一种高湿、低热值垃圾负碳排放和清洁热处置的装置及方法
1.本发明属于垃圾负碳处理及资源化利用相关技术领域,具体涉及一种高湿、低热值垃圾负碳排放和清洁热处置的装置及方法。
背景技术:
2.随着经济水平的提高,垃圾的产量日益提升,人类的生活环境面临着大量固体垃圾堆积造成的危害与挑战。常规的垃圾处理方式为填埋和焚烧,但存在占地面积大、渗滤液污染地下水、产生大量co2、污染物、二噁英等问题。此外,垃圾焚烧技术可实现无害化、减量化、资源化“三化”处理,但此种方式产生大量的sox、nox、颗粒物、co2和二噁英等污染物,需要后续脱硫、脱硝、除尘、吸附二噁英等工艺净化尾气以达标排放。此外,针对日益严格的碳排放要求,低碳处理垃圾是目前亟需解决的问题之一,捕集垃圾焚烧等处理过程产生的co2可实现“负co2排放”。
3.化学链燃烧技术是一种革新的燃烧方式和co2源头捕集技术,通过以过渡金属氧化物等作为氧载体从空气中传递晶格氧到燃料,以实现无气态氧、无火焰燃烧,将常规的燃料一步氧化还原反应分为柔和可控的氧化反应和还原反应,实现燃料化学能的梯级利用。燃料反应器尾气主要为co2和h2o,通过冷凝即可实现低成本低能耗捕集co2。此外,化学链燃烧具有低nox排放、原位抑制二噁英生成、催化裂解焦油和轻质烃等优点。
4.目前化学链燃烧主要用于煤等化石燃料的燃烧和碳捕集。与煤粉的元素分析和工业分析相比,生活垃圾具有与低阶褐煤相当的碳含量(约为40-50 w吨.%),较高的含水率(50 w吨.% vs. 10 w吨.%)、较低的热值(6800 kj/kg vs. 25000 kj/kg)、较高的灰分,所以高效、清洁、经济的垃圾化学链燃烧方式还存在诸多挑战。例如,将垃圾加入燃料反应器,成分复杂的垃圾灰将对氧载体性能产生影响,导致氧载体中毒失活和烧结团聚;另外,垃圾灰与氧载体的固固分离存在一定难度,排渣过程将同时卸出氧载体,导致反应器内氧载体床料量降低。
5.近年,垃圾热解气化再燃技术为首先利用“欠氧”气氛的垃圾热解气化装置生成热解气化气,再将热解气化气引入空气过量的二燃室,完成热解气化气的燃烧。这种垃圾热解气化再燃技术和常规焚烧技术均存在二噁英、nox、挥发性有机物等排放问题,且无法实现co2源头富集。
技术实现要素:
6.针对现有技术的以上缺陷、政策导向或改进需求,本发明提供了一种高湿、低热值垃圾负碳排放和清洁热处置的装置及方法,其中利用高温、富含高浓度二氧化碳和水蒸气燃料反应器的尾气将垃圾进行高效热解气化,强化调控垃圾气化反应和提供反应所需热量,提高整体系统热量的利用效率;将热解气化气无需经过常规的净化直接通入串联的化学链燃烧反应器,利用其装载多层板型氧载体实现裂解焦油、轻质烃及挥发性有机物、大量还原性气体、低浓度可燃气体的分级高效转化;同时降低nox、低二噁英的排放、co2的富集,
达到垃圾高效、清洁、负碳处理的目的;利用换热器,实现热量的二次利用;通过自动切换换向阀,实现两个并联固定床反应器周期性的交替工作,最终实现垃圾的连续处理;同时,通过自动化监测反馈控制系统,对热解气化气品质、尾气中可燃气体浓度、温度和压力等参数进行监测,闭环反馈自动调节垃圾进料量。
