆叠高度大于避让间隙的高度时,螺旋叶片3便会在炉体1的带动下将部分高于避让间隙的尘积物持续推送至排灰口24处,直至尘积物小于或等于避让间隙的高度。这里,通过炉体1的自身转动以及带动螺旋叶片3旋转,使得内部的热烟气尘积物能实现实时清理,有效的提高了炉体1的使用效率。
19.于本实施例中,所述的夹套壳体2的侧部开设有至少一个的辅助排灰口 25,这里,本领域的技术人员即可理解为,在实施清理过程中,单一的排灰口24无法满足较大堆积量的尘积物排放,且排放效率相对较小,于是实作中,通过开设辅助排灰口25,可进一步的提高尘积物的排出效果。需要指出的是,上述的排灰口24和辅助排灰口25在实际使用过程中可分为两种使用状态,一种为系统不停机,即该炉体1在实施作业的过程中同步的将尘积物排出,另外一种为系统停机,仅炉体1开机并旋转,以用于螺旋叶片3实施尘积物的排出作业。当采用第一种不停机作业时,由于排灰口24和辅助排灰口25 均连通至间隙层4,这就使得热烟气在进入间隙层4后会有部分热量通过所述的排灰口24和辅助排灰口25排出,为了防止热量的散失以保证炉体1的使用效率,于实作中,可在该不停机作业中分为两种使用状态,如下:
20.第一:当不停机作业时,间隙层4内的沉积物较少,此时封堵辅助排灰口25,本实施例中不限定于辅助排灰口25处的封堵手段,一般可在辅助排灰口5处安装一具有隔热效果
的开合门,或在该辅助排灰口25处设置一收集管道,该管道连通至绞龙6的进料端口处,用于实时接收所收集的尘积物,排灰口4处如上同理;
21.第二:当不停机作业时,间隙层4内的尘积物较多,此时排灰口24和辅助排灰口25处均处于打开状态,同时,在排灰口24处安装绞龙6,以及在辅助排灰口25处设置一收集管道,该管道连通至绞龙6的进料端口处。
22.另外,于本实施例中,所述的辅助排灰口25的开口部底部边缘高于保温夹套21的内侧最底部所在的平面设置,这里,本领域技术人员即可理解为,由于尘积物堆叠在保温夹套21的内侧最底部,一般情况下均匀堆叠分布,即沿着炉体1的长度方向散布,这种情况下,无法实现对炉体1内的所有尘积物实时排除,但该种排除后可有效的将尘积物控制在设备可承受的厚度范围内,同时,该辅助排灰口25是用于辅助性的排出,一般情况下,采用排灰口 24便可实时有效清理。在此基础上,所述的辅助排灰口25设置在夹套壳体2 的两侧,且,每侧均沿所述夹套壳体2的长度方向均布有三个,该种数量的布置可进一步的提高尘积物的排出效率。
23.于本实施例中,所述的辅助排灰口25设置为方形的开口结构,其开口的底部边缘处与所述保温夹套21的内侧最底部所在的平面相互平行设置,可参见图1,于图1的视角可见,辅助排灰口25的底部与间隙层4底部的水平面相互平行,当尘积物均布分散在该间隙层4时,辅助排灰口25的方形开口设置更有利于快速排出尘积物,以提高该种设备的使用效率。
24.进一步的,所述辅助排灰口25设置在沿夹套壳体2轴向方向的进气口22 和排灰口24之间位置,这里,需要指出的是,由于热烟气从进气口22进入,再从出气口23排出,一般情况下,尘积物便堆叠至两者的中间区域,且,该排灰口24与出气口23设置在同一侧,因此,将辅助排灰口25设置在进气口 22和排灰口24之间便可覆盖尘积物的堆叠区域。
25.进一步的,所述辅助排灰口25的开口部底部边缘高于螺旋叶片11位于间隙层4内最低的边缘部设置,这里,本领域技术人员即可理解为,本案中采用的排灰口24可实施对较低一层的尘积物实施清理,而当辅助排灰口25 的开口部边缘高于螺旋叶片3位于间隙层4内最低的边缘部设置时,该辅助排灰口25便可实施相对排灰口24较高一层的尘积物实施清理,两者可以起到有效的协同作用,进一步的提高使用效果。
26.进一步的,所述避让间隙的预设间距为0.5cm,该种设置可以保证在通过螺栓叶片3的清理后,尘积物的最大存留厚度小于或等于0.5cm,有效的提高了清理效果。
27.于本实施例中,所述的排灰口24处安装有管件一241,所述绞龙6的进料端口处可拆卸的连接在所述管件一241上,这里,管件一241于实作中竖直布置,其内径与所述的排灰口24内径适配,有利于将尘积物顺利的排入至绞龙6内;该所述的绞龙6包括有筒体63以及安装在筒体63一端的驱动电机62,所述驱动电机62的输出轴端连接有设置在筒体63内的螺旋,螺旋在驱动电机62的带动下将尘积物输送至出料端口64处,在位于筒体63上设置有管件二61,所述的管件一241与所述的管件二61配对连接,一般的,连接部可采用螺栓固定方式实施,排出的尘积物通过通孔611进入绞龙6内部。这里需要说明的在于,由于采用的热解炭化炉在实际使用过程中需要配合干化炉使用,因此于实作中,该尘积物可再次被收集重新利用,有效的提高使用效率,同时降低了由于尘积物排放导致的粉尘污染,本案采用的绞龙6便能起到良好的转运效果,有效的将排出的尘积物实施定向收集。
28.以上所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1