一种基于全自动化垃圾热解系统的热解方法与流程
1.本发明属于垃圾热解系统领域,尤其是一种基于全自动化垃圾热解系统的热解方法。
背景技术:
2.目前,垃圾热解技术被认为是解决中小垃圾量处理较为有效的技术,与垃圾焚烧技术相比较,垃圾热解技术是在缺氧状态下实现垃圾的控制燃烧,有效控制了二恶因的产生,同时,垃圾热解控制简单,投资和运行费用低。但是,当前垃圾热解在实际使用过程中存在的问题主要包括:1.产生严重的大气污染问题,具体包括;一是垃圾储存、干燥、进料过程产生的恶臭气体问题;二是热解气中可挥发性有机物和氮氧化物超标问;2.垃圾渗滤液问题和湿法脱酸所产生的废水问题;3.大量可利用热量被浪费,即造成环境热污染,又使得处理成本大为提高;4.自动化程度低,大多需要人工操作,对操作人员的技术水平要求高。
技术实现要素:
3.针对当前垃圾热解系统普遍存在二次污染和自动化程度较低的问题,本发明提出了一种基于全自动化垃圾热解系统的热解方法,该系统通过合理的控制设计,充分利用系统热量,较好解决了二次污染。
4.为了解决上述技术问题, 本发明的技术方案是:一种基于全自动化垃圾热解系统的热解方法,步骤如下:1)垃圾热解系统包括沿烟气流动方向依次连通的垃圾进料系统、垃圾热解系统、二燃系统、前级热换系统、催化燃烧系统、后级换热系统、脱酸系统;2)所述垃圾进料系统主要包括储料坑、垃圾干燥设备、集气罩、等离子体除臭设备、填料塔、臭氧发生器、蒸发设备;储料坑内的垃圾输送至垃圾干燥设备内,垃圾干燥设备内的热气来自前级热换系统和后级换热系统,干燥温度在130-180℃之间;集气罩收集储料坑产生的废气,收集的废气与垃圾干燥设备排出的气体混合后输送至等离子体除臭设备内,处理后的气体引入后续脱酸系统中;除臭设备中的凝结水和清洗水经过滤后抽入填料塔内,同时启动臭氧发生器,臭氧发生器产生的臭氧鼓入填料塔中,氧化冷凝水中污染物,脱除污染物中的颜色和味道;填料塔产生的气体引入除臭设备内,填料塔处理后的废水抽入脱酸系统中,用于尾气脱酸;垃圾储料坑配备有垃圾渗滤液储存池,垃圾渗滤液泵抽入蒸发设备内,热源来自前级换热器系统,干燥气的温度为130-180℃,垃圾渗滤液产生的废气输送至除臭设备内;3)垃圾热解系统主要包括热解炉,垃圾热解系统处理来自垃圾进料系统经过干燥的垃圾,热解炉排气温度在80-300℃之间;4)二燃系统主要包括燃烧炉,二燃系统内的燃烧温度为1100-1200℃,二燃系统输送至前级热换系统内的气体温度为950-1050℃;5)前级换热器系统主要包括相连通的两套气-气换热器,冷流体是环境大气,由风
机在变频器控制下抽入前级热换系统内,二燃系统出来的热解尾气引入前级换热器系统中的第一套换热器内,温度为950-1050℃,第一套换热器输送至第二套换热器内的气体温度为700-850℃,第一套换热器输送至前级二燃系统内的气体温度为500-650℃;第二套换热器输送至垃圾干燥设备和蒸发设备内的气体温度为110-200℃,第二套换热器输送至催化燃烧系统内的气体温度为350-430℃;6)催化燃烧系统按照《傕化燃烧法工业有机废气治理工程技术规范》(hj2027-2013)进行设计;经过催化燃烧系统后,热解炉排出的尾气温度变化不大,维持在350-430℃;7)后级换热器系统主要包括气-气换热器、蒸发器、冷凝器,催化燃烧系统排出的热气输送至气-气换热器、蒸发器内;换热器排出的热气一路与前级换热系统排出的热气混合后输送至垃圾进料系统内,气体温度为80-95℃;蒸发器用于蒸发脱酸系统中的脱酸废液和冷却催化燃烧系统输送的热气;蒸发器的热气一路经冷凝器排入大气中,另一路热气与换热器的另一路热气混合,并输送至脱酸系统内,气体温度为70-100℃;8)脱酸系统用于吸收尾气中的hcl、hf、so2、no2酸性气体。