7.为了实现上述的技术特征,本发明的目的是这样实现的:一种高湿、低热值垃圾负碳排放和清洁热处置的装置,它包括反应器、换向阀、余热利用装置、co2富集装置以及自动化监测反馈控制系统;所述反应器共有三个,包括垃圾热解气化反应器、还原反应器和氧化反应器;所述换向阀为布置在还原反应器和氧化反应器前、后的控制阀组;所述余热利用装置由高温、高碳、高湿气体管路和换热器组成,所述换热器包括第一换热器和第二换热器;所述co2富集装置由co2气罐组成;所述自动化监测反馈控制系统对垃圾热解气化反应器中的产气品质、温度和压力参数进行监测控制。
8.所述垃圾热解气化反应器与用于化学链燃烧的还原反应器和氧化反应器串联,垃圾热解气化产物不冷却直接进入到化学链燃烧的还原反应器。
9.所述还原反应器和氧化反应器都分别采用三层功能不同的板型氧载体固定床并行连接,并与燃气管相连进行化学链燃烧反应,实现垃圾的连续处理。
10.所述垃圾热解气化反应器无需前端垃圾分拣工艺流程;且特别针对高湿、低热值垃圾,将垃圾热解气化反应器设计为逆流式移动床、固定床、流化床或回转窑形式;所述垃圾热解气化反应器的上端和底端分被对应设置垃圾入口及炉渣出口;所述垃圾热解气化反应器的下端或者后端连通有用于通入反应气的反应气管路。
11.所述反应气管路包括用于通入初始运行所需气化气的纯氧管、水蒸气管以及二氧化碳管中的一种或多种组合;还包括用于通入连续运行所需气化气的高温高碳循环烟气管,或与纯氧管、水蒸气管以及二氧化碳管中的一种或多种组合;垃圾与反应气氛中的气化气流动方向相反,以提高停留时间进而强化接触换热;稳定运行后还原反应器和氧化反应器所产生的高温尾气通过高温高碳循环烟气管和控制阀组与垃圾热解气化反应器回流相连,所述高温尾气中富含高浓度二氧化碳和水蒸气,一方面作为垃圾热解气化反应器的热解气化介质,强化调控热解气化反应;一方面作为热量载体,提供垃圾热解气化反应器的热量来源,提高系统热量利用效率。
12.所述垃圾热解气化反应器产生的炉渣由位于底部的炉渣出口排出;且系统中无垃圾与氧载体固相间接触,无需进行垃圾和炉渣与氧载体的固固分离,且无因垃圾和炉渣造成的氧载体失活。
13.所述化学链燃烧的还原反应器和氧化反应器的外部热源采用垃圾燃烧产生的热流体,降低因补充热量引起经济成本的提升;还原反应器和氧化反应器前后的控制阀组均采用电磁阀,并通过控制阀组实现还原反应器和氧化反应器交替工作,以保证系统连续运行;所述还原反应器和氧化反应器所需的空气通过独立的化学链燃烧装置空气风机
和换向阀进入,防止与垃圾热解气化气接触。
14.所述co2气罐以及第一换热器和第二换热器位于化学链燃烧的还原反应器和氧化反应器后部,分别用于实现还原阶段co2的富集与氧化过程中高温尾气热量的余热利用;所述自动化监测反馈控制系统通过监测垃圾热解气化反应器、还原反应器和氧化反应器的热解气化气品质、尾气中可燃气体浓度、温度以及压力,自动调节垃圾热解气化反应器的垃圾进料量。
15.所述还原反应器和氧化反应器内部布置三层不同功能的板型氧载体,三层氧载体功能分别为:第一层氧载体针对裂解焦油、轻质烃及挥发性有机物进行催化转化;第二层氧载体针对大量还原性气体进行氧化;第三层高活性氧载体针对低浓度可燃气体的催化氧化;固体燃料来源包括高湿、低热值生活垃圾或具有一定热值的工业垃圾或有机固体废弃物、污泥、医疗垃圾。
