蒸发室、电子设备以及蒸发室的制造方法与流程
蒸发室、电子设备以及蒸发室的制造方法
1.本申请是申请日为2018年09月28日、发明名称为“蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法”、申请号为201880076012.9(pct/jp2018/036261)的中国发明专利申请的分案申请。
技术领域
2.本公开的实施方式涉及具有密封有工作液的密封空间的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法。
背景技术:
3.在便携终端或平板电脑终端这样的移动终端等中使用的中央运算处理装置(cpu)或发光二极管(led)、功率半导体等伴随有发热的器件通过热导管等散热用部件而被冷却(例如,参照专利文献1~5)。近年,由于移动终端等的薄型化,也要求散热用部件的薄型化,与热导管相比能够进一步实现薄型化的蒸发室的开发正在推进。在蒸发室内封入有工作液,该工作液吸收器件的热并将其释放到外部,由此进行器件的冷却。
4.更具体来说,蒸发室内的工作液在接近器件的部分(蒸发部)中从器件受热而蒸发,从而成为蒸气,然后,蒸气在蒸气流路部中移动到离开蒸发部的位置而冷却,并且进行冷凝而成为液态。在蒸发室内,设有作为毛细管结构(中芯)的液体流路部,冷凝而成为液态的工作液从蒸气流路部进入液体流路部,在液体流路部中流动而被朝向蒸发部输送。然后,工作液再次在蒸发部中受热而蒸发。这样,工作液一边重复进行相变(即、蒸发和冷凝)一边在蒸发室内回流,由此使器件的热移动,提高了散热效率。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2015
‑
59693号公报
8.专利文献2:日本特开2015
‑
88882号公报
9.专利文献3:日本特开2016
‑
17702号公报
10.专利文献4:日本特开2016
‑
50682号公报
11.专利文献5:日本特开2016
‑
205693号公报
技术实现要素:
12.发明所要解决的课题
13.本公开的实施方式的目的在于,提供一种被改良的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法。
14.用于解决课题的手段
15.在本公开的实施方式中,作为第1解决手段,提供一种蒸发室,其封入有工作液,其中,
16.所述蒸发室具备:
17.第1金属片;
18.第2金属片,其层叠于所述第1金属片上;以及
19.设在所述第1金属片与所述第2金属片之间的密封空间,其具有供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
20.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
21.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
22.所述连接槽将对应的一对所述主流槽连通,
23.所述连接槽的宽度大于所述主流槽的宽度。
24.并且,在上述的第1解决手段的蒸发室中,可以是,
25.所述连接槽的深度比所述主流槽的深度更深。
26.另外,在上述的第1解决手段的蒸发室中,可以是,
27.所述主流槽包含:交叉部,其与所述连接槽连通;和主流槽主体部,其在所述第1方向上位于与所述交叉部不同的位置,并且所述主流槽主体部位于彼此相邻的一对所述液体流路凸部之间,所述主流槽的所述交叉部的深度比所述主流槽主体部的深度更深。
28.另外,在上述的第1解决手段的蒸发室中,可以是,
29.所述主流槽的所述交叉部的深度比所述连接槽的深度更深。
30.另外,在上述的第1解决手段的蒸发室中,可以是,
31.在所述液体流路凸部的角部设有带圆弧的弯曲部。
32.另外,在上述的第1解决手段的蒸发室中,可以是,
33.还具备突出到所述主流槽中的多个主流槽凸部。
34.另外,在上述的第1解决手段的蒸发室中,可以是,
35.所述主流槽凸部的横截面形成为弯曲状。
36.另外,在上述的第1解决手段的蒸发室中,可以是,
37.还具备突出到所述连接槽中的多个连接槽凸部。
38.另外,在上述的第1解决手段的蒸发室中,可以是,
39.所述连接槽凸部的横截面形成为弯曲状。
40.另外,在上述的第1解决手段的蒸发室中,可以是,
41.所述连接槽在与所述第1方向交叉的第2方向上排列。
42.另外,在上述的第1解决手段的蒸发室中,可以是,
43.所述第2金属片设置于所述第1金属片上,所述液体流路部设置于所述第1金属片的靠所述第2金属片侧的面上。
44.另外,在上述的第1解决手段的蒸发室中,可以是,
45.还具备介于所述第1金属片与所述第2金属片之间的第3金属片,所述蒸气流路部具有在所述第2金属片的靠所述第3金属片侧的面和所述第3金属片的靠所述第2金属片侧的面中的至少一方上设置的第2蒸气流路部,所述液体流路部设在所述第1金属片的靠所述第3金属片侧的面上,在所述第3金属片设有将所述第2蒸气流路部和所述液体流路部连通的连通部。
46.另外,在上述的第1解决手段的蒸发室中,可以是,
47.还具备介于所述第1金属片与所述第2金属片之间的第3金属片,所述第3金属片包含:设置于所述第1金属片侧的第1面;和设置于所述第2金属片侧的第2面,所述蒸气流路部设置于所述第3金属片的所述第2面,所述液体流路部设置于所述第3金属片的所述第1面,且与所述蒸气流路部连通。
48.另外,在本公开的实施方式中,作为第2解决手段,提供一种蒸发室,其封入有工作液,其中,
49.所述蒸发室具备:
50.第1金属片;
51.第2金属片,其设置在所述第1金属片上;以及
52.设在所述第1金属片与所述第2金属片之间的密封空间,其具有供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
53.所述液体流路部设置于所述第1金属片的靠所述第2金属片侧的面,
54.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
55.所述第2金属片具有多个主流槽凸部,所述多个主流槽凸部分别从所述第2金属片的靠所述第1金属片侧的面突出到所述第1金属片的所述主流槽中。
56.另外,在本公开的实施方式中,作为第3解决手段,提供一种蒸发室,其封入有工作液,其中,
57.所述蒸发室具备:
58.第1金属片;
59.第2金属片,其设置在所述第1金属片上;以及
60.设在所述第1金属片与所述第2金属片之间的密封空间,其具有供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
61.所述液体流路部设置于所述第1金属片的靠所述第2金属片侧的面,
62.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
63.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
64.所述连接槽将对应的一对所述主流槽连通,
65.所述第2金属片具有多个连接槽凸部,所述多个连接槽凸部分别从所述第2金属片的靠所述第1金属片侧的面突出到所述第1金属片的所述连接槽中。
66.另外,在本公开的实施方式中,作为第4解决手段,提供一种电子设备,其具备:外壳;收纳于所述外壳内的器件;以及与所述器件热接触的上述的蒸发室。
67.另外,在本公开的实施方式中,作为第5解决手段,提供一种蒸发室用金属片,其用于蒸发室,所述蒸发室具有封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
68.所述蒸发室用金属片具备:
69.第1面;和
70.设在所述第1面的相反侧的第2面,
71.在所述第1面上设有所述液体流路部,
72.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
73.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
74.所述连接槽将对应的一对所述主流槽连通,
75.所述连接槽的宽度大于所述主流槽的宽度。
76.另外,在本公开的实施方式中,作为第6解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
77.所述蒸发室的制造方法具备:
78.半蚀刻工序,通过半蚀刻在所述第1金属片的靠所述第2金属片侧的面上形成所述液体流路部;
79.接合工序,将所述第1金属片和所述第2金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
80.封入工序,将所述工作液封入所述密封空间中,
81.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
82.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
83.所述连接槽将对应的一对所述主流槽连通,
84.所述连接槽的宽度大于所述主流槽的宽度。
85.并且,在上述的第6解决手段的蒸发室中,可以是,
86.还具备:
87.通过半蚀刻在所述第2金属片的靠所述第1金属片侧的面和第3金属片的靠所述第2金属片侧的面中的至少一方上形成所述蒸气流路部的工序;和
88.形成第3金属片的工序,在所述第3金属片上设置有将所述蒸气流路部和所述液体流路部连通的连通部,
89.在所述接合工序中,所述第1金属片和所述第2金属片隔着所述第3金属片接合在一起。
90.另外,在本公开的实施方式中,作为第7解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,并且在所述第1金属片与所述第2金属片之间夹设有第3金属片,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
91.其中,
92.所述蒸发室的制造方法具备:
93.在所述第3金属片的靠所述第1金属片侧的面上形成所述液体流路部、并在所述第
3金属片的靠所述第2金属片侧的面上形成所述蒸气流路部的工序;
94.接合工序,将所述第1金属片和所述第2金属片隔着所述第3金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
95.封入工序,将所述工作液封入所述密封空间中,
96.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
97.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
98.所述连接槽将对应的一对所述主流槽连通,
99.所述连接槽的宽度大于所述主流槽的宽度。
100.另外,在本公开的实施方式中,作为第8解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
101.所述蒸发室的制造方法具备:
102.半蚀刻工序,通过半蚀刻在所述第1金属片的靠所述第2金属片侧的面上形成所述液体流路部;
103.接合工序,将所述第1金属片和所述第2金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
104.封入工序,将所述工作液封入所述密封空间中,
105.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
106.所述第2金属片具有多个主流槽凸部,所述多个主流槽凸部分别从所述第2金属片的靠所述第1金属片侧的面突出到所述第1金属片的所述主流槽中。
107.另外,在本公开的实施方式中,作为第9解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
108.所述蒸发室的制造方法具备:
109.半蚀刻工序,通过半蚀刻在所述第1金属片的靠所述第2金属片侧的面上形成所述液体流路部;
110.接合工序,将所述第1金属片和所述第2金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
111.封入工序,将所述工作液封入所述密封空间中,
112.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
113.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
114.所述连接槽将对应的一对所述主流槽连通,
115.所述第2金属片具有多个连接槽凸部,所述多个连接槽凸部分别从所述第2金属片的靠所述第1金属片侧的面突出到所述第1金属片的所述连接槽中。
116.在本公开的实施方式中,作为第10解决手段,提供一种蒸发室,其封入有工作液,其中,
117.所述蒸发室具备:
118.第1金属片,其具有由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域;
119.第2金属片,其层叠于所述第1金属片;以及
120.设在所述第1金属片与所述第2金属片之间的密封空间,其具有供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
121.所述液体流路部设置于所述第1金属片的靠所述第2金属片侧的面,
122.在所述直线区域中,所述液体流路部具有多个在相对于所述第1方向倾斜的方向上延伸的第1槽。
123.并且,在上述的第10解决手段的蒸发室中,可以是,
124.在所述直线区域中,所述液体流路部还具有多个第2槽,所述多个第2槽在相对于所述第1方向倾斜且与所述第1槽延伸的方向不同的方向上延伸。
125.另外,在上述的第10解决手段的蒸发室中,可以是,
126.一个所述第1槽与一个所述第2槽在一个交叉部处交叉。
127.另外,在上述的第10解决手段的蒸发室中,可以是,
128.在将穿过所述交叉部且在所述第1方向上延伸的直线作为基准线时,构成该交叉部的所述第1槽一边从所述基准线的一侧朝向另一侧行进一边向所述第1方向的一侧行进,构成该交叉部的所述第2槽一边从所述基准线的所述另一侧朝向所述一侧行进一边向所述第1方向的所述一侧行进。
129.另外,在上述的第10解决手段的蒸发室中,可以是,
130.所述第1槽和所述第2槽形成为关于所述基准线线对称。
131.另外,在上述的第10解决手段的蒸发室中,可以是,
132.所述液体流路部还具有由彼此相邻的一对所述第1槽和彼此相邻的一对所述第2槽包围的液体流路凸部,
133.在所述第1方向上排列的多个所述液体流路凸部的列构成为凸部列,
134.在与所述第1方向垂直的第2方向上观察时,在构成一方的所述凸部列的彼此相邻的所述液体流路凸部之间配置的所述交叉部与构成与该凸部列相邻的另一方的所述凸部列的所述液体流路凸部重合。
135.另外,在上述的第10解决手段的蒸发室中,可以是,
136.所述交叉部的深度比所述第1槽的深度和所述第2槽的深度更深。
137.另外,在上述的第10解决手段的蒸发室中,可以是,
138.还具备突出到所述第1槽中的多个第1槽凸部。
139.另外,在上述的第10解决手段的蒸发室中,可以是,
140.还具备突出到所述第2槽中的多个第2槽凸部。
141.另外,在本公开的实施方式中,作为第11解决手段,提供一种蒸发室,其封入有工
作液,其中,
142.所述蒸发室具备:
143.第1金属片,其具有由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域;
144.第2金属片,其层叠于所述第1金属片;以及
145.设在所述第1金属片与所述第2金属片之间的密封空间,其具有供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
146.所述液体流路部设置于所述第1金属片的靠所述第2金属片侧的面,
147.所述液体流路部具有由在所述第1方向上排列的多个液体流路凸部构成的凸部列,
148.在与所述第1方向垂直的第2方向上观察时,在所述直线区域中,在构成一方的所述凸部列的彼此相邻的所述液体流路凸部之间的区域,配置有构成与该凸部列相邻的另一方的所述凸部列的所述液体流路凸部,
149.所述液体流路凸部的平面形状为椭圆形或圆形。
150.另外,在上述的第11解决手段的蒸发室中,可以是,在彼此相邻的所述液体流路凸部之间,设有供液态的所述工作液通过的槽。
151.另外,在上述的第10解决手段或第11解决手段的蒸发室中,可以是,
152.所述第2金属片设在所述第1金属片上。
153.另外,在上述的第10解决手段或第11解决手段的蒸发室中,可以是,
154.还具备介于所述第1金属片与所述第2金属片之间的第3金属片,所述蒸气流路部具有在所述第2金属片的靠所述第3金属片侧的面和所述第3金属片的靠所述第2金属片侧的面中的至少一方上设置的第2蒸气流路部,所述液体流路部设在所述第1金属片的靠所述第3金属片侧的面上,在所述第3金属片设有将所述第2蒸气流路部和所述液体流路部连通的连通部。
155.另外,在本公开的实施方式中,作为第12解决手段,提供一种蒸发室,其封入有工作液,其中,
156.所述蒸发室具备:
157.第1金属片;
158.第2金属片,其层叠于所述第1金属片;
159.第3金属片,其介于所述第1金属片与所述第2金属片之间,且具有由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域;以及
160.设在所述第1金属片与所述第2金属片之间的密封空间,其具有供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
161.所述第3金属片包含:设置于所述第1金属片侧的第1面;和设置于所述第2金属片侧的第2面,
162.所述蒸气流路部设置于所述第3金属片的所述第2面,
163.所述液体流路部设置于所述第3金属片的所述第1面,且与所述蒸气流路部连通,
164.在所述直线区域中,所述液体流路部具有多个在相对于所述第1方向倾斜的方向上延伸的第1槽。
165.另外,在本公开的实施方式中,作为第13解决手段,提供一种蒸发室,其封入有工作液,其中,
166.所述蒸发室具备:
167.第1金属片;
168.第2金属片,其层叠于所述第1金属片;
169.第3金属片,其介于所述第1金属片与所述第2金属片之间,且具有由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域;以及
170.设在所述第1金属片与所述第2金属片之间的密封空间,其具有供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
171.所述第3金属片包含:设置于所述第1金属片侧的第1面;和设置于所述第2金属片侧的第2面,
172.所述蒸气流路部设置于所述第3金属片的所述第2面,
173.所述液体流路部设置于所述第3金属片的所述第1面,且与所述蒸气流路部连通,
174.所述液体流路部具有由在所述第1方向上排列的多个液体流路凸部构成的凸部列,
175.在与所述第1方向垂直的第2方向上观察时,在所述直线区域中,在构成一方的所述凸部列的彼此相邻的所述液体流路凸部之间的区域,配置有构成与该凸部列相邻的另一方的所述凸部列的所述液体流路凸部,
176.所述液体流路凸部的平面形状为椭圆形或圆形。
177.另外,在本公开的实施方式中,作为第14解决手段,提供一种电子设备,其具备:外壳;收纳于所述外壳内的器件;以及与所述器件热接触的上述的蒸发室。
178.另外,在本公开的实施方式中,作为第15解决手段,提供一种蒸发室用金属片,其用于蒸发室,所述蒸发室具有封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
179.所述蒸发室用金属片具备:
180.第1面;
181.设在所述第1面的相反侧的第2面;以及
182.由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域,
183.在所述第1面上设有所述液体流路部,
184.在所述直线区域中,所述液体流路部具有:多个第1槽,它们在相对于所述第1方向倾斜的方向上延伸;和
185.多个第2槽,它们在相对于所述第1方向倾斜且与所述第1槽延伸的方向不同的方向上延伸。
