用于焚烧炉排的炉排块的制作方法
用于焚烧炉排的炉排块
1.本发明涉及根据权利要求1的前序部分的用于焚烧炉排的炉排块以及根据权利要求12的前序部分的炉排块制造方法。此外,本发明涉及一种用于固定在形成焚烧炉排的炉排块的上壁上的模制件。
2.本发明还涉及包括至少一个这样的炉排块的焚烧炉排和将所述焚烧炉排用于焚烧垃圾的用途以及包括这种焚烧炉排的垃圾焚烧厂。
3.用于大规模垃圾焚烧的焚烧炉排早已为本领域技术人员所知。这种焚烧炉排能以推移式焚烧炉排形式存在,其包括适用于执行拨火行程的活动件。在此,焚烧物从焚烧炉排的入口侧端被送到其出口侧端并在此期间焚烧。为了给焚烧炉排供应焚烧所需的氧气,设有相应的穿过焚烧炉排的送风管,经此将也称为一次空气的空气送入。
4.一种常用焚烧炉排是所谓的阶梯式炉排。它包括并排且分别形成一排炉排块的炉排块。多排炉排块在此呈阶梯状上下排列,在此,在所谓的前进式炉排中,在推动方向上看在前的炉排块端搁置在沿输送放下那个相邻的炉排块的支承面上,并且在相应的推进运动中在该支承面上移动。
5.在所谓的回退式炉排情况下,在焚烧物输送方向上看,相比于前进式炉排,炉排块大约转动180
°
布置。因此在回退式炉排情况下,炉排块的在推动方向上看的前端搁置在各自在前的炉排块的支承面上。与前进式炉排不同,在回退式炉排中该推动方向因此与由回退式炉排的倾斜造成的输送方向相反。
6.de19502261a1公开一种焚烧炉排,其包括多排炉排杆,在焚烧物输送方向上看,这些炉排杆以阶梯方式接连布置。焚烧炉排还包括支承炉排杆,其具有与炉排杆相似的形状并根据喷嘴板长度被缩短。在一个实施方式中,喷嘴板可以由中空喷嘴箱形成,在喷嘴箱中,在焚烧物输送方向上看,多排空气喷嘴、特别是涡流喷嘴被集成在端面和前上部段中。没有更详细涉及涡流喷嘴设计。喷嘴板配设有可借此挂在支承炉排杆上的装置。所谓的涡流喷嘴炉排路径由多个支承炉排杆和挂在支承炉排杆上的喷嘴板形成并且可延伸经过焚烧炉排宽度。涡流喷嘴炉排路径可独立于焚烧炉排的主空气系统地承受压缩空气和涡流空气。焚烧物或渣层伴随脉冲压缩空气输入被撕开和翻滚。所获得的翻滚导致炉排上的焚烧物松散,由此实现未完全焚烧的焚烧物颗粒的更好燃尽。此外,压缩空气脉冲使喷嘴板进行自我清洁,因为已进入空气喷嘴的焚烧物颗粒或灰烬颗粒会再次被吹出。
7.de202017006429u1公开了一种用于焚烧炉排的炉排杆,其中该焚烧炉排包括多排炉排杆,在焚烧物输送方向上看,这些炉排杆像阶梯一样接连地布置。炉排杆包括前侧脚部和用于较高一排炉排杆的一个炉排杆的前侧脚部的上工作面。工作面具有带有凹/凸的轮廓用于在焚烧炉排的成排炉排杆的前进运动期间偏转较高排的炉排杆。但是,在本文件中没有涉及在炉排杆中提供送风口。
8.de29807161u1公开了一种由铸钢制成的用于运输和冷却、加热、干燥或焚烧散装物料的炉排板,它在其顶侧具有呈网格状布置的槽。该槽内设有通透风。透风孔口形成在该槽中、即在位于炉排板顶侧表面下方的平面中利用了如下知识,散装物料中的较大材料部分移动经过炉排板顶侧而不会碰到透风孔边缘。此外,经过一定时间后,该槽内会沉积薄薄
一层细粒物质,其起到垫作用,从而保护透风孔边缘。因此,无需检查炉排板即可长时间保证透风。
9.炉排块遭遇非常高的热负荷,主要是因为在焚烧过程中或焚烧室中的高温。在焚烧炉排正常工作期间,热负荷变高,尤其在炉排块的形成支承面且焚烧物沿此被输送的上壁的区域中以及炉排的形成用于推动焚烧物的推动面的前壁的区域中。
10.当焚烧物不均匀地分布在焚烧炉排上且仅在局部形成或完全没有薄隔热焚烧物层时,出现很高的负荷。这种热负荷促成由摩擦和在支承面上发生的化学反应造成的腐蚀,其进一步损坏支承面。这最终导致炉排块使用寿命缩短。
11.为了冷却炉排块和对焚烧炉排供风,可以在上壁和/或前壁中形成构成送风口的送风通道。
12.尤其在送风通道形成在上壁中时,可能出现由焚烧物和/或焚烧残余物造成的堵塞,从而用于冷却炉排块和促成焚烧物焚烧的送风不再有效进行。这最终导致维护成本的增加并和炉排块使用寿命的缩短。
13.此外,焚烧物所包含的材料在焚烧期间可至少部分变成液体,例如金属、塑料或焦油。在本技术中,术语焚烧物的“部分”涉及包含在该材料中的材料,处于液态的部分被称为“液体部分”。