16.一种高湿、低热值垃圾负碳排放和清洁热处置的方法,包括以下步骤:步骤一,垃圾热解气化阶段:将垃圾以及气化介质引入到垃圾热解气化反应器中,生成垃圾热解气化气,再将其通入到化学链燃烧反应器的还原反应器和氧化反应器中;调节控制化学链燃烧反应器的高温尾气流量以及垃圾热解气化反应器内垃圾量与垃圾停留时间,调控垃圾热解气化气产气品质,实现高湿、低热值垃圾的稳定、高效热解气化,达到整个系统稳定安全运行的目的;步骤二,还原反应阶段:垃圾热解气化产生的合成气未经脱酸、脱硫和除尘净化工艺直接通入还原反应器中,与布置功能不同的三层板型氧载体,分别实现裂解焦油、轻质烃及挥发性有机物、大量还原性气体、低浓度可燃气体的分级高效转化,产物为高浓度的co2、h2o、低势氧载体,同时,减少二噁英、nox的产生;在氧载体还原过程中,通过流化气体气速控制可燃气在还原反应器中的停留时间,提高燃料气各种组分的转化率,根据化学链燃烧反应器尾气出口气体组分,判定还原反应结束时间;反馈控制阀门切换后,首先通入co2吹扫,其次通入空气对氧载体进行氧化,此时,还原反应器转变为氧化反应器;步骤三,氧化反应阶段:在氧化反应器中,空气与低势氧载体发生氧化反应,实现氧载体的氧化再生;在氧化反应过程中,同时控制空气气体流速,控制低势氧载体的氧化程度,匹配还原反应时间;氧化反应结束后,首先通入氮气吹扫,其次通入垃圾热解气化产生的合成气,进行高势氧载体的还原反应;此时,氧化反应器变为还原反应器;步骤四,co2富集过程:还原反应阶段产生的高纯度co2,一部分经冷凝后进入co2气罐实现co2富集;步骤五,辅助气化以及余热利用:还原反应后产生的高温co2和h2o,一部分经高温高碳循环烟气管进入垃圾热解气化反应器,强化调控热解气化反应;同时此部分高温尾气为垃圾热解气化提供直接热源,减少外部热量输入,提高系统经济效益;氧化反应后的高温气体经换热器进行余热利用后,进入富空气气罐;两路高温尾气的热量利用,实现了系统能量的分级高效利用;
步骤六,自动化监测反馈控制:系统运行过程中,通过自动化监测反馈控制系统监测垃圾热解气化反应器、还原反应器和氧化反应器三个反应器的热解气化气品质、尾气中可燃气体浓度、温度以及压力,实现对垃圾进料量的自动调节。
17.总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的一种高湿、低热值垃圾负碳排放和清洁热处置的装置及方法,主要具有以下有益效果:1. 本发明提供了一种高湿、低热值垃圾负碳排放和清洁热处置的系统及方法,该系统包括利用高温燃料反应器尾气的垃圾热解气化反应器、多层板型氧载体布置的还原反应器与氧化反应器、自动换向阀、余热闭环利用装置、co2富集装置以及自动化监测反馈控制系统。垃圾热解气化反应器,无需前段垃圾分拣工艺流程,利用高温燃料反应器尾气对高湿、低热值垃圾热解气化进行产气品质调控和补充热解气化反应所需热量,其反应器设计形式可为逆流式移动床、固定床、流化床、回转窑等形式;系统控制采用自动化监测装置,自动调节垃圾进料量实现高湿、低热值垃圾的高效稳定热解气化处置。
18.2. 本发明中,该系统具备co2捕集特性,与常规垃圾热解气化反应器不同的是,采用的气体为纯氧、或水蒸气、或co2等气化气、或高温高碳尾气、或以上气体的组合。
19.3. 本发明中,采用换热器将氧化反应产生高温尾气携带的热量进行余热利用;化学链燃烧反应器所需的外部加热源可以是垃圾燃烧产生的热流体,提高资源利用率。
20.4. 本发明中,进入化学链燃烧器的垃圾热解气化气,无需经过尾气净化装置,实现工艺流程的缩短以提高技术经济性。其次,垃圾炉渣从垃圾热解气化反应器底部排出,与氧载体没有固相间的接触,避免垃圾炉渣对氧载体的污染,提高氧载体使用寿命,有效避免垃圾炉渣与氧载体的固固分离技术难题。