186.另外,在本公开的实施方式中,作为第16解决手段,提供一种蒸发室用金属片,其用于蒸发室,所述蒸发室具有封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
187.所述蒸发室用金属片具备:
188.第1面;
189.设在所述第1面的相反侧的第2面;以及
190.由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域,
191.在所述第1面上设有所述液体流路部,
192.所述液体流路部具有凸部列,所述凸部列构成了在所述第1方向上排列的多个液体流路凸部,
193.在与所述第1方向垂直的第2方向上观察时,在所述直线区域中,在构成一方的所述凸部列的彼此相邻的所述液体流路凸部之间的区域,配置有构成与该凸部列相邻的另一方的所述凸部列的所述液体流路凸部,
194.所述液体流路凸部的平面形状为椭圆形或圆形。
195.另外,在本公开的实施方式中,作为第17解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
196.所述蒸发室的制造方法具备:
197.半蚀刻工序,通过半蚀刻在所述第1金属片的靠所述第2金属片侧的面上形成所述液体流路部,并且形成由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域;
198.接合工序,将所述第1金属片和所述第2金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
199.封入工序,将所述工作液封入所述密封空间中,
200.在所述直线区域中,所述液体流路部具有多个在相对于所述第1方向倾斜的方向上延伸的第1槽。
201.另外,在本公开的实施方式中,作为第18解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
202.所述蒸发室的制造方法具备:
203.半蚀刻工序,通过半蚀刻在所述第1金属片的靠所述第2金属片侧的面上形成所述液体流路部,并且形成由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域;
204.接合工序,将所述第1金属片和所述第2金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
205.封入工序,将所述工作液封入所述密封空间中,
206.所述液体流路部具有凸部列,所述凸部列构成了在所述第1方向上排列的多个液体流路凸部,
207.在与所述第1方向垂直的第2方向上观察时,在所述直线区域中,在构成一方的所述凸部列的彼此相邻的所述液体流路凸部之间的区域,配置有构成与该凸部列相邻的另一方的所述凸部列的所述液体流路凸部,
208.所述液体流路凸部的平面形状为椭圆形或圆形。
209.另外,在上述的第17解决手段或第18解决手段的蒸发室的制造方法中,可以是,
210.还具备:
211.通过半蚀刻在所述第2金属片的靠所述第1金属片侧的面和第3金属片的靠所述第
2金属片侧的面中的至少一方上形成所述蒸气流路部的工序;和
212.形成第3金属片的工序,在所述第3金属片上设置有将所述蒸气流路部和所述液体流路部连通的连通部,
213.在所述接合工序中,所述第1金属片和所述第2金属片隔着所述第3金属片接合在一起。
214.另外,在本公开的实施方式中,作为第19解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,并且在所述第1金属片与所述第2金属片之间夹设有第3金属片,其中,
215.所述蒸发室的制造方法具备:
216.在所述第3金属片的靠所述第1金属片侧的面上形成所述液体流路部,在所述第3金属片的靠所述第2金属片侧的面上形成所述蒸气流路部,并且形成由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域的工序;
217.接合工序,将所述第1金属片和所述第2金属片隔着所述第3金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
218.封入工序,将所述工作液封入所述密封空间中,
219.在所述直线区域中,所述液体流路部具有多个在相对于所述第1方向倾斜的方向上延伸的第1槽。
220.另外,在本公开的实施方式中,作为第20解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,并且在所述第1金属片与所述第2金属片之间夹设有第3金属片,其中,
221.所述蒸发室的制造方法具备:
222.在所述第3金属片的靠所述第1金属片侧的面上形成所述液体流路部,在所述第3金属片的靠所述第2金属片侧的面上形成所述蒸气流路部,并且形成由在第1方向上延伸的一对外缘限定的呈直线状延伸的直线区域的工序;
223.接合工序,将所述第1金属片和所述第2金属片隔着所述第3金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
224.封入工序,将所述工作液封入所述密封空间中,
225.所述液体流路部具有凸部列,所述凸部列构成了在所述第1方向上排列的多个液体流路凸部,
226.在与所述第1方向垂直的第2方向上观察时,在所述直线区域中,在构成一方的所述凸部列的彼此相邻的所述液体流路凸部之间的区域,配置有构成与该凸部列相邻的另一方的所述凸部列的所述液体流路凸部,
227.所述液体流路凸部的平面形状为椭圆形或圆形。
228.在本公开的实施方式中,作为第21解决手段,提供一种蒸发室,其封入有工作液,其中,
229.所述蒸发室具备:
230.第1金属片;
231.第2金属片,其层叠于所述第1金属片;以及
232.设在所述第1金属片与所述第2金属片之间的密封空间,其具有供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
233.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
234.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
235.各个所述连接槽将对应的一对所述主流槽连通,
236.在多个所述主流槽中包含一个基准主流槽,
237.多个所述连接槽包含:第1连接槽,其相对于所述基准主流槽配置于一侧;和第2连接槽,其相对于所述基准主流槽配置于另一侧,
238.所述第1连接槽以一边朝向所述基准主流槽行进一边向所述第1方向的一侧行进的方式在相对于所述第1方向倾斜的方向上延伸,
239.所述第2连接槽以一边朝向所述基准主流槽行进一边向所述第1方向的所述一侧行进的方式在相对于所述第1方向倾斜的方向上延伸。
240.并且,在上述的第21解决手段的蒸发室中,可以是,
241.所述第1连接槽和所述第2连接槽形成为关于所述基准主流槽线对称。
242.另外,在上述的第21解决手段的蒸发室中,可以是,
243.所述第1连接槽在所述第1连接槽延伸的方向上排列,所述第2连接槽在所述第2连接槽延伸的方向上排列。
244.另外,在上述的第21解决手段的蒸发室中,可以是,
245.所述连接槽的宽度大于所述主流槽的宽度。
246.另外,在上述的第21解决手段的蒸发室中,可以是,
247.所述连接槽的深度比所述主流槽的深度更深。
248.另外,在上述的第21解决手段的蒸发室中,可以是,
249.所述主流槽包含:交叉部,其与所述连接槽连通;和主流槽主体部,其在所述第1方向上位于与所述交叉部不同的位置,并且所述主流槽主体部位于彼此相邻的一对所述液体流路凸部之间,所述主流槽的所述交叉部的深度比所述主流槽主体部的深度更深。
250.另外,在上述的第21解决手段的蒸发室中,可以是,
251.所述主流槽的所述交叉部的深度比所述连接槽的深度更深。
252.另外,在上述的第21解决手段的蒸发室中,可以是,
253.在所述液体流路凸部的角部设有带圆弧的弯曲部。
254.另外,在上述的第21解决手段的蒸发室中,可以是,
255.还具备突出到所述主流槽中的多个主流槽凸部。
256.另外,在上述的第21解决手段的蒸发室中,可以是,
257.所述主流槽凸部的横截面形成为弯曲状。
258.另外,在上述的第21解决手段的蒸发室中,可以是,
259.还具备突出到所述连接槽中的多个连接槽凸部。
260.另外,在上述的第21解决手段的蒸发室中,可以是,所述连接槽凸部的横截面形成
为弯曲状。
261.另外,在上述的第21解决手段的蒸发室中,可以是,
262.所述第2金属片设置于所述第1金属片上,所述液体流路部设置于所述第1金属片的靠所述第2金属片侧的面上。
263.另外,在上述的第21解决手段的蒸发室中,可以是,
264.还具备介于所述第1金属片与所述第2金属片之间的第3金属片,所述蒸气流路部具有在所述第2金属片的靠所述第3金属片侧的面和所述第3金属片的靠所述第2金属片侧的面中的至少一方上设置的第2蒸气流路部,所述液体流路部设在所述第1金属片的靠所述第3金属片侧的面上,在所述第3金属片设有将所述第2蒸气流路部和所述液体流路部连通的连通部。
265.另外,在上述的第21解决手段的蒸发室中,可以是,
266.还具备介于所述第1金属片与所述第2金属片之间的第3金属片,所述第3金属片包含:设置于所述第1金属片侧的第1面;和设置于所述第2金属片侧的第2面,所述蒸气流路部设置于所述第3金属片的所述第2面,所述液体流路部设置于所述第3金属片的所述第1面,且与所述蒸气流路部连通。
267.另外,在本公开的实施方式中,作为第22解决手段,提供一种电子设备,其具备:外壳;收纳于所述外壳内的器件;以及与所述器件热接触的上述的蒸发室。
268.另外,在本公开的实施方式中,作为第23解决手段,提供一种蒸发室用金属片,其用于蒸发室,所述蒸发室具有封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,其中,
269.所述蒸发室用金属片具备:
270.第1面;和
271.设在所述第1面的相反侧的第2面,
272.在所述第1面上设有所述液体流路部,
273.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
274.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
275.各个所述连接槽将对应的一对所述主流槽连通,
276.在多个所述主流槽中包含一个基准主流槽,
277.多个所述连接槽包含:第1连接槽,其相对于所述基准主流槽配置于一侧;和第2连接槽,其相对于所述基准主流槽配置于另一侧,
278.所述第1连接槽以一边朝向所述基准主流槽行进一边向所述第1方向的一侧行进的方式在相对于所述第1方向倾斜的方向上延伸,
279.所述第2连接槽以一边朝向所述基准主流槽行进一边向所述第1方向的所述一侧行进的方式在相对于所述第1方向倾斜的方向上延伸。
280.另外,在本公开的实施方式中,作为第24解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
其中,
281.所述蒸发室的制造方法具备:
282.半蚀刻工序,通过半蚀刻在所述第1金属片的靠所述第2金属片侧的面上形成所述液体流路部;
283.接合工序,将所述第1金属片和所述第2金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
284.封入工序,将所述工作液封入所述密封空间中,
285.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态的所述工作液通过,
286.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
287.各个所述连接槽将对应的一对所述主流槽连通,
288.在多个所述主流槽中包含一个基准主流槽,
289.多个所述连接槽包含:第1连接槽,其相对于所述基准主流槽配置于一侧;和第2连接槽,其相对于所述基准主流槽配置于另一侧,
290.所述第1连接槽以一边朝向所述基准主流槽行进一边向所述第1方向的一侧行进的方式在相对于所述第1方向倾斜的方向上延伸,
291.所述第2连接槽以一边朝向所述基准主流槽行进一边向所述第1方向的所述一侧行进的方式在相对于所述第1方向倾斜的方向上延伸。
292.另外,在上述的第24解决手段的蒸发室的制造方法中,可以是,
293.还具备:
294.通过半蚀刻在所述第2金属片的靠所述第1金属片侧的面和第3金属片的靠所述第2金属片侧的面中的至少一方上形成所述蒸气流路部的工序;和
295.形成第3金属片的工序,在所述第3金属片上设置有将所述蒸气流路部和所述液体流路部连通的连通部,
296.在所述接合工序中,所述第1金属片和所述第2金属片隔着所述第3金属片接合在一起。
297.另外,在本公开的实施方式中,作为第25解决手段,提供一种蒸发室的制造方法,所述蒸发室具有设在第1金属片与第2金属片之间的封入有工作液的密封空间,并且在所述第1金属片与所述第2金属片之间夹设有第3金属片,所述密封空间包含供所述工作液的蒸气通过的蒸气流路部和供液态的所述工作液通过的液体流路部,
298.其中,
299.所述蒸发室的制造方法具备:
300.在所述第3金属片的靠所述第1金属片侧的面上形成所述液体流路部、并在所述第3金属片的靠所述第2金属片侧的面上形成所述蒸气流路部的工序;
301.接合工序,将所述第1金属片和所述第2金属片隔着所述第3金属片接合在一起,在所述第1金属片与所述第2金属片之间形成所述密封空间;以及
302.封入工序,将所述工作液封入所述密封空间中,
303.所述液体流路部具有多个主流槽,所述多个主流槽分别在第1方向上延伸,供液态
的所述工作液通过,
304.在彼此相邻的一对所述主流槽之间设置有凸部列,所述凸部列包含有在所述第1方向上隔着连接槽排列的多个液体流路凸部,
305.各个所述连接槽将对应的一对所述主流槽连通,
306.在多个所述主流槽中包含一个基准主流槽,
307.多个所述连接槽包含:第1连接槽,其相对于所述基准主流槽配置于一侧;和第2连接槽,其相对于所述基准主流槽配置于另一侧,
308.所述第1连接槽以一边朝向所述基准主流槽行进一边向所述第1方向的一侧行进的方式在相对于所述第1方向倾斜的方向上延伸,
309.所述第2连接槽以一边朝向所述基准主流槽行进一边向所述第1方向的所述一侧行进的方式在相对于所述第1方向倾斜的方向上延伸。
310.另外,在本公开的实施方式中,作为第26解决手段,提供一种蒸发室,其封入有工作液,其中,
311.所述蒸发室具备:
312.第1金属片;和
313.第2金属片,其层叠于所述第1金属片,
314.在所述第1金属片和所述第2金属片中的至少一方形成有蒸气流路凹部,所述蒸气流路凹部包含多个分别供所述工作液的蒸气通过的蒸气通路,
315.在所述第1金属片和所述第2金属片中的至少一方形成有供液态的所述工作液通过的液体流路部,
316.在所述第1金属片和所述第2金属片中的至少一方形成有注入液态的所述工作液的注入流路凹部,
317.所述注入流路凹部的宽度大于所述蒸气通路的宽度。
318.并且,在上述的第26解决手段的蒸发室中,可以是,
319.在所述注入流路凹部中突出设置有多个支柱。
320.另外,在上述的第26解决手段的蒸发室中,可以是,
321.在所述注入流路凹部形成有凿紧区域,所述凿紧区域具有多个突起。
322.另外,在上述的第26解决手段的蒸发室中,可以是,
323.所述注入流路凹部的宽度为所述蒸气通路的宽度的1.5倍以上。
324.另外,在上述的第26解决手段的蒸发室中,可以是,
325.所述注入流路凹部的深度比所述蒸气通路的深度更深。
326.另外,在上述的第26解决手段的蒸发室中,可以是,
327.所述液体流路部具有:互相平行地延伸的多个主流槽;和将相邻的所述主流槽彼此连接的连接槽。
328.另外,在上述的第26解决手段的蒸发室中,可以是,
329.以被所述主流槽和所述连接槽包围的方式形成有凸部,多个所述凸部在俯视时呈交错状配置。
330.另外,在上述的第26解决手段的蒸发室中,可以是,
331.所述第2金属片设在所述第1金属片上。
332.另外,在上述的第26解决手段的蒸发室中,可以是,
333.还具备介于所述第1金属片与所述第2金属片之间的第3金属片,
334.所述蒸气流路凹部形成于所述第1金属片和所述第2金属片中的一方,并且,所述液体流路部形成于另一方,
335.在所述第3金属片上设置有将所述蒸气流路凹部和所述液体流路部连通连通部。
336.另外,在本公开的实施方式中,作为第27解决手段,提供一种蒸发室,其封入有工作液,其中,
337.所述蒸发室具备:
338.第1金属片;
339.第2金属片,其层叠于所述第1金属片;以及
340.第3金属片,其介于所述第1金属片与所述第2金属片之间,
341.所述第3金属片包含:设置于所述第1金属片侧的第1面;和设置于所述第2金属片侧的第2面,
342.在所述第3金属片的所述第1面和所述第2面中的至少一方形成有蒸气流路部,所述蒸气流路部包含多个分别供所述工作液的蒸气通过的蒸气通路,
343.在所述第3金属片的所述第1面和所述第2面中的至少一方形成有供液态的所述工作液通过的液体流路部,
344.在所述第3金属片的所述第1面和所述第2面中的至少一方形成有注入液态的所述工作液的注入流路部,
345.所述注入流路部的宽度大于所述蒸气通路的宽度。
346.另外,在本公开的实施方式中,作为第28解决手段,提供一种电子设备,其具备:外壳;收纳于所述外壳内的器件;以及与所述器件热接触的上述的蒸发室。
347.另外,在本公开的实施方式中,作为第29解决手段,提供一种蒸发室用金属片,其用于蒸发室,在所述蒸发室中封入有工作液,其中,
348.所述蒸发室用金属片具备:
349.第1面;和
350.设在所述第1面的相反侧的第2面,
351.在所述第1面上形成有蒸气流路凹部,所述蒸气流路凹部包含多个供所述工作液的蒸气通过的蒸气通路,
352.在所述第1面上形成有注入液态的所述工作液的注入流路凹部,所述注入流路凹部的宽度大于所述蒸气通路的宽度。
353.另外,在本公开的实施方式中,作为第30解决手段,提供一种蒸发室,其封入有工作液,其中,
354.所述蒸发室具备:
355.第1金属片;和
356.第2金属片,其层叠于所述第1金属片,
357.在所述第1金属片和所述第2金属片中的至少一方形成有供所述工作液的蒸气通过的蒸气流路部,
358.在所述第1金属片和所述第2金属片中的至少一方形成有供液态的所述工作液通
过的液体流路部,
359.在所述第1金属片上,沿着所述第1金属片的周缘形成有供液态的所述工作液通过的第1周缘液体流路部,
360.所述第1周缘液体流路部以遍及所述第1金属片的整周的方式形成。
361.并且,在上述的第30解决手段的蒸发室中,可以是,
362.在所述第2金属片上,沿着所述第2金属片的周缘形成有供液态的所述工作液通过的第2周缘液体流路部,
363.所述第1周缘液体流路部的至少一部分和所述第2周缘液体流路部的至少一部分互相重合。
364.另外,在上述的第30解决手段的蒸发室中,可以是,
365.所述第1周缘液体流路部的宽度和所述第2周缘液体流路部的宽度互不相同。
366.另外,在上述的第30解决手段的蒸发室中,可以是,
367.所述第2金属片具有经由导通部与所述蒸气流路部连通的注入流路凹部,所述第2周缘液体流路部以遍及所述第2金属片的除了所述导通部之外的周缘的整个区域的方式形成。
368.另外,在上述的第30解决手段的蒸发室中,可以是,
369.所述第1周缘液体流路部具有:互相平行地延伸的多个主流槽;和将相邻的所述主流槽彼此连接的连接槽。
370.另外,在上述的第30解决手段的蒸发室中,可以是,
371.以被所述主流槽和所述连接槽包围的方式形成有凸部,多个所述凸部在俯视时呈交错状配置。
372.另外,在上述的第30解决手段的蒸发室中,可以是,
373.所述第2金属片设在所述第1金属片上。
374.另外,在上述的第30解决手段的蒸发室中,可以是,
375.还具备介于所述第1金属片与所述第2金属片之间的第3金属片,
376.所述蒸气流路部形成于所述第2金属片,
377.所述液体流路部形成于所述第1金属片,
378.在所述第3金属片上设置有将所述蒸气流路部和所述液体流路部连通的连通部。