14.液体部分也可能流入送风通道并导致送风受到不利影响,特别是在形成于上壁中的送风通道情况下。在凝固状态下,该部分甚至会导致送风通道永久堵塞。
15.ep0167658a1描述了一种用于建造焚烧炉排的炉排块,其包括盒状块体。块体具有形成用于焚烧物用支承面的上壁,其中该上壁具有由送风通道形成的送风开口,其用于将气体特别是空气引入焚烧物并用于冷却炉排块。在一个实施方式中,送风口被设计为狭缝并且在横截面中看呈虹吸管状在其气体入口处与重力相反地弯曲,以形成阻止焚烧物或焚烧残余物通过进风口进入和掉落的障碍。由于上壁有送风通道,故其可被冷却。但所公开的送风通道的设计支持液态焚烧物堆积在送风通道中。
16.根据本发明待完成的任务是提供一种前言所述的炉排块,其中在工作中将借助送风管道的送风受到不利影响的危险降至最低程度。
17.该任务通过如独立权利要求1所限定的炉排块完成。
18.在从属权利要求中呈现根据本发明的炉排块的优选实施方式。
19.根据权利要求1,本发明因此涉及一种用于焚烧炉排的炉排块,在焚烧炉排中,前后相继的炉排块以阶梯形式重叠布置并被设计成借助彼此相对进行的推移运动在焚烧期间将焚烧物重新堆叠和输送。通过已知的方式,推移运动例如可以借助在焚烧炉排的不同阶梯的炉排块之间的相对运动执行。如上所述,这种焚烧炉排也被称为阶梯炉排。
20.此外,炉排块包括优选设计为铸件的块体。通常,块体基本设计为具有纵轴线l的细长平行六面体形式。
21.该块体包括上壁,该上壁形成支承面,焚烧物将沿着该支承面被输送并且限定该上壁的焚烧物侧。在推动方向s上看地,支承面的最前端形成一个边缘,支承面经由该边缘落入由前壁形成的推动面。
22.该上壁的背对支承面的一侧和前壁的背对推动面的一侧限定该块体的冷风侧。
23.此外,该前壁在其最低部区域被设计为脚状,其指定用于放置在沿推动方向s相邻
的炉排块的支承面上。
24.在本发明的炉排块指定用于前进式炉排的一个优选实施方式中,所述脚因此搁置在沿焚烧物输送方向上后随的炉排块或其支承面上。但也可以想到,本发明的炉排块指定用于回退式炉排,在这种情况下,该脚搁置在沿焚烧物输送方向t在前的炉排块或其支承面上。
25.推动方向s表示焚烧物被炉排块的推动面推移的方向。通常,推动方向s平行于纵轴线l。
26.输送方向t表示焚烧物从焚烧炉排的入口到出口的运动方向。输送方向t主要由焚烧炉排的倾斜度表明。
27.至少推动面的前支承边缘布置在基本垂直于纵轴线l延伸的平面e中。对此可以想到,布置在前壁最低区域中的其下端由前支承边缘形成的表面布置在平面e中。但也可以想到仅由前支承边缘描绘的线布置在平面e中。
28.此外,该上壁具有由延伸穿过上壁的送风通道形成的送风口。在本技术意义上,送风口也被理解为送风出口。由此获得对焚烧炉排或在焚烧炉排上的焚烧床的最佳送风,这有助于焚烧物的很高燃尽率。
29.以下,术语“空气”包括被供应给焚烧炉排或在焚烧炉排上的焚烧床的所谓一次空气。一次空气主要有助于焚烧物的燃尽,但同时也有助于焚烧炉排的炉排块的冷却。
30.前壁可具有另一送风口,其通过在纵截面中看垂直于或倾斜于推动面延伸的另一用于向焚烧炉排送风的送风通道构成。这也支持焚烧物燃尽。
31.根据本发明,送风口至少部分被从支承面突出的加厚部包围。加厚部形成保护通道,该保护通道延长送风通道并指定用于防止液体流入送风开口。即,焚烧物的一部分可以就像之前已经说明地在焚烧期间至少部分变成液体并且可以流入送风通道。因此,送风受到不利影响,使得焚烧物的焚烧和炉排块冷却不能高效进行。本发明的加厚部的提供导致液体部分围绕加厚部流动,而不是进入送风通道。因此,可以降低送风通道堵塞的风险。特别是,可以减少处于凝固态的所述部分堵塞送风通道。
32.该送风口优选被从支承面突出的加厚部完全包围。这意味着,加厚部形成送风口的连续框边。因此,能至少几乎避免液体部分流入保护通道和接着流入送风通道。
33.该保护通道被加厚部的内侧面包围。此外,加厚部具有邻接内侧面并在背对保护通道的一侧下降延伸的外侧面。因此,外侧面基本对应于暴露在焚烧物下的加厚部外部区域。在本文中,术语“侧面”限定横向的可能倾斜的加厚壁。
34.保护通道包括在保护通道的面向支承面的端部上的下保护通道开口和在远离支承面的保护通道端部上的上保护通道开口,即在面向焚烧物的加厚部一侧上。