21.5. 本发明中,所设计的固定床化学链燃烧器,垃圾热解气化气无需经过复杂的净化工艺,直接将热解气化产物通入布置有三层不同功能板型氧载体的固定床化学链燃烧反应器,从第一层到第三层氧载体床层中分别实现裂解焦油/轻质烃及挥发性有机物的催化转化、大量还原性气体的氧化、低浓度可燃气体的催化氧化。同时,氧载体也可充当热载体,无需额外的热量交换装置即可实现氧化阶段和还原阶段的直接热量传递。
22.6. 本发明中,采用化学链燃烧器,是低氮、无气态o2的垃圾热解气化气转化方式,可实现原位抑制nox和二噁英的生成,减少尾气脱硝、二噁英脱除等净化装置的建造及运行成本。
附图说明
23.下面结合附图和实施例对本发明作进一步说明。
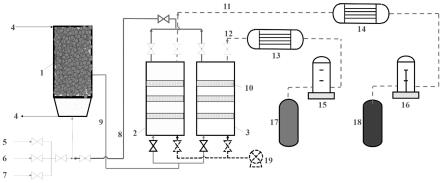
24.图1是本发明垃圾负碳排放和清洁热处置系统结构示意图。
25.图2是垃圾热解气化反应器结构示意图。
26.图3是化学链燃烧反应器结构示意图。
27.图4是1吨/天垃圾处理装置流程图。
28.图5是并行床实验结果图。
29.图6是电磁阀切换逻辑图。
30.图中:1-垃圾热解气化反应器,2-还原反应器,3-氧化反应器,4-垃圾入口及炉渣
出口,5-纯氧管,6-水蒸气管,7-二氧化碳管,8-高温高碳循环烟气管,9-燃气管,10-氧载体,11-还原反应后烟气,12-氧化反应后烟气,13-第一换热器,14-第二换热器,15-第一喷淋塔,16-第二喷淋塔,17-富空气罐,18-co2气罐,19-化学链燃烧装置空气风机。
具体实施方式
31.下面结合附图对本发明的实施方式做进一步的说明。
32.实施例1:参见图1-6,一种高湿、低热值垃圾负碳排放和清洁热处置的装置,它包括反应器、换向阀、余热利用装置、co2富集装置以及自动化监测反馈控制系统;所述反应器共有三个,包括垃圾热解气化反应器1、还原反应器2和氧化反应器3;所述换向阀为布置在还原反应器2和氧化反应器3前、后的控制阀组;所述余热利用装置由高温、高碳、高湿气体管路和换热器组成,所述换热器包括第一换热器13和第二换热器14;所述co2富集装置由co2气罐18组成;所述自动化监测反馈控制系统对垃圾热解气化反应器中的产气品质、温度和压力参数进行监测控制。通过采用上述的处置系统,其中利用高温、富含高浓度二氧化碳和水蒸气燃料反应器的尾气将垃圾进行高效热解气化,强化调控垃圾热解气化反应和提供反应所需热量,提高整体系统热量的利用效率;将热解气化气无需经过常规的净化直接通入串联的化学链燃烧反应器,利用其装载多层板型氧载体实现裂解焦油、轻质烃及挥发性有机物、大量还原性气体、低浓度可燃气体的分级高效转化;同时降低nox、低二噁英的排放、co2的富集,达到垃圾高效、清洁、负碳处理的目的;利用换热器,实现热量的二次利用;通过自动切换换向阀,实现两个并联固定床反应器周期性的交替工作,最终实现垃圾的连续处理;同时,通过自动化监测反馈控制系统,对热解气化气品质、尾气中可燃气体浓度、温度和压力等参数进行监测,闭环反馈自动调节垃圾进料量。
33.进一步的,所述垃圾热解气化反应器1与用于化学链燃烧的还原反应器2和氧化反应器3串联,垃圾热解气化产物不冷却直接进入到化学链燃烧的还原反应器2。所述还原反应器2和氧化反应器3都分别采用三层功能不同的板型氧载体固定床并行连接,并与燃气管9相连进行化学链燃烧反应,实现垃圾的连续处理。