5.对上述技术方案进一步地限定,所述除臭设备采用低温等离子体蜂窝电极结构,电源为等离子体高压高频电源,除臭设备设计工作电压50-60kv,工作电流200-300ma,当除臭设备工作电流小于工作电流的70%后,启动除臭设备清洗水泵,清洗水通过除臭设备顶部喷头喷下,清洗附着在除臭设备上的灰尘。
6.对上述技术方案进一步地限定,所述臭氧发生器的臭氧发生量为100-120g/h。
7.对上述技术方案进一步地限定,所述蒸发设备采用管式蒸发器,蒸发设备中垃圾渗滤液浓缩为粘状浓缩液后,由污泥泵抽入垃圾储料坑内,等待再次处理。
8.对上述技术方案进一步地限定,所述催化燃烧系统采用通用催化燃烧催化剂。
9.对上述技术方案进一步地限定,所述脱酸系统采用湿法脱酸技术,以氢氧化钠作为吸收剂,采用空心或填料吸收塔,液气比在4-15l/m3之间选取。
10.本发明的有益效果:本发明通过工艺的优化组合设计,达到即完成了垃圾的处理,又达到不产生二次污染物(废气,臭气,废水)的目的;本系统采用双热换系统,既能满足各个子系统对热能的需求,又不影响各个系统正常作业,充分地利用了垃圾产生的热量;各个子系统通过控制系统实现自动化,确保了垃圾热解效果;本发明具有节能、环保、成本低的优点。
附图说明
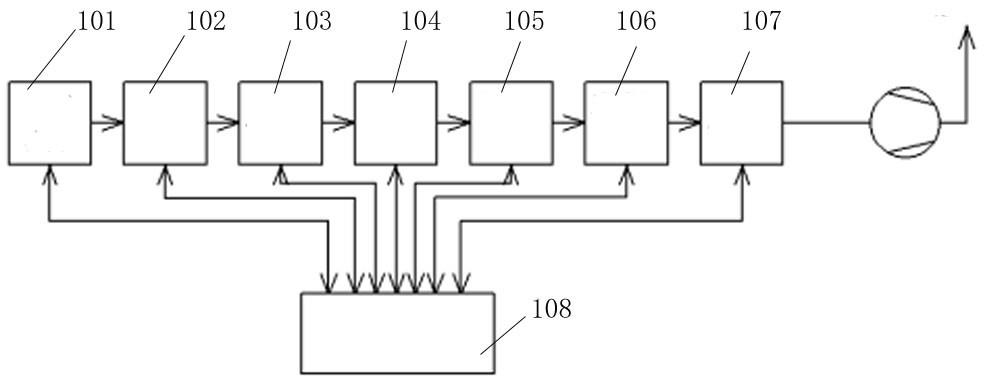
11.图1是本发明的方框图。
12.图2是本发明中垃圾进料系统简图。
13.图3是本发明中二燃系统简图。
14.图4是本发明中前级热换系统简图。
15.图5是本发明中后级换热系统简图。
16.图6是本发明中脱酸系统简图。
具体实施方式
17.如图1所示,一种基于全自动化垃圾热解系统的热解方法,步骤如下:1)全自动化垃圾热解系统包括沿烟气流动方向依次连通的垃圾进料系统101、垃圾热解系统102、二燃系统103、前级热换系统104、催化燃烧系统105、后级换热系统106、脱酸系统107,垃圾进料系统用于处理产生的废气和污水,垃圾热解系统用于裂解垃圾,二燃系统用于燃烧垃圾热解系统排出的烟气,前级热换系统用于加热二燃系统和干燥垃圾进料系统中的垃圾,催化燃烧系统用于深度氧化烟气中的残留有机物和co,后级换热系统用于干燥垃圾进料系统中的垃圾和减少废水排放,脱酸系统用于吸收烟气中的酸性气体;还包括控制系统108,垃圾进料系统、垃圾热解系统、二燃系统、前级热换系统、催化燃烧系统、后级换热系统、脱酸系统通过控制系统自动作业;2)所述垃圾进料系统主要包括储料坑、垃圾干燥设备、集气罩、等离子体除臭设备、填料塔、臭氧发生器、蒸发设备;储料坑内的垃圾输送至垃圾干燥设备内,垃圾干燥设备内的热气来自前级热换系统和后级换热系统,干燥温度在130-180℃之间;集气罩收集储料坑产生的废气,收集的废气与垃圾干燥设备排出的气体混合后输送至等离子体除臭设备内,处理后的气体引入后续脱酸系统中;除臭设备中的凝结水和清洗水经过滤后抽入填料塔内,同时启动臭氧发生器,臭氧发生器产生的臭氧鼓入填料塔中,氧化冷凝水中污染物,脱除污染物中的颜色和味道;填料塔产生的气体引入除臭设备内,填料塔处理后的废水抽入脱酸系统中,用