379.另外,在本公开的实施方式中,作为第31解决手段,提供一种蒸发室,其封入有工作液,其中,
380.所述蒸发室具备:
381.第1金属片;
382.第2金属片,其层叠于所述第1金属片;以及
383.第3金属片,其介于所述第1金属片与所述第2金属片之间,
384.所述第3金属片包含:设置于所述第1金属片侧的第1面;和设置于所述第2金属片侧的第2面,
385.在所述第3金属片的所述第1面和所述第2面中的至少一方形成有分别供所述工作液的蒸气通过的蒸气流路部,
386.在所述第3金属片的所述第1面和所述第2面中的至少一方形成有供液态的所述工
作液通过的液体流路部,
387.在所述第3金属片的所述第1面,沿着所述第3金属片的周缘形成有供液态的所述工作液通过的第3周缘液体流路部,
388.所述第3周缘液体流路部以遍及所述第3金属片的整周的方式形成。
389.另外,在本公开的实施方式中,作为第32解决手段,提供一种电子设备,其具备:外壳;收纳于所述外壳内的器件;以及与所述器件热接触的上述的蒸发室。
390.另外,在本公开的实施方式中,作为第33解决手段,提供一种蒸发室用金属片,其用于蒸发室,在所述蒸发室中封入有工作液,其中,
391.所述蒸发室用金属片具备:
392.第1面;和
393.设在所述第1面的相反侧的第2面,
394.在所述第1面上,沿着所述第1面的周缘形成有供液态的所述工作液通过的第1周缘液体流路部,
395.所述第1周缘液体流路部遍及所述第1面的整周地形成。
附图说明
396.图1是说明第1实施方式的电子设备的示意立体图。
397.图2是示出第1实施方式的蒸发室的俯视图。
398.图3是示出图2的蒸发室的沿a
‑
a线的剖视图。
399.图4是图2的下侧金属片的俯视图。
400.图5是图2的上侧金属片的仰视图。
401.图6是示出图4的液体流路部的放大俯视图。
402.图7是在沿图6的b
‑
b线的截面中追加上侧金属片的上侧流路壁部并示出的剖视图。
403.图8是在沿图6的c
‑
c线的截面中追加上侧金属片的上侧流路壁部并示出的剖视图。
404.图9是在沿图6的d
‑
d线的截面中追加上侧金属片的上侧流路壁部并示出的剖视图。
405.图10是用于在第1实施方式的蒸发室的制造方法中说明下侧金属片的准备工序的图。
406.图11是用于在第1实施方式的蒸发室的制造方法中说明下侧金属片的第1半蚀刻工序的图。
407.图12是用于在第1实施方式的蒸发室的制造方法中说明下侧金属片的第2半蚀刻工序的图。
408.图13是用于在第1实施方式的蒸发室的制造方法中说明临时固定工序的图。
409.图14是用于在第1实施方式的蒸发室的制造方法中说明永久接合工序的图。
410.图15是用于在第1实施方式的蒸发室的制造方法中说明工作液的封入工序的图。
411.图16是示出图6所示的液体流路凸部的变形例的俯视图。
412.图17是示出图3的其它变形例的图。
413.图18是示出第2实施方式的蒸发室中的主流槽凸部的放大剖视图,并且是与图7对应的图。
414.图19是示出第2实施方式的蒸发室中的连接槽凸部的放大剖视图,并且是与图8对应的图。
415.图20是示出第3实施方式的蒸发室的剖视图。
416.图21是图20的上侧金属片的仰视图。
417.图22是图20的中间金属片的俯视图。
418.图23是示出图20的蒸发室的变形例的剖视图。
419.图24是在图20所示的蒸发室的变形例中示出主流槽凸部的放大剖视图。
420.图25是在图20所示的蒸发室的变形例中示出连接槽凸部的放大剖视图。
421.图26是示出第4实施方式的蒸发室的剖视图。
422.图27是图26的中间金属片的俯视图。
423.图28是示出第5实施方式的蒸发室的剖视图。
424.图29是图28的中间金属片的仰视图。
425.图30是图28的中间金属片的俯视图。
426.图31是示出图28的蒸发室的变形例的剖视图。
427.图32是在图28所示的蒸发室的变形例中示出主流槽凸部的放大剖视图。
428.图33是在图28所示的蒸发室的变形例中示出连接槽凸部的放大剖视图。
429.图34是示出第6实施方式的蒸发室的液体流路部的放大俯视图。
430.图35是将图34的液体流路部进一步放大后示出的放大俯视图。
431.图36是在沿图35的e
‑
e线的截面中追加上侧金属片的上侧流路壁部并示出的剖视图。
432.图37是在沿图35的f
‑
f线的截面中追加上侧金属片的上侧流路壁部并示出的剖视图。
433.图38是示出第7实施方式的蒸发室中的第1槽凸部的放大剖视图,并且是与图36对应的图。
434.图39是示出第7实施方式的蒸发室中的第2槽凸部的放大剖视图,并且是与图37对应的图。
435.图40是示出第8实施方式的蒸发室中的液体流路部的放大俯视图。
436.图41是示出第9实施方式的蒸发室的液体流路部的放大俯视图。
437.图42是将图41的液体流路部进一步放大后示出的放大俯视图。
438.图43是示出第10实施方式的蒸发室的俯视图。
439.图44是示出图43的蒸发室的沿g
‑
g线的剖视图。
440.图45是示出图43的蒸发室的下侧金属片的俯视图。
441.图46是示出图43的蒸发室的上侧金属片的仰视图。
442.图47是示出图45的下侧金属片的下侧注入突出部的放大俯视图。
443.图48是示出图47的下侧金属片的下侧注入突出部的沿h
‑
h线的剖视图。
444.图49是示出图45的液体流路部的放大俯视图。
445.图50是在沿图49的i
‑
i线的截面中追加上侧金属片并示出的剖视图。
446.图51是示出图49的液体流路部的变形例的放大俯视图。
447.图52a是与图52b和图52c一起示出第10实施方式的蒸发室的制造方法(前半)的图。
448.图52b是与图52a和图52c一起示出第10实施方式的蒸发室的制造方法(前半)的图。
449.图52c是与图52a和图52b一起示出第10实施方式的蒸发室的制造方法(前半)的图。
450.图53a是与图53b和图53c一起示出第10实施方式的蒸发室的制造方法(后半)的图。
451.图53b是与图53a和图53c一起示出第10实施方式的蒸发室的制造方法(后半)的图。
452.图53c是与图53a和图53b一起示出第10实施方式的蒸发室的制造方法(后半)的图。
453.图54是示出图44的蒸发室的一个变形例的图。
454.图55是示出图48的下侧注入突出部的其它变形例的图。
455.图56是示出图48的下侧注入突出部的其它变形例的图。
456.图57是第11实施方式的蒸发室的上侧金属片的仰视图。
457.图58是第11实施方式的蒸发室的中间金属片的俯视图。
458.图59是示出图58的中间金属片的变形例的图。
459.图60是第12实施方式的蒸发室的中间金属片的仰视图。
460.图61是第12实施方式的蒸发室的中间金属片的俯视图。
461.图62是示出第13实施方式的蒸发室的俯视图。
462.图63是示出图62的蒸发室的沿j
‑
j线的剖视图。
463.图64是图62的蒸发室的下侧金属片的俯视图。
464.图65是图62的蒸发室的上侧金属片的仰视图。
465.图66是示出图64的蒸发室的液体流路部和周缘液体流路部的放大俯视图。
466.图67是在沿图66的k
‑
k线的截面中追加上侧金属片并示出的剖视图。
467.图68是示出图66的液体流路部和周缘液体流路部的变形例的放大俯视图。
468.图69是示出图66的液体流路部和周缘液体流路部的其它变形例的放大俯视图。
469.图70是示出图62的蒸发室的一个变形例的图。
470.图71是示出图62的蒸发室的其它变形例的图。
471.图72是示出图63的蒸发室的其它变形例的图。
472.图73是示出图63的蒸发室的其它变形例(变形例4)的图。
473.图74是示出图62的蒸发室的其它变形例(变形例5)的图。
474.图75是示出图62的蒸发室的其它变形例(变形例6)的图。
475.图76是示出图62的蒸发室的其它变形例(变形例7)的图。
476.图77是示出第14实施方式的蒸发室的剖视图。
477.图78是图77的上侧金属片的仰视图。
478.图79是图77的中间金属片的俯视图。
479.图80是图77的中间金属片的仰视图。
480.图81是示出第15实施方式的蒸发室的剖视图。
481.图82是图81的中间金属片的俯视图。
482.图83是图81的中间金属片的仰视图。
483.图84是图84的下侧金属片的俯视图。
484.图85是示出图81的蒸发室的变形例的剖视图。
具体实施方式
485.以下,参照附图,对本发明的实施方式进行说明。并且,在本说明书所附的附图中,为了便于图示和理解,根据实物适当地变更比例和纵横的尺寸比等而夸张地示出。
486.另外,关于在本说明书中使用的对形状或几何学的条件和物理特性以及它们的程度进行指定的例如“平行”、“垂直”、“相同”等术语、以及长度、角度和物理特性的值等,并不限定于严格的含义,而是包含可期待同样功能的程度的范围来进行解释。另外,在附图中,为了明确,规则地记载了能够期待相同功能的多个部分的形状,但并不限定于严格的含义,在能够期待该功能的范围内,该部分的形状可以互不相同。另外,在附图中,为了方便,仅以直线示出了表示部件彼此的接合面等的边界线,但并不限定于是严格的直线,在能够期待所希望的接合性能的范围内,该边界线的形状为任意。
487.(第1实施方式)
488.通常的蒸发室中的液体流路部具有多个在第1方向上延伸的主流槽。在蒸气流路部中由蒸气冷凝成的液态的工作液通过在与第1方向交叉的第2方向上延伸的多个连接槽而进入主流槽,受到主流槽的毛细管作用而获得朝向蒸发部的推进力。这样,工作液朝向蒸发部而在主流槽内通过。另外,工作液能够通过多个连接槽在相邻的主流槽彼此之间往来。这样,在液体流路部中,多个主流槽和多个连接槽形成为格子状,工作液在液体流路部内均等地遍及。
489.可是,在由蒸气冷凝成的工作液难以顺畅地通过连接槽的情况下,工作液难以进入接近蒸气流路部的一侧的主流槽或远离该蒸气流路部的一侧的主流槽,工作液的相对于主流槽的进入量降低。这种情况下,会产生这样的问题:工作液的朝向蒸发部的输送量降低,从而使得热输送效率降低。
490.第1实施方式是考虑这样的问题而完成的,其目的在于提供能够提高液态的工作液的输送功能从而提高热输送效率的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法。
491.本实施方式和后述的第2实施方式~第5实施方式主要对应于以下的第1解决手段~第9解决手段。以下,利用附图对本实施方式进行说明。
492.利用图1~图17,对本发明的第1实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。本实施方式中的蒸发室1是为了对作为收纳于电子设备e中的发热体的器件d进行冷却而搭载于电子设备e的装置。作为器件d的例子,可以列举出在便携终端或平板电脑终端这样的移动终端等中使用的中央运算处理装置(cpu)、发光二极管(led)、功率半导体等伴随有发热的电子器件(被冷却装置)。
493.在此,首先,对于搭载本实施方式的蒸发室1的电子设备e,以平板电脑终端为例进
行说明。如图1所示,电子设备e(平板电脑终端)具备外壳h、收纳于外壳h内的器件d、以及蒸发室1。在图1所示的电子设备e中,在外壳h的前表面设有触摸面板显示器td。蒸发室1被收纳于外壳h内,且被配置成与器件d热接触。由此,蒸发室1能够接受在使用电子设备e时由器件d产生的热。蒸发室1接受的热经由后述的工作液2释放到蒸发室1的外部。这样,器件d被有效地冷却。在电子设备e是平板电脑终端的情况下,器件d相当于中央运算处理装置等。
494.接下来,对本实施方式的蒸发室1进行说明。蒸发室1具有封入有工作液2的密封空间3,密封空间3内的工作液2重复进行相变,由此,有效地冷却了上述的电子设备e的器件d。
495.蒸发室1形成为大致较薄的平板状。蒸发室1的平面形状为任意,可以是图2所示那样的矩形状。这种情况下,蒸发室1具有构成平面外轮廓的4个直线状的外缘1x、1y。其中的2个外缘1x以沿着后述的第1方向x的方式形成,剩余的2个外缘1y以沿着后述的第2方向y的方式形成。蒸发室1的平面形状可以是例如一条边为1cm且另一条边为3cm的长方形,也可以是各边为15cm的正方形,蒸发室1的平面尺寸为任意。另外,蒸发室1的平面形状不限于矩形状,也可以是圆形状、椭圆形状、l字形状、t字形状等任意的形状。并且,对于图2~图5所示的直线区域10r、20r和外缘10x、10y、20x、20y,在后述的第6实施方式中进行说明。
496.如图2和图3所示,蒸发室1具备:下侧金属片10(第1金属片、蒸发室用金属片);和层叠于下侧金属片10的上侧金属片20(第2金属片、蒸发室用金属片)。在本实施方式中,上侧金属片20设在下侧金属片10上。下侧金属片10具有:上表面10a(第1面);和设在上表面10a的相反侧的下表面10b(第2面)。上侧金属片20具有:与下侧金属片10的上表面10a(上侧金属片20侧的面)重合的下表面20a(下侧金属片10侧的面);和设在下表面20a的相反侧的上表面20b。作为冷却对象物的器件d被安装于下侧金属片10的下表面10b(特别是后述的蒸发部11的下表面)。
497.在下侧金属片10与上侧金属片20之间,形成有封入有工作液2的密封空间3。在本实施方式中,密封空间3具有:主要供工作液2的蒸气通过的蒸气流路部80(后述的下侧蒸气流路凹部12和上侧蒸气流路凹部21);和主要供液态的工作液2通过的液体流路部30。作为工作液2的例子,可以列举出纯水、乙醇、甲醇、丙醇等。
498.下侧金属片10和上侧金属片20通过后述的扩散接合而接合在一起。在图2和图3所示的形态中,关于下侧金属片10和上侧金属片20,示出了在俯视时均形成为矩形状的例子,但不限于此。在此,俯视是指从与蒸发室1的从器件d受热的面(下侧金属片10的下表面10b)和释放所受到的热的面(上侧金属片20的上表面20b)垂直的方向进行观察的状态,例如与从上方观察蒸发室1的状态(参照图2)、或从下方观察蒸发室1的状态相当。
499.并且,在蒸发室1被设置于移动终端内的情况下,根据移动终端的姿势,下侧金属片10和上侧金属片20的上下关系也可能改变。可是,在本实施方式中,为了方便,以如下状态进行说明:将从器件d受热的金属片称作下侧金属片10,将释放所受到的热的金属片称作上侧金属片20,下侧金属片10被配置于下侧,上侧金属片20被配置于上侧。
500.如图4所示,下侧金属片10具有:蒸发部11,其使工作液2蒸发而生成蒸气;和下侧蒸气流路凹部12(第1蒸气流路凹部、第1蒸气流路部),其设置于上表面10a,且在俯视时形成为矩形状。其中,下侧蒸气流路凹部12构成了上述的密封空间3的一部分,并且构成为主要供在蒸发部11生成的蒸气通过。
501.蒸发部11配置在该下侧蒸气流路凹部12内,下侧蒸气流路凹部12内的蒸气向远离
蒸发部11的方向扩散,大部分蒸气被朝向温度比较低的周缘部输送。并且,蒸发部11是从安装于下侧金属片10的下表面10b的器件d受热而使密封空间3内的工作液2蒸发的部分。因此,术语“蒸发部11”并不是作为限于与器件d重合的部分的概念来使用的,而是作为还包含如下部分在内的概念来使用的:该部分即使不与器件d重合,也能够使工作液2蒸发。在此,蒸发部11能够设置于下侧金属片10的任意部位,在图2和图4中示出了设置于下侧金属片10的中央部的例子。这种情况下,能够与设置有蒸发室1的移动终端的姿势无关地实现蒸发室1的动作的稳定化。
502.在本实施方式中,如图3和图4所示,在下侧金属片10的下侧蒸气流路凹部12内,设有从下侧蒸气流路凹部12的底面12a(后述)向上方(与底面12a垂直的方向)突出的多个下侧流路壁部13(第1流路壁部、第1流路突出部)。在本实施方式中,示出了这样的例子:下侧流路壁部13沿着蒸发室1的第1方向x(长度方向、图4中的左右方向)呈细长状延伸。该下侧流路壁部13包含与后述的上侧流路壁部22的下表面22a抵接的上表面13a(第1抵接面、突出端面)。该上表面13a是未通过后述的2个蚀刻工序被蚀刻的面,其形成在与下侧金属片10的上表面10a相同的平面上。另外,各下侧流路壁部13以等间隔分离,且互相平行地配置。
503.如图3和图4所示,下侧蒸气流路凹部12包含由下侧流路壁部13划分出的多个下侧蒸气通路81(第1蒸气通路)。下侧蒸气通路81沿着第1方向x呈细长状延伸,且互相平行地配置。各下侧蒸气通路81的两端部与沿着第2方向y呈细长状延伸的下侧连接蒸气通路82连通,各下侧蒸气通路81经由下侧连接蒸气通路82而连通。这样,构成为,工作液2的蒸气在各下侧流路壁部13的周围(下侧蒸气通路81和下侧连接蒸气通路82)流动,且蒸气被朝向下侧蒸气流路凹部12的周缘部输送,从而,抑制了蒸气的流动受到妨碍的情况。并且,在图3中,下侧蒸气流路凹部12的下侧蒸气通路81的横截面(在第2方向y上的截面)形状为矩形状。可是,不限于此,下侧蒸气通路81的横截面形状也可以是例如弯曲状、半圆状、v字状,只要能够扩散工作液2的蒸气,则为任意。下侧连接蒸气通路82也相同。下侧蒸气通路81的宽度(第2方向y上的尺寸)与后述的下侧流路壁部13彼此的间隔d相当。下侧连接蒸气通路82的宽度(第1方向x上的尺寸)也相同。
504.下侧流路壁部13被配置成在俯视时与上侧金属片20的对应的上侧流路壁部22(后述)重合,从而实现了蒸发室1的机械强度的提高。下侧蒸气通路81形成为在俯视时与对应的上侧蒸气通路83(后述)重合。同样,下侧连接蒸气通路82形成为在俯视时与对应的上侧连接蒸气通路84(后述)重合。
505.下侧流路壁部13的宽度w0例如可以为0.1mm~30mm,优选为0.1mm~2.0mm,彼此相邻的下侧流路壁部13彼此的间隔d可以为0.1mm~30mm,优选为0.1mm~2.0mm。在此,宽度w0是指下侧流路壁部13在下侧流路壁部13的与第1方向x垂直的第2方向y上的尺寸、即在下侧金属片10的上表面10a中的尺寸,例如与图4中的上下方向上的尺寸相当。间隔d是指在下侧金属片10的上表面10a中的尺寸。另外,下侧流路壁部13的高度(换而言之,下侧蒸气流路凹部12的最大深度)h0(参照图3)可以为10μm~300μm。并且,关于下侧流路壁部13延伸的方向,只要其从下侧蒸气流路凹部12的底面12a突出,则不限于上方(或垂直),可以为任意。
506.如图3和图4所示,在下侧金属片10的周缘部设有下侧周缘壁14。下侧周缘壁14形成为包围密封空间3(特别是下侧蒸气流路凹部12),从而限定出密封空间3。另外,在俯视时,在下侧周缘壁14的四角分别设有用于进行下侧金属片10和上侧金属片20的定位的下侧
校准孔15。
507.在本实施方式中,上侧金属片20除了未设置后述的液体流路部30这一点外具有与下侧金属片10大致相同的结构。以下,针对上侧金属片20的结构更加详细地进行说明。
508.如图3和图5所示,上侧金属片20具有设置于下表面20a的上侧蒸气流路凹部21(第2蒸气流路凹部、第2蒸气流路部)。该上侧蒸气流路凹部21构成了密封空间3的一部分,并且构成为主要使在蒸发部11生成的蒸气扩散并冷却。更具体来说,上侧蒸气流路凹部21内的蒸气向远离蒸发部11的方向扩散,且大部分蒸气被朝向温度比较低的周缘部输送。另外,如图3所示,在上侧金属片20的上表面20b,配置有构成移动终端等的外壳h(参照图1)的一部分的外壳部件ha。由此,上侧蒸气流路凹部21内的蒸气经由上侧金属片20和外壳部件ha被外部冷却。
509.在本实施方式中,如图2、图3和图5所示,在上侧金属片20的上侧蒸气流路凹部21内,设有从上侧蒸气流路凹部21的底面21a向下方(与底面21a垂直的方向)突出的多个上侧流路壁部22(第2流路壁部、第2流路突出部)。在本实施方式中,示出了这样的例子:上侧流路壁部22沿着蒸发室1的第1方向x(图5中的左右方向)呈细长状延伸。该上侧流路壁部22包含与下侧金属片10的上表面10a(更具体来说,为上述的下侧流路壁部13的上表面13a)抵接且覆盖液体流路部30的平坦状的下表面22a(第2抵接面、突出端面)。另外,各上侧流路壁部22以等间隔分离,且互相平行地配置。