34.进一步的,所述垃圾热解气化反应器1无需前端垃圾分拣工艺流程;且特别针对高湿、低热值垃圾,将垃圾热解气化反应器1设计为逆流式移动床、固定床、流化床或回转窑形式;通过采用上述的逆流式工艺流程,以提高提留时间及强化接触换热。
35.进一步的,所述垃圾热解气化反应器1的上端和底端分被对应设置垃圾入口及炉渣出口4;通过垃圾入口实现垃圾固定燃料的投入,通过炉渣出口实现炉渣的排出。
36.进一步的,所述垃圾热解气化反应器1的下端或者后端连通有用于通入反应气的反应气管路;所述反应气管路包括用于通入初始运行所需气化气的纯氧管5、水蒸气管6以及二氧化碳管7中的一种或多种组合;还包括用于通入连续运行所需气化气的高温高碳循环烟气管8,或与纯氧管5、水蒸气管6以及二氧化碳管7中的一种或多种组合。通过上述系统,纯氧管5、水蒸气管6以及二氧化碳管7能够用于向垃圾热解气化反应器1内部通入初始运行所需要的纯氧、水蒸气和二氧化碳;而借助高温高碳循环烟气管8能够将化学链燃烧反应之后的高温尾气通入到垃圾热解气化反应器1内部实现相应的垃圾热解气化反应。且垃圾与反应气氛中的气化气流动方向相反,以提高停留时间进而强化接触换热。
37.进一步的,稳定运行后还原反应器2和氧化反应器3所产生的高温尾气通过高温高碳循环烟气管8和控制阀组与垃圾热解气化反应器1回流相连,所述高温尾气中富含高浓度二氧化碳和水蒸气,一方面作为垃圾热解气化反应器1的热解气化介质,强化调控热解气化反应;一方面作为热量载体,提供垃圾热解气化反应器1的热量来源,提高系统热量利用效率。
38.进一步的,所述垃圾热解气化反应器1产生的炉渣由位于底部的炉渣出口排出。且系统中无垃圾与氧载体固相间接触,无需进行垃圾和炉渣与氧载体的固固分离,且无因垃圾和炉渣造成的氧载体失活。保证了系统能够长时间稳定运行。
39.进一步的,所述化学链燃烧的还原反应器2和氧化反应器3的外部热源采用垃圾燃烧产生的热流体,降低因补充热量引起经济成本的提升;有效降低了系统运行成本。
40.进一步的,还原反应器2和氧化反应器3前后的控制阀组均采用电磁阀,并通过控制阀组实现还原反应器2和氧化反应器3交替工作,以保证系统连续运行。提高了系统运行效率。
41.进一步的,所述还原反应器2和氧化反应器3所需的空气通过独立的化学链燃烧装置空气风机19和换向阀进入,防止与垃圾热解气化气接触。
42.进一步的,所述co2气罐18以及第一换热器13和第二换热器14位于化学链燃烧的还原反应器2和氧化反应器3后部,分别用于实现还原阶段co2的富集与氧化过程中高温尾气热量的余热利用。第一换热器13通过第一喷淋塔15与富空气罐相连通,第二换热器14通过第二喷淋塔16与co2气罐18相连。
43.进一步的,所述自动化监测反馈控制系统通过监测垃圾热解气化反应器1、还原反应器2和氧化反应器3的热解气化气品质、尾气中可燃气体浓度、温度以及压力,自动调节垃圾热解气化反应器1的垃圾进料量。通过上述的自动化监测反馈控制系统能够实现系统自动化运行。
44.进一步的,所述还原反应器2和氧化反应器3内部布置三层不同功能的板型氧载体,三层氧载体功能分别为:第一层氧载体针对裂解焦油、轻质烃及挥发性有机物进行催化转化;第二层氧载体针对大量还原性气体进行氧化;第三层高活性氧载体针对低浓度可燃气体的催化氧化。通过上述的多层板型氧载体能够实现不同的氧化及还原功能。