35.在一个实施方式中,内侧面可邻近送风口形成,即,下保护通道开口围绕送风口。术语“邻近”是指在送风口和内侧面之间可存在围绕送风口的支承面区域。当替换加厚部如以下将解释的那样在送风口周围被焊接时,例如这种布置出现在修理后,其中该替换加厚部的保护通道的净开口比早先加厚部的保护通道的净开口更宽。然而为此应注意,在本实施方式中的保护通道通过其加宽形成一种用于焚烧物和焚烧残余物的收集区域。为了将这种效果保持在限制范围内,下部保护通道开口的轮廓有利地尽可能接近于送风口轮廓地变化。
36.该内侧面特别优选地紧邻送风口边缘形成。换言之,该内侧面直接在送风口边缘处开始,从而下保护通道开口对应于送风口。因此,保护通道的加宽可被减小且焚烧物在送风口周围的本身不期望的拦截作用可被减至最低程度。这通过减少堵塞来支持炉排块高效冷却。
37.在一个优选实施方式中,加厚部被设计成凸脊形式且因此隆起构成。通过加厚壁的隆起设计来确保焚烧物能经由炉排块顺利地、即不会因角状凹凸不平而倾斜地被输送。
38.在一个优选实施方式中,送风通道具有在炉排块纵向上取向的缝状送风口。在此,送风口宽度被选择为使焚烧物焚烧所产生的渣滓和焚烧残余物尽量少地通过送风通道掉出并造成阻断。因此可确保炉排块可靠冷却。
39.在一个优选实施方式中,在内侧面和外侧面之间延伸的加厚部过渡区被截平或倒圆。加厚部的这种设计降低了焚烧物在焚烧炉排上运输时被加厚部的边缘区域阻挡并完全或部分阻塞送风通道的风险。这也支持炉排块高效冷却。
40.以下,术语“横截面”应理解为在与支承面垂直延伸的平面中的截面。
41.在一个优选实施方式中,在横截面中看,该内侧面至少在内侧面的朝向支承面的下部区域中延伸,至少近似垂直于支承面。由此进一步缩小保护通道的加宽,从而减弱捕获效果且最终更少焚烧无可积聚在保护通道中。因此可以改善借助送风通道的送风。
42.该内侧面优选垂直于支承面延伸,至少近似延伸于内侧面整个高度范围。在该实施方式中,保护通道的自由横截面至少与送风口大致相同。因此,因为上保护通道开口限定保护通道最窄点,故焚烧物聚集在保护通道中的风险可被降至最低。
43.在一个优选实施方式中,该保护通道的横截面被设计成在从保护通道的背对支持面的端部到支承面的方向上加宽、特别是连续加宽。保护通道的这种设计允许进入保护通道的焚烧残余物能容易排出。即,它们通过位于炉排块上的焚烧物朝向冷风侧被进一步压入保护通道中并由于保护通道加宽被释放。因此,可避免送风阻断。
44.在一个优选实施方式中,送风通道的横截面在远离支承面的方向上尤其连续地变宽。如果焚烧物且特别是渣滓仍将流入送风通道,则该实施方式的优点在于所述加宽可使焚烧物更容易流走,如已经结合保护通道所解释的那样。因此,可以避免送风通道的堵塞并且可以确保高效送风、即特别是炉排块高效冷却。
45.在一个优选实施方式中,送风通道和/或保护通道的横截面呈锥形加宽,其中该锥形的母线关于垂直于支承面延伸的方向r形成10度至30度的角度。该角度优选为15度。该实施方式的另一优点是尤其能以铸造方式简单实现其制造。
46.在一个优选实施方式中,在横截面中看,外侧面在从加厚部的背对支承面的端部到支承面的方向上加宽延伸,特别是连续加宽。因此,加厚部的基本形状让人想到火山。这种形状导致了加厚部没有在炉排块表面形成可能作为焚烧物障碍的明显的凹凸不平。
47.在一个优选实施方式中,在横截面中看,该外侧面呈曲线状延伸。这种设计支持液体部分围绕加厚部流走。因此,液体部分被外侧面部分阻挡的风险可被降低。具体说,根据此实施方式可能遇到造成液体部分在加厚部外积聚的风险,所述液体部分可以越过加厚部地被在输送方向上运动的焚烧物推动且最终能流入送风口。
48.该外侧面优选至少在近似四分之一圆的范围呈凹形或凸形延伸。该形状允许特别简单地制造加厚部。
49.在一个优选实施方式中,该外侧面至少近似笔直地延伸。这种形状还允许特别简单地产生加厚部,尤其在铸造方法中。
50.在横截面中测量地,外侧面优选相对于支承面形成20度至45度、特别优选是30度的角度。该角度范围导致加厚部没有形成在炉排块表面上的可能会作为焚烧物障碍的明显的凹凸不平。
51.在一个优选实施方式中,加厚部基本具有中空的最好具有椭圆形底面的截头锥体形状。该实施方式提供一种优化设计,其同时降低液体部分聚积在加厚部区域内的风险,以及允许尤其用于批量生产的简单结构。