510.如图3和图5所示,上侧蒸气流路凹部21包含由上侧流路壁部22划分出的多个上侧蒸气通路83(第2蒸气通路)。上侧蒸气通路83沿着第1方向x呈细长状延伸,且互相平行地配置。各上侧蒸气通路83的两端部与沿着第2方向y呈细长状延伸的上侧连接蒸气通路84连通,各上侧蒸气通路83经由上侧连接蒸气通路84而连通。这样,构成为,工作液2的蒸气在各上侧流路壁部22的周围(上侧蒸气通路83和上侧连接蒸气通路84)流动,且蒸气被朝向上侧蒸气流路凹部21的周缘部输送,从而,抑制了蒸气的流动受到妨碍的情况。并且,在图3中,上侧蒸气流路凹部21的上侧蒸气通路83的横截面(在第2方向y上的截面)形状为矩形状。可是,不限于此,上侧蒸气通路83的横截面形状也可以是例如弯曲状、半圆状、v字状,只要能够扩散工作液2的蒸气,则为任意。上侧连接蒸气通路84的横截面形状也相同。上侧蒸气通路83的宽度(第2方向y上的尺寸)和上侧连接蒸气通路84的宽度可以如图3等所示那样与下侧蒸气通路81的宽度和下侧连接蒸气通路82的宽度相同,但也可以不同。
511.上侧流路壁部22被配置成在俯视时与下侧金属片10的对应的下侧流路壁部13重合,从而实现了蒸发室1的机械强度的提高。另外,上侧蒸气通路83形成为在俯视时与对应的下侧蒸气通路81重合。同样,上侧连接蒸气通路84形成为在俯视时与对应的下侧连接蒸气通路82重合。
512.并且,上侧流路壁部22的宽度、高度可以与上述的下侧流路壁部13的宽度w0、高度h0相同。在此,在图3等所示那样的下侧金属片10和上侧金属片20的上下配置关系下,也能够将上侧蒸气流路凹部21的底面21a称作顶面,但由于其与上侧蒸气流路凹部21的里侧的面相当,因此,在本说明书中记为底面21a。
513.如图3和图5所示,在上侧金属片20的周缘部设有上侧周缘壁23。上侧周缘壁23形成为包围密封空间3(特别是上侧蒸气流路凹部21),从而限定出密封空间3。另外,在俯视时,在上侧周缘壁23的四角分别设有用于进行下侧金属片10和上侧金属片20的定位的上侧
校准孔24。即,各上侧校准孔24被配置成在后述的临时固定时与上述的各下侧校准孔15重合,从而构成为能够进行下侧金属片10和上侧金属片20的定位。
514.优选的是,这样的下侧金属片10和上侧金属片20通过扩散接合互相永久地接合在一起。更具体来说,如图3所示,下侧金属片10的下侧周缘壁14的上表面14a与上侧金属片20的上侧周缘壁23的下表面23a抵接,且下侧周缘壁14和上侧周缘壁23互相接合在一起。由此,在下侧金属片10与上侧金属片20之间形成密封有工作液2的密封空间3。另外,下侧金属片10的下侧流路壁部13的上表面13a与上侧金属片20的上侧流路壁部22的下表面22a抵接,且各下侧流路壁部13和对应的上侧流路壁部22互相接合在一起。由此,提高了蒸发室1的机械强度。特别是,由于本实施方式的下侧流路壁部13和上侧流路壁部22等间隔地配置,因此能够使蒸发室1的各位置处的机械强度均匀。并且,如果下侧金属片10和上侧金属片20能够永久地接合在一起而不是扩散接合在一起,则也可以通过钎焊等其它方式进行接合。并且,“永久地接合”这一术语并不限于严格的意思,而是作为表示接合成如下程度的术语来使用的:能够将下侧金属片10的上表面10a与上侧金属片20的下表面20a的接合维持为可在蒸发室1工作时维持密封空间3的密封性的程度。
515.另外,如图2所示,蒸发室1在第1方向x上的一对端部中的一个端部还具备注入部4,所述注入部4将工作液2注入密封空间3。该注入部4具有:从下侧金属片10的端面突出的下侧注入突出部16;和从上侧金属片20的端面突出的上侧注入突出部25。其中,在下侧注入突出部16的上表面形成有下侧注入流路凹部17,在上侧注入突出部25的下表面形成有上侧注入流路凹部26。下侧注入流路凹部17与下侧蒸气流路凹部12连通,上侧注入流路凹部26与上侧蒸气流路凹部21连通。在下侧金属片10和上侧金属片20被接合在一起时,下侧注入流路凹部17和上侧注入流路凹部26形成工作液2的注入流路。工作液2通过该注入流路被注入密封空间3。并且,在本实施方式中,示出了注入部4被设置于蒸发室1的第1方向x上的一对端部中的一个端部处的例子,但不限于此,能够设置于任意位置。另外,也可以设置2个以上的注入部4。
516.接下来,利用图3、图4、图6~图9对下侧金属片10的液体流路部30更详细地进行说明。
517.如图3和图4所示,在下侧金属片10的上表面10a(更具体来说,为各下侧流路壁部13的上表面13a),设有供液态的工作液2通过的液体流路部30。液体流路部30构成了上述的密封空间3的一部分,且与上述的下侧蒸气流路凹部12和上侧蒸气流路凹部21连通。并且,液体流路部30不限于设置于所有的下侧流路壁部13。例如,也可以存在未设置液体流路部30的下侧流路壁部13。
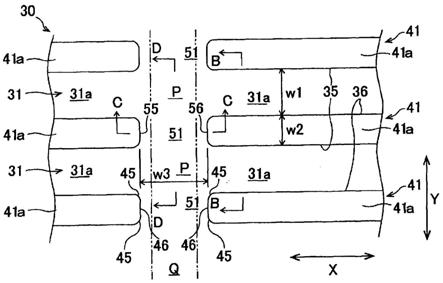
518.如图6所示,液体流路部30具有多个主流槽31。各主流槽31分别在第1方向x上延伸且供液态的工作液2通过,并且在上述的第2方向y上配置于互不相同的位置。主流槽31构成为:主要将由在蒸发部11生成的蒸气冷凝而成的工作液2朝向蒸发部11输送。
519.在彼此相邻的一对主流槽31之间设有凸部列41。该凸部列41包含在第1方向x上排列的多个液体流路凸部41a。在各凸部列41中,液体流路凸部41a以一定的间距在第1方向x上排列。另外,一个凸部列41的液体流路凸部41a和另一个凸部列41的液体流路凸部41a在第1方向x上配置于相同的位置。这样,液体流路凸部41a的配置成为格子状。液体流路凸部41a可以遍及各液体流路部30的整体呈格子状配置。
520.在彼此相邻的液体流路凸部41a之间,夹设有连接槽51。连接槽51沿第2方向y延伸,且在第2方向y上排列。在本实施方式中,连接槽51排列的第2方向成为与第1方向x垂直的方向y。另外,连接槽51与对应的一对主流槽31(在图6中为在上下方向上相邻的主流槽31)连通,工作液2能够在这些主流槽31之间往来。连接槽51是在第1方向x上彼此相邻的液体流路凸部41a之间的区域,并且是在第2方向y上彼此相邻的一对主流槽31之间的区域。
521.如图6所示,主流槽31包含:使连接槽51连通的交叉部p;和主流槽主体部31a。
522.其中,在交叉部p处,在第2方向y上位于主流槽31的两侧的一对连接槽51与该主流槽31连通。该一对连接槽51在第2方向y上排列,且配置在一条直线上。这样,在交叉部p处,主流槽31与连接槽51呈十字状交叉。交叉部p是在第1方向x上彼此相邻的主流槽主体部31a之间的区域,并且是在第2方向y上彼此相邻的连接槽51之间的区域。换而言之,是主流槽31与连接槽51的列相交的区域(即,重合的区域)。
523.主流槽主体部31a在第1方向x上配置于与交叉部p不同的位置,是位于在第2方向y上彼此相邻的液体流路凸部41a之间的部分。交叉部p和主流槽主体部31a交替地配置。
524.主流槽31的宽度w1(第2方向y上的尺寸)可以比液体流路凸部41a的宽度w2(第2方向y上的尺寸)大。这种情况下,能够增大主流槽31在下侧流路壁部13的上表面13a中所占的比例。因此,能够增大该上表面13a中的主流槽31的流路密度,从而提高液态的工作液2的输送功能。例如,可以将主流槽31的宽度w1设为30μm~200μm,并将液体流路凸部41a的宽度w2设为20μm~180μm。
525.图7所示的主流槽31的深度h1可以比上述的下侧蒸气流路凹部12的深度h0小。这种情况下,能够提高主流槽31的毛细管作用。例如,关于主流槽31的深度h1,优选为h0的一半左右,可以是5μm~180μm。
526.另外,连接槽51的宽度w3可以比主流槽31的宽度w1(更详细来说,为主流槽主体部31a的宽度)大。连接槽51的宽度w3可以为例如40μm~300μm。
527.主流槽31的横截面(在第2方向y上的截面)形状并不特别限定,可以设为例如矩形状、弯曲状、半圆状、v字状。连接槽51的横截面(在第1方向x上的截面)形状也相同。在图7和图8中,示出了这样的例子:主流槽31和连接槽51的横截面分别形成为弯曲状。这种情况下,主流槽31和连接槽51的宽度是槽在下侧流路壁部13的上表面13a上的宽度。液体流路凸部41a的宽度也相同,是凸部在上表面13a上的宽度。
528.另外,在图6中,整体来看,各液体流路凸部41a在俯视时以第1方向x成为长度方向的方式形成为矩形状。液体流路凸部41a可以遍及各液体流路部30的整体以相同的形状形成。可是,在各液体流路凸部41a的角部,设有带圆弧的弯曲部45。由此,各液体流路凸部41a的角部平滑地形成为弯曲状,降低了液态的工作液2的流路阻力。并且,示出了这样的例子:液体流路凸部41a在图6中的右侧的端部和左侧的端部分别设有2个弯曲部45,在这2个弯曲部45之间设有直线状部分46。因此,连接槽51的宽度w3是在第1方向x上彼此相邻的液体流路凸部41a的直线状部分46之间的距离。虽然未图示,但在各液体流路凸部41a的角部未形成弯曲部45的情况也相同可是,液体流路凸部41a的端部形状不限于此。例如,也可以是:在右侧的端部和左侧的端部分别未设置直线状部分46,整个端部以弯曲的方式(例如以半圆状的方式)形成。这种情况下的各连接槽51的宽度w3是在第1方向x上彼此相邻的液体流路凸部41a之间的最小距离。
529.如图8和图9所示,在本实施方式中,连接槽51的深度h3可以比主流槽31的深度h1(更详细来说,为主流槽主体部31a的深度)深。在此,如上所述,在各主流槽31的横截面形状和各连接槽51的横截面形状形成为弯曲状的情况下,槽31、51的深度是在该槽中最深的位置处的深度。连接槽51的深度h3可以为例如10μm~250μm。
530.在本实施方式中,如图9所示,主流槽31的交叉部p的深度h1’可以比主流槽主体部31a的深度h1深。另外,主流槽31的交叉部p的深度h1’可以比连接槽51的深度h3深。这样的交叉部p的深度h1’可以为例如20μm~300μm。交叉部p的深度h1’是在交叉部p中最深的位置处的深度。
531.如上所述,可以为:连接槽51的深度h3比主流槽31的主流槽主体部31a的深度h1深,并且主流槽31的交叉部p的深度h1’比主流槽主体部31a的深度h1深。由此,在从交叉部p经由连接槽51遍及至交叉部p的区域,形成有比主流槽主体部31a的深度h1深的缓冲区域q。该缓冲区域q能够积存液态的工作液2。通常,在液体流路部30的各主流槽31和各连接槽51中填充有液态的工作液2。从而,由于缓冲区域q的深度(h1’和h3)比主流槽主体部31a的深度h1深,因此能够在缓冲区域q积存大量的工作液2。如上所述,由于在各主流槽31和各连接槽51中填充有工作液2,因此能够与蒸发室1的姿势无关地在缓冲区域q中积存工作液2。在本实施方式中,由于连接槽51在第2方向y上排列,因此,缓冲区域q以在第2方向y上呈连续状延伸的方式形成。
532.并且,在蒸发室1的各液体流路部30形成有多个交叉部p,但是,如果其中的至少1个交叉部p的深度h1’比主流槽主体部31a的深度h1(或连接槽51的深度h3)深,则能够提高该交叉部p处的工作液2积存性能。由于该积存性能随着交叉部p的数量增加而提高,其中,该交叉部p具有比主流槽主体部31a的深度h1深的h1’,因此优选的是,所有的交叉部p的深度h1’具有相同的深度。可是,很明显,即使由于制造误差等而使得一部分交叉部p的深度h1’比主流槽主体部31a的深度h1深,也能够提高工作液2的积存性能。关于连接槽51的深度h3,也相同。
533.在此,针对根据完成形态的蒸发室1确认主流槽31的宽度、深度和连接槽51的宽度、深度的方法进行说明。一般来说,从蒸发室1的外部看不到主流槽31和连接槽51。因此,可以列举出如下方法:根据将完成形态的蒸发室1在所希望的位置切断所得到的截面形状,来确认主流槽31和连接槽51的宽度、深度。
534.具体来说,首先,利用钢丝锯将蒸发室1切断为10mm见方的方片来作为试样。接着,以树脂进入蒸气流路凹部12、21和液体流路部30(主流槽31和连接槽51)的方式对试样一边进行真空脱泡一边进行树脂包埋。接下来,利用金刚石刀进行修整加工,以得到所希望的截面。此时,使用例如切片机(例如leica microsystems公司制造的超薄切片机)的金刚石刀,修整加工至从测量目标位置离开40μm的部分为止。例如,如果连接槽51的间距为200μm,则通过从与作为测量目标的连接槽51相邻的连接槽51切削160μm,由此能够指定从作为测量目标的连接槽51离开40μm的部分。接下来,切削进行了修整加工后的切断面,由此制作观察用的切断面。此时,使用截面试样制作装置(例如joel公司制造的横截面抛光机),将凸出宽度设定为40μm,将电压设定为5kv,将时间设定为6小时,通过离子束加工来切削切断面。然后,对得到的试样的切断面进行观察。此时,使用扫描型电子显微镜(例如,卡尔蔡司公司制造的扫描型电子显微镜),将电压设定为5kv,将工作距离设定为3mm,将观察倍率设定为200
倍或500倍,来观察切断面。这样,能够测量主流槽31和连接槽51的宽度、深度。并且,摄影时的观察倍率基准为polaroid545。另外,上述的方法为一个例子,能够根据样品的形状、结构等,来任意决定所使用的装置、测量条件等。
535.如上所述,在连接槽51的宽度w3比主流槽31的宽度w1大的情况下,缓冲区域q成为比主流槽主体部31a开口得更大的区域。因此,在图12所示的第2半蚀刻工序中,与主流槽主体部31a相比,蚀刻液更多地流入缓冲区域q。其结果是,缓冲区域q中的蚀刻液进行浸蚀,缓冲区域q的深度变深。并且,由于缓冲区域q中的与交叉部p相当的部分与主流槽主体部31a连通,因此,与连接槽51相比,蚀刻液更容易进入该部分。由此,交叉部p的深度h1’能够变得比连接槽51的深度h3更深。这样,形成了图9所示那样的缓冲区域q。
536.另外,上述的液体流路部30形成于下侧金属片10的下侧流路壁部13的上表面13a。另一方面,在本实施方式中,上侧金属片20的上侧流路壁部22的下表面22a形成为平坦状。由此,液体流路部30的各主流槽31被平坦状的下表面22a覆盖。这种情况下,如图7所示,能够通过主流槽31的在第1方向x上延伸的一对侧壁35、36和上侧流路壁部22的下表面22a形成直角状或锐角状的2个角部37,并且能够提高这2个角部37处的毛细管作用。即,即使在主流槽31的横截面形成为弯曲状的情况下,也能够在角部37处提高毛细管作用。
537.同样,液体流路部30的各连接槽51被平坦状的下表面22a覆盖。这种情况下,如图6和图8所示,能够通过连接槽51的在第2方向y上延伸的一对侧壁55、56和上侧流路壁部22的下表面22a形成直角状或锐角状的2个角部57,并且能够提高这2个角部57处的毛细管作用。即,即使在连接槽51的横截面形成为弯曲状的情况下,也能够在角部57处提高毛细管作用。
538.在此,由蒸气冷凝而成的液态的工作液2如后述那样通过连接槽51进入主流槽31。因此,通过提高连接槽51的毛细管作用,由此,能够使冷凝成的液态的工作液2顺畅地进入各主流槽31。即,冷凝成的液态的工作液2通过连接槽51的毛细管作用不仅能够顺畅地进入接近蒸气流路凹部12、21的一侧的主流槽31,而且也能够顺畅地进入远离蒸气流路凹部12、21的一侧的主流槽31,从而能够提高冷凝成的液态的工作液2的输送功能。另外,在使连接槽51的宽度w3比主流槽31的宽度w1大的情况下,能够降低工作液2在连接槽51内的流路阻力,在这一点上,也能够使冷凝成的液态的工作液2顺畅地进入各主流槽31。然后,进入各主流槽31的工作液2能够借助主流槽31的毛细管作用朝向蒸发部11顺畅地输送。因此,作为液体流路部30的整体,能够提高液态的工作液2的输送功能。
539.并且,关于用于下侧金属片10和上侧金属片20的材料,只要是热传导率良好的材料,则不特别限定,但是,下侧金属片10和上侧金属片20可以由例如铜(无氧铜)或铜合金形成。由此,能够提高下侧金属片10和上侧金属片20的热传导率。因此,能够提高蒸发室1的散热效率。或者,如果能够得到所希望的散热效率,则也能够对这些金属片10和20采用铝等其它金属材料、或者不锈钢等其它金属合金材料。另外,蒸发室1的厚度为0.1mm~1.0mm。在图3中,示出了下侧金属片10的厚度t1和上侧金属片20的厚度t2相等的情况,但不限于此,下侧金属片10的厚度t1和上侧金属片20的厚度t2也可以不相等。
540.接下来,对由这样的结构构成的本实施方式的作用进行说明。在此,首先,利用图10~图15对蒸发室1的制造方法进行说明,但是简化了上侧金属片20的半蚀刻工序的说明。并且,在图10~图15中,示出了与图3的剖视图相同的截面。
541.首先,如图10所示,作为准备工序,准备平板状的金属材料片m。
542.接着,如图11所示,金属材料片m被半蚀刻,形成了构成密封空间3的一部分的下侧蒸气流路凹部12。这种情况下,首先,通过光刻技术在金属材料片m的上表面ma上以与多个下侧流路壁部13和下侧周缘壁14对应的图案形状形成未图示的第1抗蚀剂膜。接着,作为第1半蚀刻工序,对金属材料片m的上表面ma进行半蚀刻。由此,金属材料片m的上表面ma中的与第1抗蚀剂膜的抗蚀剂开口(未图示)对应的部分被半蚀刻,形成图11所示那样的下侧蒸气流路凹部12、下侧流路壁部13和下侧周缘壁14。此时,图2和图4所示的下侧注入流路凹部17也同时形成,另外,以具有图4所示那样的外形轮廓形状的方式,从上表面ma和下表面对金属材料片m进行蚀刻,从而得到规定的外形轮廓形状。在第1半蚀刻工序之后,除去第1抗蚀剂膜。并且,半蚀刻是指用于形成不贯通材料这样的凹部的蚀刻。因此,通过半蚀刻形成的凹部的深度并不限于为下侧金属片10的厚度的一半。对于蚀刻液,能够使用例如氯化铁水溶液等氯化铁系蚀刻液、或者氯化铜水溶液等氯化铜系蚀刻液。
543.在形成下侧蒸气流路凹部12后,如图12所示,在下侧流路壁部13的上表面13a形成液体流路部30。
544.这种情况下,首先,通过光刻技术在下侧流路壁部13的上表面13a上以与液体流路部30的液体流路凸部41a对应的图案形状形成未图示的第2抗蚀剂膜。接着,作为第2半蚀刻工序,对下侧流路壁部13的上表面13a进行半蚀刻。由此,该上表面13a中的与第2抗蚀剂膜的抗蚀剂开口(未图示)对应的部分被半蚀刻,从而在下侧流路壁部13的上表面13a形成液体流路部30。即,在该上表面13a形成各液体流路凸部41a。主流槽31和连接槽51由这些液体流路凸部41a限定。在第2半蚀刻工序之后,除去第2抗蚀剂膜。
545.这样,得到了形成有液体流路部30的下侧金属片10。并且,作为与第1半蚀刻工序不同的工序的第2半蚀刻工序,通过形成液体流路部30,能够以与下侧蒸气流路凹部12的深度h0不同的深度容易地形成主流槽31和连接槽51。可是,下侧蒸气流路凹部12和主流槽31及连接槽51也可以通过同一半蚀刻工序形成。这种情况下,能够削减半蚀刻工序的次数,从而能够降低蒸发室1的制造成本。
546.另一方面,与下侧金属片10相同,从下表面20a对上侧金属片20进行半蚀刻,形成上侧蒸气流路凹部21、上侧流路壁部22和上侧周缘壁23。这样,得到了上述的上侧金属片20。
547.接下来,如图13所示,作为临时固定工序,将具有下侧蒸气流路凹部12的下侧金属片10和具有上侧蒸气流路凹部21的上侧金属片20临时固定。这种情况下,首先,利用下侧金属片10的下侧校准孔15(参照图2和图4)和上侧金属片20的上侧校准孔24(参照图2和图5),对下侧金属片10和上侧金属片20进行定位。接着,将下侧金属片10和上侧金属片20固定。作为固定的方法,并不特别限定,例如可以是:通过对下侧金属片10和上侧金属片20进行电阻焊接来将下侧金属片10和上侧金属片20固定。这种情况下,如图11所示,可以使用电极棒40呈点状进行电阻焊接。也可以进行激光焊接来代替电阻焊接。或者,也可以照射超声波来使下侧金属片10和上侧金属片20超声波接合而固定在一起。另外,也可以使用粘接剂,可以使用不具有有机成分的、或者有机成分少的粘接剂。这样,下侧金属片10和上侧金属片20在被定位的状态下被固定。
548.在临时固定后,如图14所示,作为永久接合工序,通过扩散接合使下侧金属片10和上侧金属片20永久地接合在一起。扩散接合是这样的方法:使待接合的下侧金属片10和上