于尾气脱酸;垃圾储料坑配备有垃圾渗滤液储存池,垃圾渗滤液泵抽入蒸发设备内,热源来自前级换热器系统,干燥气的温度为130-180℃,垃圾渗滤液产生的废气输送至除臭设备内;所述垃圾进料系统的具体结构及工作原理如下:如图2所示,所述垃圾进料系统101的结构为:包括储料坑1,垃圾储料坑配备有垃圾渗滤液储存池2,储料坑上部加有集气罩3,集气罩3通过风机5和气体阀4将垃圾产生的气体抽取至除臭设备9内,储料坑1内的垃圾通过传送设备输送至垃圾干燥设备6内,干燥设备的排气端上设有湿度传感器7,干燥设备的进气端通过第一管道8与前级热换系统的排气端连接,干燥设备的排气端与除臭设备9的进气端连接;所述除臭设备9采用低温等离子体蜂窝电极结构,电源10为等离子体高压高频电源,除臭设备的排气端通过第二管道11与脱酸系统的进气端连接,除臭设备的排水端与储水箱12连接,储水箱顶部设有水位监测传感器,储水箱内的污水通过第一水泵14输送至填料塔15内,臭氧发生器16产生的臭氧鼓入填料塔15中,填料塔的排水端通过第二水泵17抽入至脱酸系统的脱酸浆液池内;所述垃圾渗滤液储存池上设有液位传感器19,垃圾渗滤液储存池内的污水通过第三水泵20抽入至蒸发设备内,蒸发设备的进气端通过风门22与前级换热器系统的出气端连接,蒸发设备的出气端通过控制阀23与除臭设备9的进气端连接,蒸发设备的排污端通过污泥泵24抽入至垃圾由储料坑;此系统的优点:1)将垃圾自身生产的和处理后产生的废气、废水进行处理,并利用到后续系统中,有利于环保、节能;2)此系统中的传感器、水泵、风门、气体阀等电子设备与控制系统通信连接,实现自动化,有利于节能和节约成本,并保证了处理效果;如图2所示,垃圾进料系统的工作原理:1)垃圾由储料坑1通过传送设备送入垃圾干燥设备6,干燥设备6底部采用网状地板,由前级换热器系统来的温度在130-180℃之间干燥气经管道8引入干燥设备6内,干燥气在6中穿过垃圾料层,带走水分,干燥程度由干燥设
备6出口的湿度传感器7根据设定的数值确定,干燥后气体和集气罩收的气体共同进入等离子体除臭设备9;2)除臭设备9采用低温等离子体蜂窝电极结构,电源10为等离子体高压高频电源,除臭设备设计工作电压不小于50kv,工作电流不小于200ma,当除臭设备工作电流小于工作电流的70%后,启动除臭设备清洗水泵18,清洗水通过除臭设备顶部喷头喷下,清洗附着在除臭设备阳极板上的灰尘,经过处理后的气体由管道11引入后续脱酸系统中;3)除臭设备9中的凝结水和清洗水进入密闭的储水箱12内,储水箱12容量不小于2m3,顶部装有水位监测传感器13,出口装有过滤网,当检测到储水箱12水位达到设定值后,启动第一水泵14,将凝结水和清洗水抽入填料塔内15,填料塔容积不小于2m3,同时启动臭氧发生器16,臭氧发生器16产生的臭氧鼓入填料塔15中,氧化冷凝水中污染物,脱除污染物中的颜色和味道;臭氧发生器16的臭氧发生量不小于100g/h;填料塔产生的气体引入除臭设备内,处理后的水由第二水泵17抽入脱酸浆液池用于尾气脱酸;3)垃圾储料坑配备垃圾渗滤液储存池2,并加装液位传感器19;当垃圾渗滤液达到设定液位后,由垃圾渗滤液泵20抽入蒸发设备内21,蒸发设备21采用管式蒸发器,热源来自前级换热器系统,干燥气的温度在130-180℃之间,由风门22控制气体流量;垃圾渗滤液蒸发蒸汽通过控制阀23导入除臭设备9中;当蒸发设备21中垃圾渗滤液浓缩为粘状浓缩液后,由污泥泵24抽入垃圾储