52.在一个优选实施方式中,在平行于支承面延伸的平面a中看,该加厚部具有u形或v形,其中该u形或v形的开口在输送方向t上定向。在该实施方式中,积聚在保护通道中的焚烧物可通过所述u形或v形的开口通过在输送方向上运动的焚烧物顺利地被进一步推移向下游并在输送方向t上被输送。此外,加厚部允许在输送方向t上看位于所述u形或v形的加厚部上游的液体部分侧向围绕加厚部流走。
53.在一个优选实施方式中,在输送方向t上看,加厚部的u形或v形的臂至少延伸到位于最上游的送风口边缘。
54.在一个优选实施方式中,从支承面起测量的加厚部的高度为5mm至30mm。该加厚部高度允许高效地围绕加厚部转向液体部分,使得它不会经由加厚部流入送风通道。加厚部高度优选为10mm,从而焚烧物的输送还不会受到加厚部高度的不利影响。因此,加厚部没有形成在炉排块表面上的、可能作为焚烧物障碍的明显的凹凸不平。同时保证了加厚部没有因焚烧物而过早磨损。因此,可以优化炉排块使用寿命。
55.在一个优选实施方式中,该送风口形成在上壁部分中,其在推动方向s上看超出在输送方向t上靠前的炉排块的推动运动的最终位置。由此获得对焚烧炉排或在焚烧炉排上的焚烧床的送风,这支持焚烧物的燃尽。
56.在一个优选实施方式中,加厚部以模制件的形式存在并且加厚部被焊接在炉排块上。因此如果需要,传统的炉排块、即没有加厚部的炉排块可以配备有加厚部。因此,如果只需在例如焚烧炉排区域内配备单独的炉排块,则该实施方式允许焚烧炉排的炉排块的灵活设计。
57.在一个优选实施方式中,加厚部以模制件形式存在并被机械固定在炉排块上。此实施方式还允许由不具备任何特殊焊接资格的工匠实现紧固。此外,机械紧固可容易分离并且加厚部可以无需块体的特殊加工如磨掉焊缝地又被拆分开。
58.在当前情况下,机械连接包括形状配合连接和/或传力配合连接并且不同于材料接合连接如焊接。
59.在一个优选实施方式中,加厚部与炉排块一体形成。术语“一体”应理解为该加厚部和炉排块形成为唯一块体,其例如可以铸造生产并且不存在接缝。因此可以实现廉价生产。
60.为了完整起见而要提及的是可设有多个延伸穿过上壁的送风通道并且其具有加厚部。这也适用于前壁,前壁也可以有其它的送风通道,该送风通道可被加厚部包围。由此获得对焚烧炉排或在焚烧炉排上的焚烧床的最佳送风,这有助于焚烧物的很高的燃尽率。
61.根据另一方面,本发明还涉及一种包括至少一个上述炉排块的焚烧炉排。
62.本发明还涉及将上述焚烧炉排用于焚烧垃圾的用途以及一种包括这种焚烧炉排的垃圾焚烧厂。
63.本发明的另一方面涉及一种用于围绕形成在上壁中的送风口固定在炉排块块体的上壁的模制件,送风口由延伸穿过上壁的送风通道形成,其中该炉排块指定用于焚烧炉排并且该块体设计为铸件,其中该上壁形成一个支承面,焚烧物将沿着该支承面被输送,其中模制件在固定状态下形成从支承面突出的加厚部,形成延长送风通道的保护通道并指定用于防止液体流入送风口,其中该保护通道被加厚部即模制件的内侧面包围,并且加厚部具有与内侧面相接的在远离保护通道的一侧下降延伸的外侧面。
64.此外,该模制件的保护通道包括上保护通道开口,其在模制件固定状态下看布置在模制件的面向焚烧物的一侧、即在保护通道的背对支承面的一端,还包括布置在背对其的一侧的下保护通道开口。
65.在模制件的背对焚烧物的一侧,模制件具有被保护通道贯穿的底部,其外底面在模制件固定状态下至少与该支承面的平面大致齐平延伸。
66.在一个优选实施方式中,该模制件指定用于围绕形成在炉排块块体的上壁中的送风口被焊接。因此,通过焊接到上壁来进行用于固定模制件的方法。对此还应提及,焊接可以在上壁的面向焚烧物的一侧或在上壁的背离焚烧物的一侧进行。因此,确保模制件和块体之间的至少近似气密的连接,从而可控进行送风至焚烧物。
67.在一个优选实施方式中,模制件被机械固定于该块体的上壁。该实施方式允许简单固定而无需特别知晓焊接。此外,机械紧固可容易分开并且模制件可以无需块体特殊加工如磨掉焊缝地又可被拆分开。
68.还可想到如此设计模制件,它首先在第一步骤中通过紧固件被机械固定,然后在第二步骤中通过焊接被固定。该实施方式的优点在于,可以特别高效地进行焊接,因为模制件已通过紧固件被保持在其使用位置中而无需任何其它手段。