侧金属片20紧密接触,并在真空或惰性气体等受控制的气氛中,沿着使各金属片10、20紧密接触的方向进行加压,并且进行加热,利用在接合面发生的原子的扩散进行接合。在扩散接合中,虽然将下侧金属片10和上侧金属片20的材料加热至接近熔点的温度,但由于比熔点低,因此能够避免各金属片10、20熔融而变形的情况。更具体来说,下侧金属片10的下侧周缘壁14的上表面14a和上侧金属片20的上侧周缘壁23的下表面23a成为接合面而扩散接合在一起。由此,通过下侧周缘壁14和上侧周缘壁23在下侧金属片10与上侧金属片20之间形成了密封空间3。另外,通过下侧注入流路凹部17(参照图2和图4)和上侧注入流路凹部26(参照图2和图5)形成了与密封空间3连通的工作液2的注入流路。而且,下侧金属片10的下侧流路壁部13的上表面13a和上侧金属片20的上侧流路壁部22的下表面22a成为接合面而扩散接合在一起,提高了蒸发室1的机械强度。在下侧流路壁部13的上表面13a形成的液体流路部30作为液态的工作液2的流路而残存。
549.在永久的接合之后,如图15所示,作为封入工序,将工作液2从注入部4(参照图2)注入密封空间3。此时,首先,对密封空间3抽真空而减压(例如,5pa以下,优选为1pa以下),然后,将工作液2注入密封空间3。注入时,工作液2通过由下侧注入流路凹部17和上侧注入流路凹部26形成的注入流路。例如,关于工作液2的封入量,虽然也取决于蒸发室1内部的液体流路部30的结构,但是,可以相对于密封空间3的总体积设为10%~40%。
550.在注入工作液2之后,将上述的注入流路密封。例如,可以是:对注入部4照射激光,使注入部4部分地熔融而将注入流路密封。由此,密封空间3与外部的连通被阻断,工作液2被封入密封空间3。这样,防止了密封空间3内的工作液2泄漏到外部的情况。并且,为了进行密封,可以对注入部4进行凿紧(可以进行挤压而使其塑性变形),或者也可以进行钎焊。
551.通过以上内容,得到了本实施方式的蒸发室1。
552.接下来,对蒸发室1的工作方法、即器件d的冷却方法进行说明。
553.如上述那样得到的蒸发室1被设置于移动终端等的外壳h内,并且,作为被冷却对象物的cpu等器件d被安装于下侧金属片10的下表面10b。由于注入密封空间3内的工作液2的量较少,因此,密封空间3内的液态的工作液2由于其表面张力而附着于密封空间3的壁面(即下侧蒸气流路凹部12的壁面、上侧蒸气流路凹部21的壁面以及液体流路部30的壁面)。
554.如果器件d在该状态下发热,则在下侧蒸气流路凹部12中的蒸发部11中存在的工作液2从器件d受热。受到的热作为潜热被吸收而使得工作液2蒸发(气化),从而生成工作液2的蒸气。所生成的大部分蒸气在构成密封空间3的下侧蒸气流路凹部12内和上侧蒸气流路凹部21内扩散(参照图4的实线箭头)。上侧蒸气流路凹部21内和下侧蒸气流路凹部12内的蒸气从蒸发部11离开,大部分蒸气被朝向温度比较低的蒸发室1的周缘部输送。扩散的蒸气在下侧金属片10和上侧金属片20中散热而被冷却。下侧金属片10和上侧金属片20从蒸气受到的热经由外壳部件ha(参照图3)传递到外部。
555.蒸气在下侧金属片10和上侧金属片20中散热,由此失去在蒸发部11中吸收的潜热而冷凝。冷凝而成为液态的工作液2附着于下侧蒸气流路凹部12的壁面或上侧蒸气流路凹部21的壁面。在此,在蒸发部11中,工作液2持续蒸发,因此,液体流路部30的除蒸发部11以外的部分中的工作液2被朝向蒸发部11输送(参照图4的虚线箭头)。由此,附着于下侧蒸气流路凹部12的壁面和上侧蒸气流路凹部21的壁面的液态的工作液2朝向液体流路部30移动,并进入液体流路部30内。即,通过连接槽51进入主流槽31。在此,如上所述,在连接槽51
的宽度w3比主流槽31的宽度w1大的情况下,工作液2在各连接槽51内的流路阻力变小。因此,附着于各蒸气流路凹部12、21的壁面的液态的工作液2通过连接槽51顺畅地进入各主流槽31。然后,液态的工作液2被填充于各主流槽31和各连接槽51。因此,填充的工作液2通过各主流槽31的毛细管作用而获得朝向蒸发部11的推进力,从而被朝向蒸发部11顺畅地输送。
556.在液体流路部30中,各主流槽31经由对应的连接槽51与相邻的其它主流槽31连通。由此,液态的工作液2在彼此相邻的主流槽31中互相往来,在主流槽31中发生烧干的情况被抑制。因此,对各主流槽31内的工作液2赋予了毛细管作用,工作液2被朝向蒸发部11顺畅地输送。
557.到达蒸发部11的工作液2再次从器件d受热而蒸发。这样,工作液2一边重复进行相变(即、蒸发和冷凝)一边在蒸发室1内回流,从而使器件d的热移动并释放。其结果是,器件d被冷却。
558.另外,朝向蒸发部11的工作液2的一部分被引入由交叉部p构成的缓冲区域q中而积存。
559.在此,如果在主流槽主体部31a发生烧干,则积存在缓冲区域q的工作液2朝向该烧干的发生部移动。更具体来说,在主流槽主体部31a发生了烧干的情况下,工作液2通过主流槽主体部31a的毛细管作用从最接近该烧干的发生部的缓冲区域q移动到烧干的发生部。由此,工作液2填充于烧干的发生部,从而消除了烧干。
560.另外,在主流槽主体部31a中,在液态的工作液2中产生有基于其蒸气的气泡的情况下,该气泡被引入下游侧(蒸发部11侧)的缓冲区域q且被保持。由于缓冲区域q的深度比主流槽主体部31a的深度h1深,因此,下述情况被抑制:被引入缓冲区域q的气泡从缓冲区域q移动到主流槽主体部31a。因此,能够通过缓冲区域q捕捉在主流槽主体部31a产生的气泡,从而能够抑制如下情况:工作液2朝向蒸发部11的流动被气泡妨碍。
561.这样,根据本实施方式,连接槽51的宽度w3比主流槽31的宽度w1大。由此,能够降低工作液2在各连接槽51内的流路阻力。因此,能够使由蒸气冷凝而成的液态的工作液2顺畅地进入各主流槽31。即,不仅能够顺畅地进入接近蒸气流路凹部12、21的一侧的主流槽31,而且也能够顺畅地进入远离蒸气流路凹部12、21的一侧的主流槽31,从而能够提高冷凝成的液态的工作液2的输送功能。其结果是,能够提高液态的工作液2的输送功能,从而能够提高热输送效率。
562.另外,根据本实施方式,连接槽51的深度h3比主流槽31的深度h1深。由此,能够在各连接槽51形成积存工作液2的缓冲区域q。因此,在主流槽31发生了烧干的情况下,能够使积存于缓冲区域q的工作液2移动到烧干的发生部。因此,能够消除烧干,从而能够使各主流槽31中的工作液2输送功能恢复。另外,在主流槽31内产生有气泡的情况下,能够将该气泡引入缓冲区域q中进行捕捉。在这一点上,也能够使各主流槽31中的工作液2输送功能恢复。
563.另外,根据本实施方式,主流槽31的交叉部p的深度h1’比主流槽主体部31a的深度h1深。由此,能够使缓冲区域q延伸至交叉部p。因此,能够增大工作液2在缓冲区域q中的积存量,从而能够更加容易地消除烧干。
564.另外,根据本实施方式,在液体流路凸部41a的角部设有带圆弧的弯曲部45。由此,能够使各液体流路凸部41a的角部平滑地形成为弯曲状,从而能够降低液态的工作液2的流
路阻力。
565.另外,根据本实施方式,主流槽31的交叉部p的深度h1’比连接槽51的深度h3深。由此,能够在缓冲区域q中的接近烧干的发生部的一侧加深缓冲区域q的深度。因此,能够使积存的工作液2顺畅地移动到烧干的发生部,从而能够更加容易地消除烧干。
566.并且,在上述的本实施方式中,对下述例子进行了说明:连接槽51排列的第2方向是与第1方向x垂直的方向y。可是,不限于此,连接槽51排列的第2方向y只要是与第1方向x交叉的方向,则也可以不与第1方向垂直。
567.另外,在上述的本实施方式中,对下述例子进行了说明:液体流路凸部41a遍及各液体流路部30的整体以矩形状配置成格子状。可是,不限于此,也可以是:在各液体流路部30的一部分区域中,液体流路凸部41a以图16所示那样的形状配置。
568.例如,如图16所示,可以是,连接槽51排列的方向相对于第1方向x和第2方向y分别倾斜。这种情况下的连接槽51的相对于第1方向x的倾斜角度θ为任意。在图16所示的例子中,各液体流路凸部41a的平面形状为平行四边形。在对矩形状的蒸发室1采用了这样的形状的情况下,构成蒸发室1的平面外轮廓的4个外缘1x、1y(参照图2)和连接槽51不垂直。这种情况下,能够防止蒸发室以按照沿第2方向y延伸的折线弯折的方式发生变形,从而能够防止液体流路部30的各槽31、51被压扁。并且,也可以是:在图16所示的液体流路凸部41a的角部,也与图6所示的液体流路凸部41a相同地形成有带圆弧的弯曲部45。
569.另外,在上述的本实施方式中,对下述例子进行了说明:上侧金属片20的上侧流路壁部22沿着蒸发室1的第1方向x呈细长状延伸。可是,不限于此,上侧流路壁部22的形状为任意。例如,上侧流路壁部22可以形成为圆柱状的凸台。即使在这种情况下也可以是:上侧流路壁部22配置成在俯视时与下侧流路壁部13重合,从而使上侧流路壁部22的下表面22a与下侧流路壁部13的上表面13a抵接。
570.另外,在上述的本实施方式中,针对上侧金属片20具有上侧蒸气流路凹部21的例子进行了说明,但不限于此,上侧金属片20也可以整体形成为平板状而不具有上侧蒸气流路凹部21。这种情况下,上侧金属片20的下表面20a作为第2抵接面而与下侧流路壁部13的上表面13a抵接,从而能够提高蒸发室1的机械强度。另外,能够不需要进行上侧金属片20的下表面20a的蚀刻加工。
571.另外,在上述的本实施方式中,对下述例子进行了说明:下侧金属片10具有下侧蒸气流路凹部12和液体流路部30。可是,不限于此,如果上侧金属片20具有上侧蒸气流路凹部21,则也可以是:下侧金属片10不具有下侧蒸气流路凹部12,且液体流路部30设置于下侧金属片10的上表面10a。这种情况下,如图17所示,可以是,上表面10a中的形成有液体流路部30的区域除了形成于与上侧流路壁部22对置的区域外,还形成于与上侧蒸气流路凹部21对置的区域中的、除上侧流路壁部22之外的区域。这种情况下,能够增加构成液体流路部30的主流槽31的个数,从而能够提高液态的工作液2的输送功能。可是,形成液体流路部30的区域不限于图17所示的形态,只要能够确保液态的工作液2的输送功能,则为任意。另外,在图17所示的形态中,为了确保蒸气流路,上侧金属片20的上侧流路壁部22的下表面22a(抵接面)形成于上侧金属片20的下表面20a的一部分区域,上侧流路壁部22的下表面22a与下侧金属片10的上表面10a中的形成有液体流路部30的区域的一部分抵接。
572.而且,在上述的本实施方式中,对主要通过蚀刻来制造蒸发室1的例子进行了说
明。可是,不限于此,也可以通过3d打印机来制造。例如,也可以通过3d打印机一次制造出蒸发室1,或者,也可以通过3d打印机分别制造出各金属片10、20,然后将它们接合在一起。
573.(第2实施方式)
574.接下来,利用图18和图19,对本发明的第2实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
575.在图18和图19所示的第2实施方式中,主要在下述这一点上不同:在主流槽内突出有主流槽凸部,并且在连接槽内突出有连接槽凸部,其它结构与图1~图17所示的第1实施方式大致相同。并且,在图18和图19中,对于与图1~图17所示的第1实施方式相同的部分,标记相同的标号并省略详细的说明。
576.如图18所示,在本实施方式中,上侧金属片20具有设置于下表面20a的多个主流槽凸部27。各主流槽凸部27分别从下表面20a突出到下侧金属片10的主流槽31中。主流槽凸部27的下端与主流槽31的底部分离,确保了工作液2的流路。另外,各主流槽凸部27形成为,沿着对应的主流槽31在第1方向x上延伸。
577.主流槽凸部27的横截面形成为弯曲状。另外,如图18所示,主流槽凸部27的侧缘与主流槽31的侧壁35、36相接或接近。由此,由主流槽31的侧壁35、36和上侧流路壁部22的下表面22a形成的角部37形成为楔状(或锐角状)。这样,由主流槽31和主流槽凸部27限定的流路截面(第2方向y上的流路截面)如图18所示那样形成为月牙状。
578.另外,如图19所示,在本实施方式中,上侧金属片20具有设置于下表面20a的多个连接槽凸部28。各连接槽凸部28分别从下表面20a突出到下侧金属片10的连接槽51中。连接槽凸部28的下端与连接槽51的底部分离,确保了工作液2的流路。另外,各连接槽凸部28形成为,沿着对应的连接槽51在第2方向y上延伸。在主流槽31的交叉部p,上述的主流槽凸部27和连接槽凸部28呈十字状交叉。
579.连接槽凸部28的横截面与主流槽凸部27相同地形成为弯曲状。另外,如图19所示,连接槽凸部28的侧缘与连接槽51的在第2方向y上延伸的一对侧壁55、56相接、或者接近该侧壁55、56。由此,由连接槽51的侧壁55、56和上侧流路壁部22的下表面22a形成的角部57形成为楔状(或锐角状)。这样,由连接槽51和连接槽凸部28限定的流路截面(第1方向x上的流路截面)如图19所示那样形成为月牙状。并且,侧壁55、56对应于液体流路凸部41a的上述的直线状部分46。
580.主流槽凸部27和连接槽凸部28例如能够通过如下步骤来形成:在对上侧金属片20进行半蚀刻而形成了上侧流路壁部22等之后,单独对上侧金属片20进行压力加工。或者,也可以在图14所示的永久接合工序中,通过提高对下侧金属片10和上侧金属片20施加的加压力来形成主流槽凸部27和连接槽凸部28。即,通过提高加压力,能够使上侧金属片20的上侧流路壁部22的一部分进入主流槽31内和连接槽51内,由此,能够形成具有弯曲状的横截面的主流槽凸部27和连接槽凸部28。
581.这样,根据本实施方式,主流槽凸部27从上侧金属片20的下表面20a突出到下侧金属片10的主流槽31中的对应的主流槽31内。由此,能够将由主流槽31的侧壁35、36和上侧流路壁部22的下表面22a形成的角部37设为由主流槽31的侧壁35、36和主流槽凸部27限定的微小空间。因此,能够提高角部37处的毛细管作用。其结果是,能够提高各主流槽31中的液态的工作液2的输送功能,从而能够提高热输送效率。特别是,即使在使各主流槽31的交叉
部p构成为图6所示那样的缓冲区域q的情况下,也能够通过基于主流槽凸部27的毛细管作用对主流槽主体部31a中的工作液2提供朝向蒸发部11的较大的推进力,从而能够有效地提高工作液2的输送功能。
582.另外,根据本实施方式,主流槽凸部27的横截面形成为弯曲状。由此,能够使角部37成为月牙形状的端部那样的形状。因此,能够进一步提高角部37处的毛细管作用。
583.另外,根据本实施方式,连接槽凸部28从上侧金属片20的下表面20a突出到下侧金属片10的对应的连接槽51内。由此,能够将由连接槽51的侧壁55、56和上侧流路壁部22的下表面22a形成的角部57设为由连接槽51的侧壁55、56和连接槽凸部28限定的微小空间。因此,能够提高角部57处的毛细管作用。
584.在此,由蒸气冷凝而成的液态的工作液2如上述那样通过连接槽51进入主流槽31。因此,通过提高连接槽51的毛细管作用,由此,能够使冷凝成的液态的工作液2顺畅地进入各主流槽31。即,冷凝成的液态的工作液2通过连接槽51的毛细管作用不仅能够顺畅地进入接近蒸气流路凹部12、21的一侧的主流槽31,而且也能够顺畅地进入远离蒸气流路凹部12、21的一侧的主流槽31,从而能够提高冷凝成的液态的工作液2的输送功能。另外,在使连接槽51的宽度w3比主流槽31的宽度w1大的情况下,能够降低工作液2在连接槽51内的流路阻力,在这一点上,也能够使冷凝成的液态的工作液2顺畅地进入各主流槽31。然后,进入各主流槽31的工作液2能够借助主流槽31的毛细管作用朝向蒸发部11顺畅地输送。因此,作为液体流路部30的整体,能够提高液态的工作液2的输送功能。另外,如上所述,通过提高连接槽51的毛细管作用,由此,即使在发生了烧干的情况下,也能够通过连接槽51的毛细管作用使工作液2在主流槽31之间往来,从而能够消除烧干。
585.另外,根据本实施方式,连接槽凸部28的横截面形成为弯曲状。由此,能够使角部57成为月牙形状的端部那样的形状。因此,能够进一步提高角部57处的毛细管作用。
586.并且,在上述的本实施方式中,对主流槽31的横截面和连接槽51的横截面形成为弯曲状的例子进行了说明。可是,不限于此,虽然未图示,但主流槽31的横截面和连接槽51的横截面也可以形成为矩形状。在这种情况下,也能够提高角部37、57处的毛细管作用,从而能够提高主流槽31和连接槽51中的液态的工作液2的输送功能。为了使横截面形成为矩形状,优选通过压力加工或切削加工来形成主流槽31和连接槽51。
587.另外,在上述的本实施方式中,对连接槽51的宽度w3大于主流槽31的宽度w1的例子进行了说明。可是,不限于此,各连接槽51的宽度w3也可以不大于各主流槽31的宽度w1。即,“通过主流槽凸部27提高主流槽31的毛细管作用从而提高主流槽31中的液态的工作液2的输送功能”这一效果能够与连接槽51的宽度w3和主流槽31的宽度w1之间的大小关系无关地发挥出来。同样,“通过连接槽凸部28提高连接槽51的毛细管作用从而提高冷凝成的液态的工作液2的输送功能”这一效果也能够与连接槽51的宽度w3和主流槽31的宽度w1之间的大小关系无关地发挥出来。
588.(第3实施方式)
589.接下来,利用图20~图25,对本发明的第3实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
590.在图20~图25所示的第3实施方式中,主要在下述这一点上不同:在下侧金属片与上侧金属片之间夹设有中间金属片,蒸气流路部设置于上侧金属片的中间金属片侧的面
上,液体流路部设置于下侧金属片的中间金属片侧的面上,并且在中间金属片设有将蒸气流路部和液体流路部连通的连通部,其它结构与图1~图17所示的第1实施方式大致相同。并且,在图20~图25,对于与图1~图17所示的第1实施方式相同的部分,标记相同的标号并省略详细的说明。
591.如图20所示,在本实施方式中,在下侧金属片10(第1金属片)与上侧金属片20(第2金属片)之间夹设有中间金属片70(第3金属片)。即,在本实施方式的蒸发室1中,下侧金属片10、中间金属片70以及上侧金属片20按该顺序层叠。中间金属片70设在下侧金属片10上,上侧金属片20设在中间金属片70上。并且,在图20中,为了使图面清楚,省略了工作液2的图示。在后述的图26、图28和图31中也相同。另外,对于图20~图25所示的直线区域70r、外缘70x、70y,在后述的第6实施方式中进行说明。
592.中间金属片70包含:下表面70a(第1面),其设置于下侧金属片10的一侧;和上表面70b(第2面),其设置于下表面70a的相反侧,且设置于上侧金属片20的一侧。其中,下表面70a与下侧金属片10的上表面10a重合,上表面70b与上侧金属片20的下表面20a重合。下侧金属片10和中间金属片70通过扩散接合而接合在一起,中间金属片70和上侧金属片20通过扩散接合而接合在一起。中间金属片70可以由与下侧金属片10和上侧金属片20相同的材料形成。中间金属片70的厚度例如为10μm~300μm。
593.密封空间3形成在下侧金属片10与上侧金属片20之间,在中间金属片70也形成有密封空间3的一部分。在本实施方式中,密封空间3具有:主要供工作液2的蒸气通过的蒸气流路部80;和主要供液态的工作液2通过的液体流路部30。蒸气流路部80和液体流路部30连通而能够使工作液2回流。蒸气流路部80具有下侧蒸气流路凹部12(第1蒸气流路部)和上侧蒸气流路凹部21(第2蒸气流路部)。
594.包含有下侧蒸气流路凹部12和液体流路部30的下侧金属片10可以形成为与图1~图17所示的第1实施方式中的下侧金属片10相同的结构。因此,在此省略详细的说明。
595.在本实施方式中,在上侧金属片20上没有设置液体流路部30。另外,上侧金属片20具有设置于下表面20a的上侧蒸气流路凹部21(第2蒸气流路部)。在上侧蒸气流路凹部21内,设有从上侧蒸气流路凹部21的底面21a向下方(与底面21a垂直的方向)突出的多个上侧流路突出部90(第2流路突出部)。上侧流路突出部90是在半蚀刻工序中未被蚀刻而使得上侧金属片20的材料残留的部分。
596.如图20所示,上侧流路突出部90具有位于与上侧金属片20的下表面20a相同的平面上的下表面90a。该下表面90a与中间金属片70的上表面70b抵接。由此,实现了密封空间3减压时的蒸发室1的机械强度的提高。
597.如图21所示,在本实施方式中,上侧流路突出部90在俯视时呈交错状配置。由此,构成为工作液2的蒸气在上侧流路突出部90的周围流动,抑制了蒸气的流动受到妨碍的情况。另外,上侧流路突出部90的下表面的平面形状为圆形状,在这一点上,也抑制了工作液2的蒸气的流动受到妨碍的情况。并且,对于上侧流路突出部90的平面形状,只要能够抑制工作液2的蒸气的流动受到妨碍的情况,则不限于为圆形状。