料坑内1,等待再次处理;3)垃圾热解系统主要包括热解炉,垃圾热解系统处理来自垃圾进料系统经过干燥的垃圾,热解炉排气温度在80-300℃之间;所述垃圾热解系统102的技术要求:来自垃圾进料系统经过干燥处理的垃圾,采用螺旋或其他进料方式将垃圾打入热解炉,当垃圾进料接近顶部时,采用自行设计的推料器将顶部垃圾推平,以保证垃圾在截面上的均匀性;第一位置传感器监测热解炉内的物料高度;第二位置传感器监测物料最低位,当第二位置传感器检测到物料低于该位置后,启动进料器;当第一位置传感器监测到物料高于该位置时,停止进料,启动推料器,将物料推平;热解炉顶部装有温度传感器,监测热解炉出口尾气温度,热解炉出口温度根据处理量设计在80-300℃之间选取;当温度传感器监测到出口尾气温度高于设定温度时,通过变频器减小鼓风机鼓风量;当温度传感器监测到出口尾气温度低于设定温度时,通过变频器增加鼓风机鼓风量,使出口温度维持在设定温度50℃范围;该系统所有检测信号、操作指令受中心控制单元控制;垃圾热解系统采用上吸式热解炉设计方案,助燃空气从炉体下部鼓入,出气口位于炉子上部;4)二燃系统主要包括燃烧炉,二燃系统内的燃烧温度为1100-1200℃,二燃系统输送至前级热换系统内的气体温度为950-1050℃;所述二燃系统的具体结构及工作原理如下:如图3所示,所述二然系统103的结构为:包括燃烧炉33,燃烧炉上设有绝热层34,燃烧炉33顶部的第一进气端通过管道35与热解系统的排气端连接,第一进气端上设有第一热电偶39,燃烧炉33底部的出气端上设有第二热电偶40和氧气传感器41,燃烧炉中部的第二进气端44上设有风机42和风机变频器43;所述第一进气端内设有燃烧器喷嘴36,燃烧器36通过燃烧控制器37控制可燃气38进气量,第一进气端上设有助燃风入口32,助燃风来自于前级换热器系统被加热的空气;如图3所示,二燃系统的工作原理:如果第一热电偶39温度低于1100℃,燃烧控制器37增加可燃气38进气量,并同步增加助燃风量32;如果热电偶39温度高于1200℃,燃烧控
制器37减小可燃气38进气量,并同步增加助燃风量;这样可以防止二然系统降温过快,并充分利用了垃圾产生的热量和废气,有利环保和节能;再根据第一热电偶39测量温度和氧气传感器41测量的含氧量变化情况,调整助燃风量;如果出口第二热电偶40温度高于1100℃,则启动风机42,通过风机变频器43逐渐增加风量,反之,通过风机变频器43逐渐减小风量,保证二燃室33出口尾气温度在950-1050℃之间;该系统中的传感器、变频器、燃烧控制器等电子设备的检测信号、操作指令受中心控制系统控制;5)前级换热器系统主要包括相连通的两套气-气换热器,冷流体是环境大气,由风机在变频器控制下抽入前级热换系统内,二燃系统出来的热解尾气引入前级换热器系统中的第一套换热器内,温度为950-1050℃,第一套换热器输送至第二套换热器内的气体温度为700-850℃,第一套换热器输送至前级二燃系统内的气体温度为500-650℃;第二套换热器输送至垃圾干燥设备和蒸发设备内的气体温度为110-200℃,第二套换热器输送至催化燃烧系统内的气体温度为350-430℃;所述前级换热器系统的具体结构及工作原理如下:如图4所示,所述前级换热器系统104的结构为:包括相连通的两套气-气换热器,第一套换热器46用于加热二燃系统所需助燃气;第二套换热器53用于干燥干燥设备中的垃圾;第一套换热器46的第一进气端通过管道45与二