69.该炉排块被指定用于焚烧炉排并且可作为铸件构成。
70.在一个优选实施方式中,该模制件也被设计为铸件。从经济角度看,这种铸造的模制件是特别有利的,因为它们可以廉价生产。此外,在这种实施方式中的机械连接是有利的,因为它不需要铸件之间的焊接。
71.在一个优选实施方式中,模制件由与块体材料不同的材料制成。因此,炉排块包括用于块体的第一材料和用于模制件的不同于第一材料的第二材料。选择不同的材料用于块体和模制件可以考虑块体和模制件承受不同应力,例如不同的磨损、不同的工作温度或不同的设计特征如几何形状或机械性能,仅举出几个例子。此外也可以考虑不同的生产方法,从而可以相互独立地优化其生产。
72.可通过铣削等被加工的材料如钢、耐蚀铬钢和耐热钢等尤其被考虑用于模制件。这些材料又允许生产比铸造模制件更复杂的模制件几何形状。
73.在一个优选实施方式中,模制件由比块体材料更硬的材料制成。这有以下优点,因模制件磨损较小,故间隔更长时间地进行炉排块维护。
74.在一个优选实施方式中,保护通道的横截面在从上保护通道开口到下保护通道开口的方向上加宽,并且尤其设计成连续加宽。如上已述,保护通道的这种设计允许容易排出进入保护通道的焚烧残余物。
75.在一个优选实施方式中,该模制件基本具有中空的优选具有椭圆形底面的截头锥体形状。该实施方式提供一种优化设计,其同时降低液态部分在加厚部区域内积聚的风险。此外允许尤其用于批量生产的简单结构。
76.可想到不属于模制件的紧固件如螺钉作为用于固定模制件的紧固件。
77.在一个优选实施方式中,该模制件包括紧固件,其被设计成通过形状配合连接实现机械固定于上壁,例如通过将模制件压入上壁的凹部中。
78.在一个优选实施方式中该模制件包括紧固件,其设计成通过在上壁处的传力锁合连接实现机械紧固,例如通过将模制件夹紧到上壁凹部中。
79.这些紧固方式的组合是可能的。
80.在一个优选实施方式中,紧固件以凸起形式从模制件底部在远离模制件的面向焚烧物的一侧的方向突出,即在固定状态下突出向炉排块。凸起指定用于至少部分容纳在凹部中并通过机械连接被保持就位,例如通过形状配合和/或传力配合连接。
81.例如可以通过将凸起插入凹部来产生形状配合连接,其中该凹部具有一个渐缩部段、即缩窄部并且该凸起具有加宽部。加宽部的最大横截面在此被安排成大于缩窄部的最小横截面,即,凸起的加宽部可以通过缩窄部被压入,由此凸起被保持夹紧。
82.在一个优选实施方式中,该凸起具有螺纹且该凹部具有螺纹槽,使得该凸起能被拧入该凹部中。
83.形状配合和传力配合的紧固方法的优点是它们能容易执行并允许模制件牢固固定在炉排块上。
84.或许该凸起可以包围并加长该保护通道。
85.该凸起被设计成在凸起容置于凹部内的固定状态中该模制件的保护通道和该块体的送风通道流通相连。
86.在紧固状态下,无论是焊接状态还是机械紧固状态,模制件形成加厚部,其提供一种用于降低借助送风通道的送风受到不利影响的危险的解决方案,如之前关于本发明的加厚部所解释的那样。
87.与此相关,该模制件还允许焚烧炉排的炉排块的灵活设计,因为仅例如在焚烧炉排区域中可以配备单独的炉排块。
88.此外,优选可使用该模制件来取代优选根据上述公开内容的、先前形成在炉排块上且围绕送风口的已磨损的加厚部。这有助于维护成本的降低,因为不必换掉整个炉排块。
89.或许,当炉排块的送风口因焚烧炉排工作而损坏并且送风口边缘例如已局部磨损时,也可以使用该模制件。该模制件可被焊接或机械固定,从而其覆盖损坏区域,从而又能装入炉排块。
90.在一个优选实施方式中,该炉排块指定用于焚烧炉排,在焚烧炉排中前后相继的炉排块以阶梯状形式重叠布置并且被设计成借助彼此相对进行的推移运动在焚烧期间重新堆叠和输送焚烧物。此外,在基本平行于纵轴线l定向的推动方向s上看地,支承面的最前端形成一个边缘,经由该边缘该支承面下降入由前壁形成的推动面。此外,该前壁具有下支承边缘,其布置在基本垂直于纵轴线l延伸的平面e中并且指定用于与在推动方向s上相邻的炉排块的支承面接触。
91.本发明的另一方面涉及一种制造根据前面公开内容的炉排块的方法,其中,