598.如图22所示,在中间金属片70,设有将上侧蒸气流路凹部21和液体流路部30连通的连通孔71(连通部)。连通孔71贯通中间金属片70,且构成了上述的密封空间3的一部分。另外,连通孔71在俯视时配置于彼此相邻的上侧流路突出部90之间,连通孔71在俯视时呈
交错状配置。
599.如图20所示,连通孔71从中间金属片70的上表面70b遍及至下表面70a地延伸。由此,构成为,在上侧蒸气流路凹部21中由工作液2的蒸气冷凝而生成的液态的工作液2通过连通孔71进入液体流路部30的主流槽31。另一方面,在蒸发部11中蒸发出的工作液2的蒸气不仅在下侧蒸气流路凹部12中扩散,而且还能够通过连通孔71扩散到上侧蒸气流路凹部21。
600.关于连通孔71,可以通过从中间金属片70的上表面70b进行蚀刻而形成。这种情况下,连通孔71可以以朝向下表面70a鼓起这样的形状弯曲。或者,也可以从中间金属片70的下表面70a进行蚀刻,这种情况下,连通孔71可以以朝向上表面70b鼓起这样的形状弯曲。另外,连通孔71也可以通过从下表面70a进行的半蚀刻和从上表面70b进行的半蚀刻形成。这种情况下,可以在连通孔71的上表面70b侧的部分和下表面70a侧的部分处使形状或大小不同。在本实施方式中,如图22所示,示出了连通孔71的平面形状为圆形状的例子。在将连通孔71的直径φ设为从上表面70b到下表面70a的范围内的最小直径的情况下,连通孔71的直径φ可以是例如50μm~2000μm。并且,连通孔71的平面形状不限于圆形状。
601.如图22所示,在本实施方式中,在俯视时,连通孔71与彼此相邻的一对下侧蒸气通路81中的一个下侧蒸气通路81的一部分和另一个下侧蒸气通路81的一部分重合。由此,彼此相邻的一对下侧蒸气通路81通过连通孔71而连通。因此,能够增大连通孔71的流路截面积,从而能够使工作液2的蒸气顺畅地扩散到上侧蒸气流路凹部21。并且,也可以是,连通孔71与3个以上的下侧蒸气通路81各自的一部分重合而将这些下侧蒸气通路81连通。
602.另外,如图22所示,在中间金属片70,设有用于对各金属片10、20、70进行定位的中间校准孔72。即,各中间校准孔72被配置成在临时固定时分别与上述的各下侧校准孔15和上侧校准孔24重合,从而能够进行各金属片10、20、70的定位。
603.并且,在本实施方式中,注入部4可以与图1~图17所示的第1实施方式的注入部4相同地形成。这种情况下,可以在中间金属片70设置注入突出部(未图示),并在该注入突出部设置注入流路。或者,也可以是,在下侧金属片10或上侧金属片20设置注入孔,从该注入孔注入工作液2。
604.另外,在本实施方式的蒸发室1中,下侧金属片10的下侧蒸气流路凹部12及液体流路部30、和上侧金属片20的上侧蒸气流路凹部21可以与图1~图17所示的第1实施方式相同地形成。另外,中间金属片70的连通孔71也可以通过蚀刻来形成。然后,将下侧金属片10和上侧金属片20隔着中间金属片70接合在一起。即,使下侧金属片10和中间金属片70扩散接合在一起,并且使上侧金属片20和中间金属片70扩散接合在一起。由此,形成密封空间3。并且,也可以一次将下侧金属片10、中间金属片70以及上侧金属片20扩散接合在一起。
605.这样,根据本实施方式,中间金属片70介于下侧金属片10与上侧金属片20之间,上侧蒸气流路凹部21设置于上侧金属片20的下表面20a,液体流路部30设置于下侧金属片10的上表面10a。并且,在中间金属片70上设有将上侧蒸气流路凹部21和液体流路部30连通的连通孔71。由此,即使在由3个金属片10、20、70构成蒸发室1的情况下,也能够使工作液2一边在密封空间3内重复进行相变一边在蒸发室1内回流,从而能够使器件d的热移动并释放。另外,由于上侧金属片20的上侧蒸气流路凹部21广泛地连通,因此能够顺畅地进行工作液2的蒸气的扩散,从而能够提高热输送效率。
606.另外,根据本实施方式,与图1~图17所示的第1实施方式相同的液体流路部30被设置于下侧金属片10的上表面10a。由此,能够提高液态的工作液2的输送功能,从而能够提高热输送效率。
607.并且,在图20所示的例子中,示出了下侧蒸气流路凹部12的横截面形状和上侧蒸气流路凹部21的横截面形状形成为矩形状的例子。可是,不限于此,蒸气流路凹部12、21的横截面形状也可以形成为弯曲状。另外,液体流路部30的主流槽31和连接槽51也相同。
608.另外,在上述的本实施方式中,针对在下侧金属片10与上侧金属片20之间夹设有1个中间金属片70的例子进行了说明。可是,不限于此,也可以在下侧金属片10与上侧金属片20之间夹设有2个以上的中间金属片70。
609.另外,在上述的本实施方式中,针对上侧金属片20具有上侧蒸气流路凹部21的例子进行了说明,但不限于此,如图23所示,也可以在中间金属片70的上表面70b设置中间蒸气流路凹部75(第2蒸气流路部)。该中间蒸气流路凹部75可以具有例如使上侧蒸气流路凹部21上下翻转这样的形状。即,可以在中间蒸气流路凹部75内设有与上侧流路壁部22相同的中间流路壁部76。中间蒸气流路凹部75与上述的连通孔71连通。另外,如图23所示,也可以是,上侧金属片20在整体上形成为平板状而不具有上侧蒸气流路凹部21。或者,图23所示那样的上侧蒸气流路凹部21(第2蒸气流路部)也可以设置于上侧金属片20。这种情况下,第2蒸气流路部被设置于上侧金属片20和中间金属片70双方。
610.另外,在上述的本实施方式中,如图24所示,中间金属片70可以具有设置于下表面70a的多个主流槽凸部77。各主流槽凸部77分别从下表面70a突出到下侧金属片10的主流槽31中。主流槽凸部77能够与第2实施方式中的主流槽凸部27相同地形成。另外,如图25所示,中间金属片70可以具有设置于下表面70a的多个连接槽凸部78。各连接槽凸部78分别从下表面70a突出到下侧金属片10的连接槽51中。连接槽凸部78能够与第2实施方式中的连接槽凸部28相同地形成。
611.(第4实施方式)
612.接下来,利用图26和图27,对本发明的第4实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
613.在图26和图27所示的第4实施方式中,主要在下述这一点上不同:上侧流路突出部和连通孔沿着第1方向呈细长状延伸,其它结构与图20~图25所示的第3实施方式大致相同。并且,在图26和图27中,对于与图20~图25所示的第3实施方式相同的部分,标记相同的标号并省略详细的说明。
614.如图26所示,在本实施方式中,设置于上侧金属片20的上侧流路突出部90(第2流路突出部)与图1~图17所示的第1实施方式中的上侧流路壁部22相同地构成。因此,以下,将上侧流路突出部90记作上侧流路壁部22,并省略针对包含有上侧流路突出部90的上侧金属片20的详细说明。
615.如图27所示,在本实施方式中,设置于中间金属片70的连通孔71以沿着第1方向x呈细长状延伸的方式形成。在本实施方式中,连通孔71也在俯视时配置于彼此相邻的上侧流路壁部22之间。连通孔71的宽度w4(第2方向y上的尺寸)可以为例如50μm~1500μm。在此,连通孔71的宽度w4是从上表面70b到下表面70a的范围内的最小宽度。
616.本实施方式中的连通孔71在俯视时与下侧蒸气流路凹部12的一个下侧蒸气通路
81重合。并且,在俯视时,与该下侧蒸气通路81重合的上侧蒸气流路凹部21的上侧蒸气通路83也与连通孔71重合。即,在互相重合的下侧蒸气通路81与上侧蒸气通路83之间,以与它们重合的方式设有连通孔71。因此,下侧蒸气通路81内的工作液2的蒸气能够经由连通孔71快速地到达上侧蒸气通路83,从而能够顺畅地扩散到上侧蒸气通路83。
617.这样,根据本实施方式,中间金属片70介于下侧金属片10与上侧金属片20之间,上侧蒸气流路凹部21设置于上侧金属片20的下表面20a,液体流路部30设置于下侧金属片10的上表面10a。并且,在中间金属片70上设有将上侧蒸气流路凹部21和液体流路部30连通的连通孔71。由此,即使在由3个金属片10、20、70构成蒸发室1的情况下,也能够使工作液2一边在密封空间3内重复进行相变一边在蒸发室1内回流,从而能够使器件d的热移动并释放。
618.另外,根据本实施方式,与图1~图17所示的第1实施方式相同的液体流路部30被设置于下侧金属片10的上表面10a。由此,能够提高液态的工作液2的输送功能,从而能够提高热输送效率。
619.(第5实施方式)
620.接下来,利用图28~图33,对本发明的第5实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
621.在图28~图33所示的第5实施方式中,主要在下述这一点上不同:在下侧金属片与上侧金属片之间夹设有中间金属片,蒸气流路部设置于中间金属片的上表面,并且液体流路部设置于中间金属片的下表面,其它结构与图20~图25所示的第3实施方式大致相同。并且,在图28~图33,对于与图20~图25所示的第3实施方式相同的部分,标记相同的标号并省略详细的说明。
622.如图28所示,在本实施方式中,蒸气流路部80设置于中间金属片70的上表面70b。即,本实施方式的蒸气流路部80形成为从中间金属片70的上表面70b延伸到下表面70a,并且贯通中间金属片70。液体流路部30设置于中间金属片70的下表面70a。因此,有时也将本实施方式的中间金属片70称作中芯板(
ウィックシート
)。蒸气流路部80和液体流路部30连通而能够使工作液2回流。
623.如图29和图30所示,中间金属片70具有:在俯视时形成为矩形框状的框体部73;和设在框体部73内的多个平台部74。框体部73和平台部74是在对中间金属片70进行蚀刻时未被蚀刻而使得中间金属片70的材料残留的部分。平台部74沿着第1方向x呈细长状延伸,且在蒸气流路部80内配置有多个。平台部74经由未图示的支承部被互相支承,且被支承于框体部73。支承部以抑制如下情况的方式形成:在后述的中间蒸气通路85内流过的工作液2的蒸气的流动受到妨碍。例如,支承部可以在图28的上下方向上形成于从中间金属片70的上表面70b到下表面70a的范围的一部分处。
624.蒸气流路部80包含由平台部74划分出的多个中间蒸气通路85(第3蒸气通路)。中间蒸气通路85沿着第1方向x呈细长状延伸,且互相平行地配置。各中间蒸气通路85的两端部与沿着第2方向y呈细长状延伸的中间连接蒸气通路86连通,各中间蒸气通路85经由中间连接蒸气通路86而连通。这样,构成为,工作液2的蒸气在各平台部74的周围(中间蒸气通路85和中间连接蒸气通路86)流动,且蒸气被朝向蒸气流路部80的周缘部输送,从而,抑制了蒸气的流动受到妨碍的情况。并且,在图28中,中间蒸气通路85的横截面(在第2方向y上的截面)形状为矩形状。可是,不限于此,中间蒸气通路85的横截面形状也可以是例如弯曲状、
半圆状、v字状,只要能够扩散工作液2的蒸气,则为任意。中间连接蒸气通路86也相同。中间蒸气通路85和中间连接蒸气通路86能够与图20~图25所示的第3实施方式中的连通孔71相同地通过蚀刻来形成,且能够具有与连通孔71相同的横截面形状。
625.在将中间金属片70的平台部74的宽度w5(第2方向y上的尺寸)设为从上表面70b到下表面70a的范围内的最大尺寸的情况下,可以是例如50μm~2000μm。在将中间蒸气通路85的宽度w6(第2方向y上的尺寸)设为从上表面70b到下表面70a的范围内的最小尺寸的情况下,可以是例如50μm~2000μm。中间连接蒸气通路86的宽度(第1方向x上的尺寸)也相同。
626.液体流路部30在中间金属片70的下表面70a上设置于平台部74。即,液体流路部30被设置于平台部74的下表面。
627.在本实施方式中的下侧金属片10的上表面10a,未设置下侧蒸气流路凹部12,也未设置液体流路部30。该上表面10a形成为平坦状。同样,在上侧金属片20的下表面20a,未设置上侧蒸气流路凹部21,也未设置液体流路部30。该下表面20a形成为平坦状。本实施方式的下侧金属片10的厚度和上侧金属片20的厚度例如为8μm~100μm。
628.另外,本实施方式的蒸发室1能够通过蚀刻来形成中间金属片70的蒸气流路部80和液体流路部30。然后,将下侧金属片10和上侧金属片20隔着中间金属片70接合在一起。即,使下侧金属片10和中间金属片70扩散接合在一起,并且使上侧金属片20和中间金属片70扩散接合在一起。由此,形成密封空间3。并且,也可以一次将下侧金属片10、中间金属片70以及上侧金属片20扩散接合在一起。
629.这样,根据本实施方式,中间金属片70介于下侧金属片10与上侧金属片20之间,蒸气流路部80设置于中间金属片70的上表面70b,液体流路部30设置于中间金属片70的下表面70a。由此,即使在由3个金属片10、20、70构成蒸发室1的情况下,也能够使工作液2一边在密封空间3内重复进行相变一边在蒸发室1内回流,从而能够使器件d的热移动并释放。
630.另外,根据本实施方式,在介于下侧金属片10与上侧金属片20之间的中间金属片70的上表面70b,设有蒸气流路部80,在下表面70a,设有液体流路部30。由此,能够无需对下侧金属片10和上侧金属片20进行用于形成蒸气流路或液体流路的蚀刻加工。即,能够削减进行蚀刻加工的部件的数量。因此,能够简化蒸发室1的制造工序,从而能够容易地制造蒸发室1。另外,由于蒸气流路部80和液体流路部30形成于中间金属片70,因此,能够在蚀刻加工时高精度地定位蒸气流路部80和液体流路部30。因此,在组装工序中,能够无需对蒸气流路部80和液体流路部30进行位置对准。其结果是,能够简单地制造蒸发室1。另外,能够以中间金属片70的厚度来限定蒸气流路的高度(或深度),从而能够简单地制造蒸发室1。
631.另外,根据本实施方式,与图1~图17所示的第1实施方式相同的液体流路部30被设置于中间金属片70的下表面70a。由此,能够提高液态的工作液2的输送功能,从而能够提高热输送效率。
632.另外,根据本实施方式,蒸气流路部80从中间金属片70的上表面70b延伸到下表面70a。由此,能够降低蒸气流路部80的流路阻力。因此,能够使在蒸气流路部80中由工作液2的蒸气冷凝而生成的液态的工作液2顺畅地进入液体流路部30的主流槽31。另一方面,能够使在蒸发部11中蒸发出的工作液2的蒸气顺畅地扩散到蒸气流路部80。
633.并且,在上述的本实施方式中,针对液体流路部30设置于中间金属片70的下表面70a的例子进行了说明。可是,不限于此,如图31所示,也可以是,液体流路部30不仅设置于
下表面70a,还设置于上表面70b。这种情况下,能够增加将液态的工作液2输送到蒸发部11或中间金属片70的接近蒸发部11的部分的流路,从而能够提高液态的工作液2的输送效率。因此,能够提高蒸发室1的热输送效率。
634.另外,在上述的本实施方式中,针对蒸气流路部80以从中间金属片70的上表面70b延伸到下表面70a的方式形成的例子进行了说明。可是,不限于此,蒸气流路部80也可以如图1~图17所示的下侧蒸气流路凹部12那样、或者如图20和图21所示的上侧蒸气流路凹部21那样在中间金属片70的上表面70b形成为凹状。这种情况下,可以在中间金属片70上设置将蒸气流路部80与液体流路部30连通的连通孔(未图示)。
635.另外,在上述的本实施方式中,针对在下侧金属片10与上侧金属片20之间夹设有1个中间金属片70的例子进行了说明。可是,不限于此,也可以在下侧金属片10与中间金属片70之间夹设未图示的其它金属片,也可以在上侧金属片20与中间金属片70之间夹设未图示的其它金属片。
636.另外,在上述的本实施方式中,如图32所示,下侧金属片10可以具有设置于上表面10a的多个主流槽凸部18。各主流槽凸部18分别从上表面10a突出到中间金属片70的主流槽31中。主流槽凸部18能够与第2实施方式中的主流槽凸部27相同地形成。另外,如图33所示,下侧金属片10可以具有设置于上表面10a的多个连接槽凸部19。各连接槽凸部19分别从上表面10a突出到中间金属片70的连接槽51中。连接槽凸部19能够与第2实施方式中的连接槽凸部28相同地形成。
637.(第6实施方式)
638.接下来,利用图34~图37,对本发明的第6实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
639.在图34~图37所示的第6实施方式中,主要在下述这一点上不同:在直线区域中,液体流路部具有在相对于第1方向倾斜的方向上延伸的多个第1槽,其它结构与图1~图17所示的第1实施方式大致相同。并且,在图31~图37,对于与图1~图17所示的第1实施方式相同的部分,标记相同的标号并省略详细的说明。
640.通常的蒸发室中的液体流路部由形成为格子状的槽构成。为了将在离开蒸发部的位置冷凝出的工作液输送到蒸发部,格子状的槽以沿着构成蒸发室的外轮廓的外缘的方式形成。
641.可是,在以沿着蒸发室的外缘的方式形成格子状的槽的情况下,能够想到如下的可能性:在处理时或安装于电子设备时,蒸发室按照在与外缘垂直的方向上延伸的折线发生弯折。这种情况下,液体流路部的槽会被压扁,从而会导致液态的工作液的流路截面积减小。因此,会产生这样的问题:工作液的朝向蒸发部的输送量降低,从而使得热输送效率降低。
642.第6实施方式是考虑这样的问题而完成的,其目的在于提供能够提高液态的工作液的输送功能从而提高热输送效率的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法。因此,在本实施方式中,第1槽的宽度与第2槽的宽度之间的大小关系(主流槽的宽度与连接槽的宽度之间的大小关系)为任意。
643.本实施方式和后述的第7实施方式及第8实施方式主要对应于上述的第10解决手段~第20解决手段。以下,利用附图对本实施方式进行说明。
644.如图2所示,本实施方式中的下侧金属片10具有由在第1方向x上延伸的一对外缘10x限定的、呈直线状延伸的下侧直线区域10r。在本实施方式中,如图4所示,下侧金属片10在俯视时整体形成为矩形状,并且具有构成下侧金属片10的平面外轮廓的4个外缘10x、10y。其中,2个外缘10x在第1方向x上延伸,剩余的2个外缘10y在第2方向y上延伸。即,本实施方式的下侧金属片10整体上由下侧直线区域10r构成。
645.同样,上侧金属片20具有由在第1方向x上延伸的一对外缘20x限定的、呈直线状延伸的上侧直线区域20r。在本实施方式中,如图5所示,上侧金属片20在俯视时整体形成为矩形状,并且具有构成上侧金属片20的平面外轮廓的4个外缘20x、20y。其中,2个外缘20x在第1方向x上延伸,剩余的2个外缘20y在第2方向y上延伸。即,本实施方式的上侧金属片20整体上由上侧直线区域20r构成。
646.下侧金属片10的外缘10x和上侧金属片20的外缘20x构成了上述的蒸发室1的外缘1x。下侧金属片10的外缘10y和上侧金属片20的外缘20y构成了上述的蒸发室1的外缘1y。
647.关于下侧金属片10和上侧金属片20,示出了在俯视时均形成为矩形状的例子,但只要具有直线区域10r、20r,则不限于此。例如,可以是,下侧金属片10的一部分由下侧直线区域10r构成,其它部分由具有任意的平面形状的区域构成。另外,下侧金属片10也可以由具有互不相同的平面形状的多个下侧直线区域10r构成。例如,下侧金属片10可以在整体上为l字形状或t字形状。在以沿互相垂直的方向延伸的2个直线区域形成l字形状或t字形状的情况下,在这2个直线区域相交的部分,能够防止蒸发室1以弯折的方式发生变形。上侧金属片20也相同。
648.如图34所示,在下侧直线区域10r中,液体流路部30具有多个第1槽31和多个第2槽51。第1槽31和第2槽51分别供液态的工作液2通过。各第1槽31在相对于第1方向x倾斜的方向(第1槽方向d1)上延伸,且互相平行地形成。各第2槽51在相对于第1方向x倾斜的、与第1槽方向d1不同的方向(第2槽方向d2)上延伸。一个第1槽31和一个第2槽51在交叉部p处交叉。即,液体流路部30具有第1槽31和第2槽51交叉的多个交叉部p。在各交叉部p,一个第1槽31和对应的第2槽51连通。交叉部p是第1槽31和第2槽51相交的区域(重合的区域)