燃系统的排气端连接,第一套换热器46的第一出气端上设有第一温度传感器52,第一套换热器46的第一出气端通过管道47与第二套换热器53的进气端连接,第一套换热器46的第二进气端50上设有风机48和风机变频器49,第一套换热器46的第二出气端上设有第二温度传感器51;所述第二套换热器53的结构与第一套换热器46相同,第二套换热器53的第一进气端与管道45的另一端连接,第二套换热器的第一出气端上设有第一温度传感器58,第一套换热器的第一出气端通过管道59与催化燃烧系统的进气端连接,第二套换热器53的第二进气端56上设有风机54和风机变频器55,第二套换热器53的第二出气端上设有第二温度传感器57,第二套换热器53的第二出气端与第一管道8连接;如图4所示,前级换热器系统的工作原理:二燃系统出来的热解尾气从管道45引入前级换热器系统中的换热器46,换热器46采用列管或其他合适结构,热解炉尾气进口45处温度950-1050℃,管道 47处的温度700-850℃.冷流体是环境大气,从入口50由风机48在变频器49控制下抽入换热器46内,经换热器46后温度升至500-650℃,从出口32排出后进入前级二燃系统的助燃风入口32,温度传感器51监测阻燃风温度;温度传感器52监测换热器46热流体出口温度,通过适当调整风机48流量,将换热器出口温度控制在700-850℃范围;从换热器46出来的热解尾气进而换热器53,为垃圾干燥提供热源;垃圾干燥气由风机54在变频器55控制下抽取环境气体,经过换热器53后温度升至110-200℃,出口气进入管道8送入干燥设备和蒸发设备21内,用于垃圾干燥和垃圾渗滤液蒸发;温度传感器57监测干燥气温度;温度传感器58监测换热器53出口温度,出口温度控制在350-430℃,通过改变风机54流量实现;该系统中,电子设备的检测信号、操作指令受中心控制系统控制;6)所述催化燃烧系统105的技术要求:由于垃圾热解气含有大量焦油类物质,这些焦油类物质大部分已在二燃系统分氧化分解,不排除还有一小部分焦油热裂解有机物的存在;另外,二燃系统控制的失常,也会使尾气中由co的残留;为此,本系统中设置一催化燃烧系统,利用二燃系统的热量,实现残留有机物和co的深度氧化;催化燃烧系统采用通用催化
燃烧催化剂,根据热解炉最高尾气流量,按照《傕化燃烧法工业有机废气治理工程技术规范》(hj2027-2013)进行设计;经过催化燃烧系统后,热解炉尾气温度变化不大,维持在350-430℃;该系统所有检测信号、操作指令受中心控制单元控制;7)后级换热器系统主要包括气-气换热器、蒸发器、冷凝器,催化燃烧系统排出的热气输送至气-气换热器、蒸发器内;换热器排出的热气一路与前级换热系统排出的热气混合后输送至垃圾进料系统内,气体温度为80-95℃;蒸发器用于蒸发脱酸系统中的脱酸废液和冷却催化燃烧系统输送的热气;蒸发器的热气一路经冷凝器排入大气中,另一路热气与换热器的另一路热气混合,并输送至脱酸系统内,气体温度为70-100℃;所述后级换热器系统的具体结构及工作原理如下:如图5所示,所述后级换热器系统106的结构为:包括一套气-气换热器61,气-气换热器61的第一进气端上设有主管道59,主管道59用于连接催化燃烧系统的排气端,主管道上设有进气阀门60,换热器61的结构与第一套换热器46相同,换热器61的第一进气端通过主管道59与催化燃烧系统的出气端连接,主管道59上设有第一进气阀门60,换热器61的第一出气端上设