45.进一步的,固体燃料来源包括高湿、低热值生活垃圾或具有一定热值的工业垃圾或有机固体废弃物、污泥、医疗垃圾。
46.实施例2:一种高湿、低热值垃圾负碳排放和清洁热处置的方法,包括以下步骤:步骤一,垃圾热解气化阶段:将垃圾以及气化介质引入到垃圾热解气化反应器1中,生成垃圾热解气化气,再将其通入到化学链燃烧反应器的还原反应器2和氧化反应器3中;调节控制化学链燃烧反应器的高温尾气流量以及垃圾热解气化反应器内垃圾量与垃圾停留时间,调控垃圾热解气化气产气品质,实现高湿、低热值垃圾的稳定、高效热解气化,达到整个系统稳定安全运行的目的;步骤二,还原反应阶段:垃圾热解气化产生的合成气未经脱酸、脱硫和除尘净化工艺直接通入还原反应器
2中,与布置功能不同的三层板型氧载体,分别实现裂解焦油、轻质烃及挥发性有机物、大量还原性气体、低浓度可燃气体的分级高效转化,产物为高浓度的co2、h2o、低势氧载体,同时,减少二噁英、nox的产生;在氧载体还原过程中,通过流化气体气速控制可燃气在还原反应器2中的停留时间,提高燃料气各种组分的转化率,根据化学链燃烧反应器尾气出口气体组分,判定还原反应结束时间;反馈控制阀门切换后,首先通入co2吹扫,其次通入空气对氧载体进行氧化,此时,还原反应器2转变为氧化反应器;步骤三,氧化反应阶段:在氧化反应器3中,空气与低势氧载体发生氧化反应,实现氧载体的氧化再生;在氧化反应过程中,同时控制空气气体流速,控制低势氧载体的氧化程度,匹配还原反应时间;氧化反应结束后,首先通入氮气吹扫,其次通入垃圾热解气化产生的合成气,进行高势氧载体的还原反应;此时,氧化反应器3变为还原反应器;步骤四,co2富集过程:还原反应阶段产生的高纯度co2,一部分经冷凝后进入co2气罐18实现co2富集;步骤五,辅助气化以及余热利用:还原反应后产生的高温co2和h2o,一部分经高温高碳循环烟气管8进入垃圾热解气化反应器1,强化调控热解气化反应;同时此部分高温尾气为垃圾热解气化提供直接热源,减少外部热量输入,提高系统经济效益;氧化反应后的高温气体经换热器进行余热利用后,进入富空气气罐17;两路高温尾气的热量利用,实现了系统能量的分级高效利用;步骤六,自动化监测反馈控制:系统运行过程中,通过自动化监测反馈控制系统监测垃圾热解气化反应器1、还原反应器2和氧化反应器3三个反应器的热解气化气品质、尾气中可燃气体浓度、温度以及压力,实现对垃圾进料量的自动调节。
47.实施例3:基于本系统理念,已设计及建成1吨/天的生活垃圾化学链燃烧处置中试装置。
48.基于此系统,已完成垃圾热解气化气的并行床化学链燃烧实验。实验进行了20次氧化-还原循环实验,氧载体的活性组分主要为cu基以及fe基,填料量为100g,氧燃比为1.3,根据氧载体的动力学特性,特设计还原、吹扫、氧化、吹扫的时间分别为456s,126s,204s,126s,相应地,气体流量分别为1l/min,3l/min,3l/min,3l/min。
49.实验结果表明,化学链燃烧反应器尾气中co2峰值稳定,氧载体经历初期活化阶段并最终保持较高反应活性,ch4浓度峰值逐渐降低并持续低于1%。生活垃圾的化学链燃烧出之后,碳捕集效率可达90%以上,达到了较好的碳捕集效果,满足碳封存条件,实现生活垃圾的“负碳”处理。反应器运行稳定可靠。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1