649.将穿过一个交叉部p且在第1方向x上延伸的直线作为基准线l。构成该交叉部p的第1槽31一边从基准线l的一侧(图34中的左侧)朝向另一侧(图34中的右侧)行进,一边向第1方向x的一侧(图34中的下侧)行进。另外,构成该交叉部p的第2槽51一边从基准线l的另一侧(图34中的右侧)朝向一侧(图34中的左侧)行进,一边向第1方向x的一侧(图34中的下侧)行进。并且,第1槽方向d1相对于第1方向x构成角度θ1,第2槽方向d2相对于第1方向x构成角度θ2。角度θ1和θ2例如为10
°
~45
°
。通过设为10
°
以上,能够抑制液体流路凸部41a在第1方向x上的两个端部锐角化,从而能够使该端部的形状稳定。另外,通过设为45
°
以下,能够抑制液态的工作液2的输送距离变长,从而能够防止输送功能降低。
650.液体流路部30具有多个由彼此相邻的一对第1槽31和彼此相邻的一对第2槽51包围的液体流路凸部41a、42a。沿着第1方向x排列的液体流路凸部41a、42a的列构成为凸部列41、42。在各凸部列41、42中,液体流路凸部41a、42a以一定的间距在第1方向x上排列。凸部列41和凸部列42形成于第2方向y上的不同的位置。即,在第2方向y上,凸部列41和凸部列42交替地配置。凸部列41中的液体流路凸部41a的间距和凸部列42中的液体流路凸部42a的间距可以相等。另外,凸部列41的液体流路凸部41a和凸部列42的液体流路凸部42a在第1方向
x上配置于不同的位置。在本实施方式中,在第2方向y上观察时,在构成凸部列41的彼此相邻的液体流路凸部41a之间配置的交叉部p与构成与该凸部列41相邻的其它凸部列42的液体流路凸部42a重合。另外,在第2方向y上观察时,在构成凸部列42的彼此相邻的液体流路凸部42a之间配置的交叉部p与构成与该凸部列42相邻的其它凸部列41的液体流路凸部41a重合。
651.第1槽31和第2槽51可以如图34所示的例子那样形成为关于上述的基准线l线对称。即,上述的角度θ1和角度θ2相等,第1槽31和第2槽51形成为x字状。这种情况下,液体流路凸部41a、42a也形成为关于基准线l线对称。液体流路凸部41a、42a呈交错状配置,各液体流路凸部41a、42a的平面形状为菱形。
652.如图35所示,第1槽31的宽度w21和第2槽51的宽度w22可以相等。例如,第1槽31的宽度w21和第2槽51的宽度w22为30μm~200μm。第1槽31的间隔w23(液体流路凸部41a、42a在与第1槽方向d1垂直的方向上的尺寸)和第2槽51的间隔w24(液体流路凸部41a、42a在与第2槽方向d2垂直的方向上的尺寸)可以相等。例如,第1槽31的间隔w23和第2槽51的间隔w24可以为30μm~200μm。并且,在图35中,示出了第1槽31的宽度w21和第2槽51的宽度w22比第1槽31的间隔w23和第2槽51的间隔w24小的例子,但不限于此,w21及w22与w23及w24之间的大小关系为任意。
653.第1槽31的深度h21(参照图36)可以比上述的下侧蒸气流路凹部12的深度h0小。这种情况下,能够提高第1槽31的毛细管作用。如图37所示,第1槽31的深度h21和第2槽51的深度h22可以相等。例如,第1槽31和第2槽51的深度h21、h22优选为h0的一半左右,可以是5μm~180μm。
654.第1槽31的横截面(与第1槽方向d1垂直的方向上的截面)形状并不特别限定,可以设为例如矩形状、弯曲状、半圆状、v字状。第2槽51的横截面(在与第2槽方向d2垂直的方向上的截面)形状也相同。在图36和图37中,示出了这样的例子:第1槽31和第2槽51的横截面分别形成为弯曲状。这种情况下,第1槽31和第2槽51的宽度w21、w22是槽在下侧流路壁部13的上表面13a上的宽度。第1槽31和第2槽51的间隔w23、w24也相同,是凸部在上表面13a上的宽度。第1槽31和第2槽51的深度h21、h22是在该槽中最深的位置处的深度。并且,为了简化附图,在图37中所示的第2槽51的截面是在与第2槽方向d2垂直的方向上的横截面。
655.另外,在图34中,整体来看,各液体流路凸部41a、42a在俯视时形成为菱形状。液体流路凸部41a、42a可以遍及各液体流路部30的整体以相同的形状形成。可是,如图35所示,也可以在各液体流路凸部41a、42a的各个角部设置带圆弧的弯曲部45。由此,各液体流路凸部41a、42a的各个角部平滑地形成为弯曲状,降低了液态的工作液2的流路阻力。
656.在本实施方式中,如图37所示,交叉部p的深度h23比第1槽31的深度h21深,并且比第2槽51的深度h22深。这样的交叉部p的深度h23可以为例如20μm~300μm。交叉部p的深度h23是在交叉部p中最深的位置处的深度。
657.交叉部p是第1槽31和第2槽51相交的区域,第1槽31和第2槽51连通。因此,在图12所示的第2半蚀刻工序中,与第1槽31和第2槽51相比,蚀刻液更多地进入交叉部p。其结果是,交叉部p中的蚀刻液进行浸蚀,交叉部p的深度变深。由此,交叉部p的深度h23能够变得比第1槽31和第2槽51的深度h21、h22更深。
658.如上所述,交叉部p的深度h23比第1槽31的深度h21深,并且比第2槽51的深度h22
深。由此,交叉部p能够作为缓冲区域来积存液态的工作液2。通常,在液体流路部30的各第1槽31和各第2槽51中填充有液态的工作液2。从而,由于交叉部p的深度h23比第1槽31和第2槽51的深度h21、h22深,因此,能够使大量的工作液2积存于交叉部p。如上所述,由于在各第1槽31和各第2槽51中填充有工作液,因此能够与蒸发室1的姿势无关地在交叉部p中积存工作液2。
659.并且,在蒸发室1的各液体流路部30形成有多个交叉部p,但是,如果其中的至少1个交叉部p的深度h23比第1槽31和第2槽51的深度h21、h22深,则能够提高该交叉部p处的工作液2积存性能。由于该积存性能随着交叉部p的数量增加而提高,其中,该交叉部p具有比第1槽31和第2槽51的深度h21、h22更深的h23,因此优选的是,所有的交叉部p的深度h23具有相同的深度。可是,很明显,即使由于制造误差等而使得一部分交叉部p的深度h23比第1槽31的深度h21或第2槽51的深度h22更深,也能够提高工作液2的积存性能。
660.在此,针对根据完成形态的蒸发室1确认第1槽31的宽度、深度和第2槽51的宽度、深度的方法进行说明。一般来说,从蒸发室1的外部看不到第1槽31和第2槽51。因此,可以列举出如下方法:根据将完成形态的蒸发室1在所希望的位置切断所得到的截面形状,来确认第1槽31和第2槽51的宽度、深度。
661.具体来说,首先,利用钢丝锯将蒸发室1切断为10mm见方的方片来作为试样。接着,以树脂进入蒸气流路凹部12、21和液体流路部30(第1槽31和第2槽51)的方式对试样一边进行真空脱泡一边进行树脂包埋。接下来,通过抛光研磨等在平面方向上研磨方片,以指定槽31、51的间距及其延伸的方向。或者,也可以是,在利用x射线ct等来指定它们之后,切断为方片并进行树脂包埋。接着,通过金刚石刀对该方片或其它方片进行修整加工,以得到第1槽31的横截面(与第1槽方向d1垂直的方向上的截面)或第2槽51的横截面(与第2槽方向d2垂直的方向上的截面)。此时,使用例如切片机(例如leica microsystems公司制造的超薄切片机)的金刚石刀,修整加工至从测量目标位置离开40μm的部分为止。例如,如果第1槽31的间距为200μm,则通过从与作为测量目标的第1槽31相邻的第1槽31切削160μm,由此能够指定从作为测量目标的第1槽31离开40μm的部分。接下来,切削进行了修整加工后的切断面,由此制作观察用的切断面。此时,使用截面试样制作装置(例如joel公司制造的横截面抛光机),将凸出宽度设定为40μm,将电压设定为5kv,将时间设定为6小时,通过离子束加工来切削切断面。然后,对得到的试样的切断面进行观察。此时,使用扫描型电子显微镜(例如,卡尔蔡司公司制造的扫描型电子显微镜),将电压设定为5kv,将工作距离设定为3mm,将观察倍率设定为200倍或500倍,来观察切断面。这样,能够测量第1槽31和第2槽51的宽度、深度。并且,摄影时的观察倍率基准为polaroid545。另外,上述的方法为一个例子,能够根据样品的形状、结构等,来任意决定所使用的装置、测量条件等。
662.另外,上述的液体流路部30形成于下侧金属片10的下侧流路壁部13的上表面13a。另一方面,在本实施方式中,上侧金属片20的上侧流路壁部22的下表面22a形成为平坦状。由此,液体流路部30的各第1槽31被平坦状的下表面22a覆盖。这种情况下,如图35~图37所示,能够通过第1槽31的在第1槽方向d1上延伸的一对侧壁35、36和上侧流路壁部22的下表面22a形成直角状或锐角状的2个角部37,并且能够提高这2个角部37处的毛细管作用。即,即使在第1槽31的横截面形成为弯曲状的情况下,也能够在角部37处提高毛细管作用。
663.同样,液体流路部30的各第2槽51被平坦状的下表面22a覆盖。这种情况下,如图35
和图37所示,能够通过第2槽51的在第2槽方向d2上延伸的一对侧壁55、56和上侧流路壁部22的下表面22a形成直角状或锐角状的2个角部57,并且能够提高这2个角部57处的毛细管作用。即,即使在第2槽51的横截面形成为弯曲状的情况下,也能够在角部57处提高毛细管作用。
664.并且,在制造蒸发室1时,本实施方式中的第1槽31和第2槽51能够与第1实施方式中的主流槽31和连接槽51相同地形成。
665.另外,第1槽31和第2槽51能够与第1实施方式中的主流槽31和连接槽51相同地借助毛细管作用将液态的工作液2朝向蒸发部11顺畅地输送。特别是,在液体流路部30中,第1槽31和第2槽51交叉。由此,液态的工作液2经由第2槽51在彼此相邻的第1槽31中互相往来,抑制了在第1槽31中发生烧干的情况。另外,液态的工作液2经由第1槽31在彼此相邻的第2槽51中互相往来,抑制了在第2槽51中发生烧干的情况。因此,对各第1槽31和各第2槽51的工作液2赋予了毛细管作用,工作液2被朝向蒸发部11顺畅地输送。
666.另外,朝向蒸发部11的工作液2的一部分被引入交叉部p中而积存。
667.在此,如果在第1槽31或第2槽51中发生烧干,则积存在交叉部p的工作液2朝向该烧干的发生部移动。更具体来说,在第1槽31发生了烧干的情况下,工作液2通过第1槽31的毛细管作用从最接近该烧干的发生部的交叉部p移动到烧干的发生部。由此,工作液2填充于烧干的发生部,从而消除了烧干。
668.另外,在第1槽31或第2槽51中,在液态的工作液2中产生有基于其蒸气的气泡的情况下,该气泡被引入下游侧(蒸发部11侧)的交叉部p且被保持。由于交叉部p的深度h23比第1槽31和第2槽51的深度h21、h22更深,因此,下述情况被抑制:被引入交叉部p中的气泡从交叉部p移动到第1槽31或第2槽51。因此,能够通过交叉部p捕捉在第1槽31和第2槽51产生的气泡,从而能够抑制如下情况:工作液2朝向蒸发部11的流动被气泡妨碍。
669.这样,根据本实施方式,下侧金属片10具有由在第1方向x上延伸的一对外缘10x限定的、呈直线状延伸的下侧直线区域10r。该下侧直线区域10r中的液体流路部30具有:多个第1槽31,它们在相对于第1方向x倾斜的第1槽方向d1上延伸;和多个第2槽51,它们在相对于第1方向x倾斜的第2槽方向d2上延伸。由此,下侧金属片10的外缘10x和第1槽31不垂直,并且,外缘10x和第2槽51不垂直。因此,能够防止蒸发室1以按照沿第2方向y延伸的折线弯折的方式发生变形。
670.另外,根据本实施方式,第1槽方向d1和第2槽方向d2是互不相同的方向。由此,能够防止蒸发室1以按照沿第2方向y延伸的折线弯折的方式发生变形,同时,能够防止蒸发室1以按照沿第1槽方向d1延伸的折线弯折的方式发生变形,且能够防止蒸发室1以按照沿第2槽方向d2延伸的折线弯折的方式发生变形。因此,能够防止液体流路部30的第1槽31和第2槽51被压扁,从而能够确保液态的工作液2的流路截面积。其结果是,能够提高液态的工作液2的输送功能,从而能够提高热输送效率。
671.另外,根据本实施方式,第1槽31和第2槽51在交叉部p处交叉。由此,能够使液态的工作液2经由第2槽51在彼此相邻的第1槽31中互相往来,并且能够使液态的工作液2经由第1槽31在彼此相邻的第2槽51中互相往来。因此,能够抑制在第1槽31和第2槽51中发生烧干。因此,能够对各第1槽31和各第2槽51的工作液2赋予毛细管作用,从而能够将工作液2朝向蒸发部11顺畅地输送。
672.另外,根据本实施方式,构成一个交叉部p的第1槽31一边从在第1方向x上延伸的基准线l的一侧朝向另一侧行进,一边向第1方向x的一侧行进,构成该一个交叉部p的第2槽51一边从基准线l的另一侧朝向一侧行进,一边向第1方向x的一侧行进。由此,对比第1槽31的相对于基准线l的倾斜方向,能够使第2槽51的倾斜方向相反。因此,能够抑制这样的情况:第1槽31和第2槽51内的液态的工作液2被朝向相对于基准线l所延伸的第1方向x偏颇的方向输送,例如被相对于基准线l偏向一侧地输送。因此,能够将工作液2朝向蒸发部11顺畅地输送。特别是,根据本实施方式,第1槽31和第2槽51形成为关于基准线l线对称。由此,能够进一步抑制第1槽31和第2槽51内的液态的工作液2被朝向相对于第1方向x偏颇的方向输送的情况,从而能够更加顺畅地将工作液2朝向蒸发部11输送。
673.另外,根据本实施方式,在第2方向y上观察时,在构成一方的凸部列41、42的彼此相邻的液体流路凸部41a、42a之间配置的交叉部p与构成与该凸部列41、42相邻的另一方的凸部列41、42的液体流路凸部41a、42a重合。由此,能够防止交叉部p在第2方向y上呈连续状形成。因此,能够有效地防止蒸发室1以按照沿第2方向y延伸的折线弯折的方式发生变形。
674.并且,上述的本实施方式也能够与上述的第3~第5实施方式中的至少一个组合。即,能够将本实施方式中的具有第1槽31和第2槽51的液体流路部30应用于第3~第5实施方式所示的液体流路部30。这种情况下,如图20~图25所示,中间金属片70具有由在第1方向x上延伸的一对外缘70x限定的、呈直线状延伸的中间直线区域70r。在图20~图25所示的形态中,中间金属片70在俯视时整体形成为矩形状,并且具有构成中间金属片70的平面外轮廓的4个外缘70x、70y。其中,2个外缘70x在第1方向x上延伸,剩余的2个外缘70y在第2方向y上延伸。即,图20~图25所示的形态的中间金属片70在整体上由中间直线区域70r构成。如图20~图25所示,外缘70x与下侧金属片10的外缘10x和上侧金属片20的外缘20x一起构成了蒸发室1的外缘1x(参照图2)。另外,外缘70y与下侧金属片10的外缘10y和上侧金属片20的外缘20y一起构成了蒸发室1的外缘1y。关于中间金属片70,示出了在俯视时形成为矩形状的例子,但只要具有直线区域70r,则不限于此,也可以具有与下侧金属片10和上侧金属片20相同的平面形状。
675.(第7实施方式)
676.接下来,利用图38和图39,对本发明的第7实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
677.在图38和图39所示的第7实施方式中,主要在下述这一点上不同:在第1槽内突出有第1槽凸部,并且在第2槽内突出有第2槽凸部,其它结构与图34~图37所示的第6实施方式大致相同。并且,在图38和图39中,对于与图34~图37所示的第6实施方式相同的部分,标记相同的标号并省略详细的说明。
678.如图38所示,在本实施方式中,上侧金属片20具有设置于下表面20a的多个第1槽凸部27。各第1槽凸部27分别从下表面20a突出到下侧金属片10的第1槽31中。第1槽凸部27的下端与第1槽31的底部分离,确保了工作液2的流路。另外,各第1槽凸部27形成为在第1槽方向d1上延伸。
679.第1槽凸部27的横截面形成为弯曲状。另外,如图38所示,第1槽凸部27的侧缘与第1槽31的侧壁35、36相接或接近。由此,由第1槽31的侧壁35、36和上侧流路壁部22的下表面22a形成的角部37形成为楔状(或锐角状)。这样,由第1槽31和第1槽凸部27限定的流路截面
(在与第1槽方向d1垂直的方向上的横截面)如图38所示那样形成为月牙状。
680.另外,如图39所示,在本实施方式中,上侧金属片20具有设置于下表面20a的多个第2槽凸部28。各第2槽凸部28分别从下表面20a突出到下侧金属片10的第2槽51中。第2槽凸部28的下端与第2槽51的底部分离,确保了工作液2的流路。另外,各第2槽凸部28形成为在第2槽方向d2上延伸。在交叉部p,上述的第1槽凸部27和第2槽凸部28交叉。
681.第2槽凸部28的横截面与第1槽凸部27相同地形成为弯曲状。另外,如图39所示,第2槽凸部28的侧缘与第2槽51的侧壁55、56相接或者接近该侧壁55、56。由此,由第2槽51的侧壁55、56和上侧流路壁部22的下表面22a形成的角部57形成为楔状(或锐角状)。这样,由第2槽51和第2槽凸部28限定的流路截面(在与第2槽方向d2垂直的方向上的横截面)如图39所示那样形成为月牙状。
682.第1槽凸部27和第2槽凸部28例如能够通过如下步骤来形成:在对上侧金属片20进行半蚀刻而形成了上侧流路壁部22等之后,单独对上侧金属片20进行压力加工。或者,也可以在图14所示的永久接合工序中,通过提高对下侧金属片10和上侧金属片20施加的加压力来形成第1槽凸部27和第2槽凸部28。即,通过提高加压力,能够使上侧金属片20的上侧流路壁部22的一部分进入第1槽31内和第2槽51内,由此,能够形成具有弯曲状的横截面的第1槽凸部27和第2槽凸部28。
683.这样,根据本实施方式,第1槽凸部27从上侧金属片20的下表面20a突出到下侧金属片10的第1槽31内。由此,能够将由第1槽31的侧壁35、36和上侧流路壁部22的下表面22a形成的角部37设为由第1槽31的侧壁35、36和第1槽凸部27限定的微小空间。因此,能够提高角部37处的毛细管作用。其结果是,能够提高各第1槽31中的液态的工作液2的输送功能,从而能够提高热输送效率。特别是,即使在使各交叉部p的深度h23比第1槽31和第2槽51的深度h21、h22更深的情况下,也能够借助基于第1槽凸部27的毛细管作用而对第1槽31中的工作液2提供朝向蒸发部11的较大的推进力。因此,能够有效地提高工作液2的输送功能。
684.另外,根据本实施方式,第1槽凸部27的横截面形成为弯曲状。由此,能够使角部37成为月牙形状的端部那样的形状。因此,能够进一步提高角部37处的毛细管作用。
685.另外,根据本实施方式,第2槽凸部28从上侧金属片20的下表面20a突出到下侧金属片10的第2槽51内。由此,能够将由第2槽51的侧壁55、56和上侧流路壁部22的下表面22a形成的角部57设为由第2槽51的侧壁55、56和第2槽凸部28限定的微小空间。因此,能够提高角部57处的毛细管作用。其结果是,能够提高各第2槽51中的液态的工作液2的输送功能,从而能够提高热输送效率。特别是,即使在使各交叉部p的深度h23比第1槽31和第2槽51的深度h21、h22更深的情况下,也能够借助基于第2槽凸部28的毛细管作用而对第2槽51中的工作液2提供朝向蒸发部11的较大的推进力。因此,能够有效地提高工作液2的输送功能。
686.另外,根据本实施方式,第2槽凸部28的横截面形成为弯曲状。由此,能够使角部57成为月牙形状的端部那样的形状。因此,能够进一步提高角部57处的毛细管作用。
687.并且,在上述的本实施方式中,对第1槽31的横截面和第2槽51的横截面形成为弯曲状的例子进行了说明。可是,不限于此,虽然未图示,但第1槽31的横截面和第2槽51的横截面也可以形成为矩形状。在这种情况下,也能够提高角部37、57处的毛细管作用,从而能够提高第1槽31和第2槽51中的液态的工作液2的输送功能。为了使横截面形成为矩形状,优选通过压力加工或切削加工来形成第1槽31和第2槽51。
688.(第8实施方式)
689.接下来,利用图40,对本发明的第8实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
690.在图40所示的第8实施方式中,主要在液体流路凸部的平面形状为椭圆形或圆形这一点上不同,其它结构与图34~图37所示的第6实施方式大致相同。并且,在图40,对于与图34~图37所示的第6实施方式相同的部分,标记相同的标号并省略详细的说明。