有第一温度传感器66,换热器61的第一出气端62上设有汇流管道80,换热器61的第二进气端65上设有风机63和风机变频器64,换热器61的第二出气端上设有第二温度传感器67,换热器61的第二出气端与第一管道8连接;所述主管道59上设有分流管道,分流管道上设有第二进气阀门68,蒸发器的内腔与分流管道连接,蒸发器的进料端上设有进料管72,进料管上设有料泵71,料泵71用于抽取脱酸系统中的废液,蒸发器的排气端与冷凝器73连接,冷凝器73的冷凝管道入口74、出口75,冷凝管用于添加冷凝水,冷凝器73的排气端78与汇流管道80连接,蒸发器的底部设有排放口79;如图5所示,后级换热器系统的工作原理:本系统包括一个气-气换热器61和一个蒸发器69;在正常工作时,第一进气阀门60打开,第二进气阀门68关闭,热解炉尾气进入气-气换热器61内,经换热后,第一出口62温度低于100℃,经管道与冷凝器尾气混合后进入脱酸系统;风机63由变频器64控制,抽取环境大气进入换热器61内,冷却热解炉尾气,第二出口温度在80-95℃,并排入垃圾进料系统的垃圾干燥进气风管8与前级换热器系统中的干燥气混合;换热器61的作用:由于催化燃烧系统出口气温度达350-430℃,不宜直接进入后面的湿法脱酸系统,另一方面,为了充分利用这部分热量,采用一风机63,利用环境大气,实现热解炉尾气冷却的同时进一步为垃圾干燥系统提供干燥热气;蒸发器69是为了实现脱酸废水蒸发结晶,以减少废水排放;当脱酸系统的脱酸水达到使用结束阈值后,将脱酸浆液废液通过料泵71抽入蒸发器69内,蒸发器69的容积不小于脱酸浆液储料池;蒸发器69抽入脱酸废液后,打开阀门68,热解炉高温尾气进入蒸发器69高温管中,一方面蒸发脱酸废液,另一方面实现冷却,冷却后的尾气经出气口进入后续脱酸工艺;蒸发器69蒸发出的水蒸气进入后续冷凝器73,尾气排入大气中,冷凝结晶后的固体盐由蒸发器下部排放口79排出;8)如图6所示,脱酸系统107的技术要求:采用碱溶液在喷淋填料塔81中吸收尾气中的hcl、hf、so2、no2等酸性气体;前级经过降温后的热解炉尾气从第一管道8在填料吸收塔81底部进入喷淋塔,碱液由喷液泵84从吸收液池85抽取至填料塔81顶部喷头82喷下吸收碱液;净化后气体经填料塔顶部除雾器83除去水雾后由管道98进入主烟道风机;吸收过酸性成分的碱液回到吸收液池85,吸收碱液循环使用;当ph传感器86监测到吸收液池中吸收液ph值低于设定之后,说明吸收液中碱液消耗殆尽,此时启动前级料泵71将脱酸后废水从吸
收液池85抽到前级蒸发器69内,同时启动泵88将碱液配制池89中配制好的碱液抽入碱液吸收池85中,用液位传感器87控制抽入量;当碱液配制池89抽完后,启动水泵90将储水池94中水抽入碱液配制池89内,由液位传感器91控制水量;达到设定水位后,启动碱类物质加料装置92,将碱类物质定量加入碱液配制池89,碱类物质加入量由ph传感器93监控;储水池94的水来源于垃圾进料系统的垃圾干燥冷凝水和后级换热器系统的吸收废液蒸发冷凝水96,由液位传感器95控制储水池的水量,ph传感器监控储水池的水质,不够的水添加自来水97;脱酸系统采用湿法脱酸技术,以氢氧化钠作为吸收剂,采用空心或填料吸收塔,液气比在4-15l/m3之间选取;如图1所示,可采用西门子plc作为中心控制系统。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1