92.a)提供呈铸件状构成的、具有上壁且限定纵轴线l的块体,其中该上壁形成支承面,焚烧物将沿该支承面被输送并且其在基本平行于纵轴线l取向的推动方向s上看的最前端形成一个边缘,该支承面经由该边缘下降入由前壁构成的推动面,该前壁具有布置在基本垂直于纵轴线l延伸的平面e中的下支承边缘,该下支承边缘指定用于与在推动方向s上相邻的炉排块的支承面接触,其中该上壁具有由贯穿该上壁的送风通道形成的送风口,并且该支承面围绕该送风口基本平面地构成,和
93.b)围绕该送风口地焊接或机械固定该加厚部。
94.该支承面的平面设计具有以下优点,加厚部在固定之前稳定就位在炉排块上,从而简化了固定工作。但也可行倒是规定了与加厚部的面向支承面的一侧的几何形状互补地完成围绕送风口形成该支承面,以便例如简化机械固定。
95.在一个优选实施方式中,加厚部由以上公开的模制件形成。因此,炉排块包括块体和加厚部或模制件。
96.与此相关,该方法的优点来自与相应的加厚部或相应的模制件相关的上述公开内容。
97.本发明的另一方面涉及一种用于制造根据上述公开内容的炉排块的方法,其中,替换加厚部在由炉排块模工作决定的、加厚部高度的至少50%且优选至少80%的磨损之后被焊接或机械固定以恢复加厚部。替换加厚部围绕送风口最好被焊接或机械固定在先前加厚部的位置上。此方法允许改装炉排块,因此可放弃重新制造。
98.在一个优选实施方式中,替换加厚部通过以上公开的模制件形成。
99.将结合附图来说明本发明,其中:
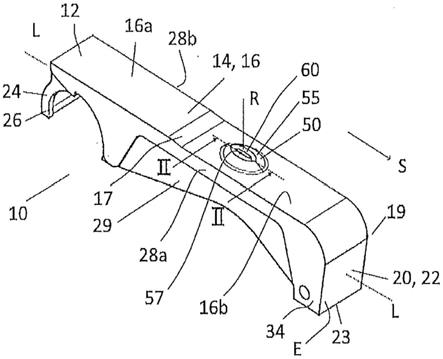
100.图1以透视图示出根据本发明的炉排块;
101.图2以图1所示的截面ii-ii的纵截面图示出根据图1的炉排块的局部,其中加厚部与炉排块一体形成;
102.图3以图1所示的截面ii-ii的纵截面图示出根据图1的炉排块的局部,其中加厚部被焊接在炉排块上;
103.图4以纵截面图示出根据本发明的另一炉排块的局部,其中模制件被机械固定在炉排块的上壁上;
104.图5示出根据图4的模制件但没有炉排块的纵截面图;和
105.图6示出根据图4的炉排块上壁但没有模制件的纵截面图。
106.如图1所示,炉排块10包括呈铸件形式的块体12,该块体基本设计成具有纵轴线l的细长长方体形式。
107.块体12包括上壁14,上壁形成平行于纵轴线l延伸的支承面16,焚烧物沿着该支承面被输送并且其在推动方向s上看的前端形成一个边缘19,支承面16经过该边缘降低入由前壁20形成的推动面22。
108.在所示实施方式中,支承面具有第一支承面区域16a和第二支承面区域16b,它们都平行于纵轴线l延伸,但在这里,第一支承面区域16a相对于第二支承面区域向上偏移布置,并且通过倾斜过渡部17与之相连。
109.在与前壁20相对的一侧,块体12具有后壁24,后壁配备有至少一个钩26,炉排块10可以借助该钩被挂在块定位管中。中央腹板29也布置在炉排块10的背对支承面16的底面
上。
110.炉排块10分别在侧向上由沿纵向l延伸的侧壁28a、28b封闭。
111.在焚烧炉排内,炉排块10放置在沿推动方向s随后的炉排块上。为此,前壁20的最低区域被设计为块体34形式,它指定用于搁置在沿推动方向s相邻的炉排块的支承面上。包括推动面的由它形成的前支承边缘23的最低区域布置在基本垂直于与纵轴线l的平面e中。
112.如从图2中看到地,上壁14还具有一个送风口35,它由贯穿上壁14的送风通道38形成。一次空气通过送风通道38被供给焚烧炉排或在焚烧炉排上的焚烧床。
113.在所示实施方式中,送风通道38在上壁16中形成狭缝形的送风口35,其在炉排块10的纵向上取向,并且送风通道38限定纵向对称平面p。在图2中,截面ii-ii在纵向对称平面p中延伸。
114.送风通道38与垂直于支承面16且在纵向对称平面p中延伸的轴线r同心延伸,其中该送风通道38的净开口基本呈椭圆形并且离开支承面16的方向上呈锥体形连续变宽。送风通道38包括面向支承面16的第一送风通道部38a和在其背对支承面的一侧邻接第一送风通道部38a的第二送风通道部38b,其中第二送风通道部38b的变宽大于第一送风通道部38a的变宽。关于轴线r,圆锥体的母线在第一送风通道部38a中形成10度的第一角度并在第二送风通道部38b中形成15度的第二角度。
115.此外,送风口35被从支承面16突出的加厚部50完全包围。加厚部50形成延长送风通道38的保护通道57并且指定用于防止液体流入送风口35。
116.保护通道57包括在保护通道57的面向支承面16的端部上的下保护通道开口57a和在保护通道57的背对支承面16的端部上的上保护通道开口57b,即在加厚部的面向焚烧物的一侧。
117.此外,保护通道38被加厚部50的内侧面54包围,其中该内侧面54紧邻在支承表面中延伸的送风口58边缘形成。此外,加厚部50具有邻接内侧面54的外侧面55,外侧面在背对保护通道38的一侧下降且笔直延伸。加厚部50的扁平过渡区60在内侧面54和外侧面55之间延伸。在所示实施方式中,从支承面起测量的加厚部高度h约为20mm。此外,在横截面中看,该内侧面至少近似在第一送风通道部38a的周面的延长部中延伸。
118.在图2中,加厚部50在铸造过程中与炉排块10成一体形成。
119.图3示出根据图1的炉排块,其中该加厚部由模制件50'形成并被焊接在炉排块10上。与之相应,炉排块10在模制件50'与支承面16之间界面处具有焊缝70。模制件50'基本具有带有椭圆形底面的截头锥体形状,该椭圆形底面与轴线r同心延伸。此外,模制件50'包括与轴线r同心延伸的保护通道57,其指定用于延长送风通道38。保护通道57被设计成使其内侧面54在送风通道38的周面的延长部中延伸。
120.图3所示的炉排块10局部的其它特征与图2中相似并可从相应的描述中得到。
121.炉排块10在工作中借助块定位管彼此相对移动。根据块定位管是被分配给固定的或活动的炉排块,块定位管或固定在位置固定的控制台上,或被固定在布置在活动炉排台车中的控制台上。
122.驱动借助液压缸进行,其使炉排台车通过滚轮在相应的工作面上来回移动。
123.通过由此获得的相对运动,第一个炉排块10的脚34通过各自随后的炉排块10的支承面16被来回移动,其中,焚烧物在其经由边缘19被抛到后面的炉排块10的支承面16之前
通过支承面16被输送。
124.图4示出根据本发明的炉排块10的局部,其中该加厚部由模制件50'形成并被机械固定在炉排块10上。炉排块10包括块体12,其具有与图1的炉排块相同的结构特征。下面仅详细描述不同之处,并且由相同的附图标记标示相同的零部件。
125.块体12具有围绕送风口35延伸的凹部72。在这里,送风口35和凹部72被设计成以轴线q为中心是旋转对称的,该轴线垂直于支承面16延伸并由送风口35限定。凹部72具有呈唇74形式的锥形部分、即缩窄部,其连接到支承面16。
126.模制件50'基本上具有带有椭圆形底面的中空的截锥体形状,如图4和图5所示。在模制件的背离焚烧物的一侧,该模制件具有被送风通道贯穿的底部80,其外底面82与截锥体的底面重合。在图4所示的实施方式中,在模制件紧固状态下,外底面82至少与支承面16的平面齐平延伸。
127.模制件50'还包括呈凸起84状的紧固件,其从模制件的底部80在远离模制件的面向焚烧物的一侧的方向上突出。凸起84是截头锥体形的并且关于轴线q旋转对称构成。凸起84指定用于容纳在凹部72中并通过机械连接被保持就位。
128.为此,凸起84的加宽部分的最大横截面大于缩窄部74的最小横截面,使得凸起84可被压入和插入凹部72中。凸起84由此保持夹紧在凹部72中。
129.附图标记列表
130.炉排块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
131.块体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
132.上壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
133.支承面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
134.支承面区域
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16a、16b
135.过渡部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17
136.边缘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
19
137.上壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
138.后壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24
139.钩
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
26
140.侧壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28a、28b
141.中央腹板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
29
142.块体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34
143.送风口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35
144.送风通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
38
145.第一或第二送风通道部
ꢀꢀꢀ
38a、38b
146.加厚部或模制件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50、50'
147.内侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54
148.外侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55
149.保护通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
57
150.下和上保护通道开口
ꢀꢀꢀꢀꢀ
57a、57b
151.送风口边缘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58
152.过渡区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
153.焊缝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
154.上壁的平面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀe155.纵轴线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
l
156.推动方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀs157.纵向对称平面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
p
158.轴线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀr159.加厚部高度
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀh160.凹部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72
161.唇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
74
162.底部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
163.底面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
82
164.凸起
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
84
165.轴线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀq
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1