691.如图40所示,在本实施方式中,在第2方向y上观察时,在下侧直线区域10r中,在构成一方的凸部列41、42的彼此相邻的液体流路凸部41a、42a之间的区域,配置有构成与该凸部列41、42相邻的另一方的凸部列41、42的液体流路凸部41a、42a。即,在构成一方的凸部列41的彼此相邻的液体流路凸部41a之间的区域(交叉部p),配置有构成与该凸部列41相邻的另一方的凸部列42的液体流路凸部42a。在第1方向x上,在彼此相邻的液体流路凸部41a之间的交叉部p,重合有与该交叉部p相邻的液体流路凸部42a。另外,在构成一方的凸部列42的彼此相邻的液体流路凸部42a之间的区域(交叉部p),配置有构成与该凸部列42相邻的另一方的凸部列41的液体流路凸部41a。在第1方向x上,在彼此相邻的液体流路凸部42a之间的交叉部p,重合有与该交叉部p相邻的液体流路凸部41a。
692.液体流路凸部41a、42a的平面形状为椭圆形或圆形。在图40中,示出了液体流路凸部41a、42a的平面形状为椭圆形的例子。并且,椭圆形的液体流路凸部41a、42a呈交错状配置。
693.构成液体流路部30的第1槽31和第2槽51形成在彼此相邻的液体流路凸部41a、42a之间。在本实施方式中,第1槽31和第2槽51以沿着相邻的液体流路凸部41a、42a的形状的方式形成。
694.这样,根据本实施方式,在下侧直线区域10r中,在第2方向y上观察时,在构成一方的凸部列41、42的彼此相邻的液体流路凸部41a、42a之间的区域,配置有构成与该凸部列41、42相邻的另一方的凸部列41、42的液体流路凸部41a、42a。这种情况下,能够抑制第1槽31和第2槽51在第2方向y上呈连续状延伸。由此,能够防止蒸发室1以按照沿第2方向y延伸的折线弯折的方式发生变形。因此,能够防止液体流路部30的第1槽31和第2槽51被压扁,从而能够确保液态的工作液2的流路截面积。其结果是,能够提高液态的工作液2的输送功能,从而能够提高热输送效率。
695.另外,根据本实施方式,液体流路凸部41a、42a的平面形状为椭圆形或圆形。由此,能够使设在彼此相邻的液体流路凸部41a、42a之间的液体流路部30的第1槽31的侧壁35、36和第2槽51的侧壁55、56,以沿着液体流路凸部41a、42a的形状的方式形成为椭圆弧状或圆弧状。因此,能够降低第1槽31内和第2槽51内的液态的工作液2的流路阻力。因此,能够将工作液2朝向蒸发部11顺畅地输送。
696.并且,在上述的本实施方式中,上侧金属片20也可以具有与第2实施方式相同的多个第1槽凸部27。另外,上侧金属片20也可以具有与第2实施方式相同的多个第2槽凸部28。
697.(第9实施方式)
698.接下来,利用图41和图42,对本发明的第9实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
699.在图41和图42所示的第9实施方式中,主要在下述这一点上不同:第1连接槽以一
边朝向基准主流槽行进一边向第1方向的一侧行进的方式在相对于第1方向倾斜的方向上延伸,并且第2连接槽以一边朝向基准主流槽行进一边向第1方向的所述一侧行进的方式在相对于第1方向倾斜的方向上延伸,其它结构与图1~图17所示的第1实施方式大致相同。并且,在图41和图42中,对于与图1~图17所示的第1实施方式相同的部分,标记相同的标号并省略详细的说明。
700.通常的蒸发室中的液体流路部具有多个在第1方向上延伸的主流槽。在蒸气流路部中由蒸气冷凝成的液态的工作液通过在与第1方向垂直的第2方向上延伸的多个连接槽而进入主流槽,受到主流槽的毛细管作用而获得朝向蒸发部的推进力。这样,工作液朝向蒸发部而在主流槽内通过。另外,工作液能够通过多个连接槽在相邻的主流槽彼此之间往来。这样,在液体流路部中,多个主流槽和多个连接槽形成为格子状,工作液在液体流路部内均等地遍及。
701.可是,在主流槽和连接槽垂直的情况下,由蒸气冷凝成的工作液从连接槽流入主流槽时的流动阻力变大。由此,可能难以顺畅地从连接槽流入主流槽。这种情况下,工作液的相对于主流槽的进入量降低。因此,会产生这样的问题:工作液的朝向蒸发部的输送量降低,从而使得热输送效率降低。
702.第9实施方式是考虑这样的问题而完成的,其目的在于提供能够提高液态的工作液的输送功能从而提高热输送效率的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法。因此,在本实施方式中,不限于连接槽的宽度大于主流槽的宽度这一情况。
703.本实施方式主要对应于上述的第21解决手段~第25解决手段。以下,利用附图对本实施方式进行说明。
704.如图41所示,本实施方式的液体流路部30具有多个主流槽31。各主流槽31分别在第1方向x上延伸且供液态的工作液2通过,并且在上述的第2方向y上配置于互不相同的位置。主流槽31构成为:主要将由在蒸发部11生成的蒸气冷凝而成的工作液2朝向蒸发部11输送。
705.在彼此相邻的一对主流槽31之间设有凸部列41。该凸部列41包含在第1方向x上排列的多个液体流路凸部41a。在各凸部列41中,液体流路凸部41a以一定的间距在第1方向x上排列。另外,一个凸部列41的液体流路凸部41a和另一个凸部列41的液体流路凸部41a在第1方向x上配置于不同的位置。
706.在彼此相邻的液体流路凸部41a之间,夹设有连接槽51。另外,连接槽51与对应的一对主流槽31(在图41中为在左右方向上相邻的主流槽31)连通,工作液2能够在这些主流槽31之间往来。连接槽51是在第1方向x上彼此相邻的液体流路凸部41a之间的区域,并且是在第2方向y上彼此相邻的一对主流槽31之间的区域。
707.连接槽51相对于第1方向x和第2方向y分别倾斜。并且,在本实施方式中,连接槽51形成为关于一个主流槽31线对称。关于连接槽51的形状,在下面更详细地进行说明。
708.多个主流槽31包含一个基准主流槽31s。换而言之,将多个主流槽31中的一个主流槽31作为基准主流槽31s。该基准主流槽31s可以是在液体流路部30中存在的多个主流槽31中的、位于第2方向y上的中央处的主流槽31。
709.在液体流路部30中存在的多个连接槽51包含:第1连接槽51a,其相对于基准主流槽31s配置于一侧(图41中的左侧);和第2连接槽51b,其相对于基准主流槽31s配置于另一
侧(图41中的右侧)。
710.第1连接槽51a以一边朝向基准主流槽31s行进一边向第1方向x的一侧行进的方式相对于第1方向x倾斜地延伸。在图41所示的第1连接槽51a中,在比蒸发部11靠上侧的区域中,第1连接槽51a朝向右下侧呈直线状延伸而倾斜,并且相对于第1方向x形成角度θ1。同样,在图41所示的第1连接槽51a中,在比蒸发部11靠下侧的区域中,第1连接槽51a朝向右上侧呈直线状延伸而倾斜,并且相对于第1方向x形成角度θ1。第1连接槽51a在第1连接槽51a延伸的方向(与第1方向x成角度θ1的第1连接槽方向d1)上排列。角度θ1例如为30
°
~60
°
。
711.第2连接槽51b以一边朝向基准主流槽31s行进一边向第1方向x的一侧行进的方式相对于第1方向x倾斜地延伸。在图41所示的第2连接槽51b中,在比蒸发部11靠上侧的区域中,第2连接槽51b朝向左下侧呈直线状延伸而倾斜,并且相对于第1方向x形成角度θ2。同样,在图41所示的第2连接槽51b中,在比蒸发部11靠下侧的区域中,第2连接槽51b朝向左上侧呈直线状延伸而倾斜,并且相对于第1方向x形成角度θ2。第2连接槽51b在第2连接槽51b延伸的方向(与第1方向x成角度θ2的第2连接槽方向d2)上排列。角度θ2例如为30
°
~60
°
。
712.第1连接槽51a和第2连接槽51b优选以朝向蒸发部11的方式形成。在图41所示的例子中,在蒸发部11的下侧存在的第1连接槽51a和第2连接槽51b以朝向蒸发部11的方式形成,在蒸发部11的上侧存在的第1连接槽51a和第2连接槽51b也以朝向蒸发部11的方式形成。通过这样的结构,第1连接槽51a和第2连接槽51b以使液态的工作液2具有朝向蒸发部11的速度分量的方式对工作液2的流动进行引导。
713.在图41所示的例子中,第1连接槽51a和第2连接槽51b形成为关于基准主流槽31s线对称。即,上述的角度θ1和角度θ2相等,第1连接槽51a的列和第2连接槽51b的列构成为v字状。这种情况下,液体流路凸部41a也形成为关于基准主流槽31s线对称。各液体流路凸部41a的平面形状为平行四边形。
714.如图41和图42所示,各主流槽31包含:将对应的连接槽51连通的交叉部p;和主流槽主体部31a。
715.其中,在交叉部p处,在第2方向y上位于主流槽31的两侧的一对连接槽51与该主流槽31连通。交叉部p是在第1方向x上彼此相邻的主流槽主体部31a之间的区域,并且是在第2方向y上彼此相邻的连接槽51之间的区域。换而言之,是主流槽31与连接槽51的列相交的区域(即,重合的区域)。
716.主流槽主体部31a在第1方向x上配置于与交叉部p不同的位置,是位于在第2方向y上彼此相邻的液体流路凸部41a之间的部分。交叉部p和主流槽主体部31a交替地配置。
717.本实施方式的主流槽31的宽度w1、液体流路凸部41a的宽度w2、连接槽51的宽度w3可以与第1实施方式相同。并且,在本实施方式中,连接槽51的宽度w3相当于在与连接槽51延伸的方向d1、d2相垂直的方向上的尺寸。另外,本实施方式的主流槽31的深度h21、连接槽51的深度h23也可以与第1实施方式相同。而且,本实施方式的主流槽31的横截面形状、连接槽51的横截面形状可以与第1实施方式相同。并且,在本实施方式中,连接槽51的横截面相当于在与连接槽51延伸的方向d1、d2相垂直的方向上的截面。
718.另外,在图42中,整体来看,各液体流路凸部41a在俯视时形成为沿着第1方向x这样的平行四边形状。液体流路凸部41a可以遍及各液体流路部30的整体以相同的形状形成。可是,在各液体流路凸部41a的各个角部,设有带圆弧的弯曲部45。由此,各液体流路凸部
41a的各个角部平滑地形成为弯曲状,降低了液态的工作液2的流路阻力。并且,示出了这样的例子:液体流路凸部41a在图42中的右侧的端部和左侧的端部分别设有2个弯曲部45,在这2个弯曲部45之间设有直线状部分46。因此,连接槽51的宽度w3是在第1方向x上彼此相邻的液体流路凸部41a的直线状部分46之间的距离。虽然未图示,但在各液体流路凸部41a的角部未形成弯曲部45的情况也相同可是,液体流路凸部41a的端部形状不限于此。例如,也可以是:在右侧的端部和左侧的端部分别未设置直线状部分46,整个端部以弯曲的方式(例如以半圆状的方式)形成。这种情况下的各连接槽51的宽度w3是在与该连接槽51延伸的方向d1、d2相垂直的方向上彼此相邻的液体流路凸部41a之间的最小距离。
719.在本实施方式中,根据完成形态的蒸发室1来确认主流槽31的宽度、深度和连接槽51的宽度、深度的方法可以与第1实施方式相同。特别是,在树脂包埋后,通过抛光研磨等在平面方向上研磨方片,以指定连接槽51的间距及其延伸的方向d1、d2。或者,也可以是,在利用x射线ct等来指定它们之后,切断为方片并进行树脂包埋。接着,可以通过金刚石刀对该方片或其它方片进行修整加工,以获得沿着连接槽51所延伸的方向d1、d2的所希望的截面。
720.在本实施方式的蒸发室1工作时,附着于各蒸气流路凹部12、21的壁面的液态的工作液2通过连接槽51顺畅地进入各主流槽31。
721.第1连接槽51a以一边朝向基准主流槽31s行进一边向第1方向x的一侧(蒸发部11侧)行进的方式倾斜。由此,能够使在第1连接槽51a中流动的液态的工作液2具有朝向蒸发部11的方向上的速度分量。另外,第2连接槽51b以一边朝向基准主流槽31s行进一边向第1方向x的一侧(蒸发部11侧)行进的方式倾斜。由此,能够使在第2连接槽51b中流动的液态的工作液2具有朝向蒸发部11的方向上的速度分量。因此,能够容易地使工作液2从连接槽51进入主流槽31。因此,能够增强主流槽31中的工作液2的朝向蒸发部11的流动,从而能够提高工作液2的输送功能。
722.在基准主流槽31s的交叉部p处,在第1连接槽51a中流动的工作液2和在第2连接槽51b中流动的工作液2合流。由此,各工作液2所具有的第2方向y上的速度分量丧失。因此,能够通过在连接槽51中流动时所具有的、朝向蒸发部11的方向上的速度分量,使工作液2容易地进入主流槽31。在这一点上,也能够增强主流槽31中的工作液2的朝向蒸发部11的流动,从而能够提高工作液2的输送功能。
723.这样,液态的工作液2进入各主流槽31和各连接槽51,在各主流槽31和各连接槽51中填充有液态的工作液2。因此,填充的工作液2通过各主流槽31的毛细管作用而获得朝向蒸发部11的推进力,从而被朝向蒸发部11顺畅地输送。
724.这样,根据本实施方式,第1连接槽51a以一边朝向基准主流槽31s行进一边向第1方向x的一侧行进的方式相对于第1方向x倾斜,第2连接槽51b以一边朝向基准主流槽31s行进一边向第1方向x的一侧行进的方式相对于第1方向x倾斜。由此,能够使在各连接槽51中流动的液态的工作液2具有朝向第1方向x的该一侧的方向上的速度分量。因此,能够容易地使工作液2从连接槽51进入主流槽31。其结果是,能够提高工作液2的输送功能,从而能够提高热输送效率。
725.另外,根据本实施方式,如上所述,第1连接槽51a和第2连接槽51b相对于第1方向x倾斜。由此,构成蒸发室1的平面外轮廓的4个外缘1x、1y(参照图2)和各连接槽51不垂直。这种情况下,能够防止蒸发室1以按照沿第2方向y延伸的折线弯折的方式发生变形,从而能够
提高蒸发室1的机械强度。另外,由于能够防止蒸发室1的弯折变形,因此能够防止液体流路部30的各槽31、51被压扁。特别是,根据本实施方式,第1连接槽51a所延伸的第1连接槽方向d1和第2连接槽51b所延伸的第2连接槽方向d2以基准主流槽31s为边界而不同,因此可以说:能够进一步防止蒸发室1的弯折。
726.另外,根据本实施方式,第1连接槽51a和第2连接槽51b形成为关于基准主流槽31s线对称。由此,能够使从第1连接槽51a朝向主流槽31的工作液2的液流的流入容易性、和从第2连接槽51b朝向主流槽31的工作液2的液流的流入容易性均等。因此,作为液体流路部30的整体,能够提高工作液2的输送功能。特别是,根据本实施方式,第1连接槽51a在第1连接槽方向d1上排列,并且第2连接槽51b在第2连接槽方向d2上排列。由此,作为液体流路部30的整体,能够进一步提高工作液2的输送功能。
727.并且,上述的本实施方式也能够与上述的第2实施方式组合。即,能够将主流槽凸部27和连接槽凸部28应用于本实施方式中的具有主流槽31和连接槽51的液体流路部30。另外,上述的本实施方式也能够与上述的第3~第5实施方式中的至少一个组合。即,能够将本实施方式中的具有主流槽31和连接槽51的液体流路部30应用于第3~第5实施方式所示的液体流路部30。
728.(第10实施方式)
729.接下来,利用图43~图56,对本发明的第10实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
730.在图43~图56所示的第10实施方式中,主要在注入流路凹部的宽度比蒸气通路的宽度大这一点上不同,其它结构与图1~图17所示的第1实施方式大致相同。并且,在图43~图56,对于与图1~图17所示的第1实施方式相同的部分,标记相同的标号并省略详细的说明。
731.在通常的蒸发室等平板状的热交换器中,在金属片上设有注入通道,所述注入通道用于在脱气后注入工作液。可是,若是如例如专利文献4所记载的片型热导管那样使注入通道的宽度比蒸气通路或中芯的槽窄,则存在这样的问题:蒸发室内的脱气、或将工作液注入蒸发室内的作业会耗费相当的时间,从而导致作业性低下。
732.第10实施方式是考虑这样的问题而完成的,其目的在于提供如下的蒸发室、电子设备以及蒸发室用金属片:在制造蒸发室时,能够以短时间进行蒸发室内的脱气作业和向蒸发室内注入工作液的注入作业。因此,在本实施方式中,不限于连接槽的宽度大于主流槽的宽度这一情况。
733.本实施方式和后述的第11实施方式及第12实施方式主要对应于上述的第26解决手段~第29解决手段。以下,利用附图对本实施方式进行说明。
734.如图43和图44所示,蒸发室1具备:下侧金属片10(第1金属片或第2金属片、蒸发室用金属片);和层叠于下侧金属片10的上侧金属片20(第2金属片或第1金属片、蒸发室用金属片)。在本实施方式中,上侧金属片20设在下侧金属片10上。下侧金属片10具有:上表面10a(第1面);和设在上表面10a的相反侧的下表面10b(第2面)。上侧金属片20具有:与下侧金属片10的上表面10a(上侧金属片20侧的面)重合的下表面20a(下侧金属片10侧的面);和设在下表面20a的相反侧的上表面20b。作为冷却对象物的器件d被安装于下侧金属片10的下表面10b(特别是后述的蒸发部11的下表面)。
735.在下侧金属片10与上侧金属片20之间,形成有封入有工作液2的密封空间3。在本实施方式中,密封空间3具有:主要供工作液2的蒸气通过的蒸气流路部80(后述的下侧蒸气流路凹部12和上侧蒸气流路凹部21);和主要供液态的工作液2通过的液体流路部30。作为工作液2的例子,可以列举出纯水、乙醇、甲醇、丙醇等。
736.下侧金属片10和上侧金属片20通过后述的扩散接合而接合在一起。在图43和图44所示的形态中,下侧金属片10和上侧金属片20中的除了后述的注入部4以外的部分在俯视时均形成为矩形状,但不限于此。在此,俯视是指从与蒸发室1的从器件d受热的面(下侧金属片10的下表面10b)和释放所受到的热的面(上侧金属片20的上表面20b)垂直的方向进行观察的状态,例如与从上方观察蒸发室1的状态(参照图43)、或从下方观察蒸发室1的状态相当。
737.并且,在蒸发室1被设置于移动终端内的情况下,根据移动终端的姿势,下侧金属片10和上侧金属片20的上下关系也可能改变。可是,在本实施方式中,为了方便,以如下状态进行说明:将从器件d受热的金属片称作下侧金属片10,将释放所受到的热的金属片称作上侧金属片20,下侧金属片10被配置于下侧,上侧金属片20被配置于上侧。
738.如图43所示,蒸发室1在第1方向x上的一对端部中的一个端部还具备注入部4,所述注入部4将工作液2注入密封空间3。该注入部4具有:从下侧金属片10的端面(在图43中是与外缘1y相当的面)向侧方突出的下侧注入突出部16;和从上侧金属片20的端面(在图43中是与外缘1y相当的面)向侧方突出的上侧注入突出部25。其中,在下侧注入突出部16的上表面(与下侧金属片10的上表面10a相当的面),形成有下侧注入流路凹部17(注入流路凹部)(参照图45)。另一方面,在上侧注入突出部25的下表面(与上侧金属片20的下表面20a相当的面)没有形成凹部,上侧注入突出部25具有与加工前的金属材料片(后述的金属材料片m)相同的厚度(参照图46)。下侧注入流路凹部17的内端(密封空间3侧的端部)与下侧蒸气流路凹部12连通,下侧注入流路凹部17的外端(与密封空间3相反的一侧的端部)朝向外侧开口。在下侧金属片10和上侧金属片20被接合在一起时,下侧注入流路凹部17和上侧注入突出部25成为一体而形成工作液2的注入流路。然后,工作液2通过该注入流路被注入密封空间3。并且,在本实施方式中,示出了注入部4被设置于蒸发室1的第1方向x上的一对端部中的一个端部处的例子,但不限于此,能够设置于任意位置。另外,也可以设置2个以上的注入部4。
739.接下来,对下侧金属片10的结构进行说明。如图45所示,下侧金属片10具有:蒸发部11,其使工作液2蒸发而生成蒸气;和下侧蒸气流路凹部12(第1蒸气流路部),其设置于上表面10a,且在俯视时形成为矩形状。其中,下侧蒸气流路凹部12构成了上述的密封空间3的一部分,并且构成为主要供在蒸发部11生成的蒸气通过。
740.蒸发部11配置在该下侧蒸气流路凹部12内,下侧蒸气流路凹部12内的蒸气向远离蒸发部11的方向扩散,大部分蒸气被朝向温度比较低的周缘部输送。并且,蒸发部11是从安装于下侧金属片10的下表面10b的器件d受热而使密封空间3内的工作液2蒸发的部分。因此,术语“蒸发部11”并不是作为限于与器件d重合的部分的概念来使用的,而是作为还包含如下部分在内的概念来使用的:该部分即使不与器件d重合,也能够使工作液2蒸发。在此,蒸发部11能够设置于下侧金属片10的任意部位,在图43和图45中示出了设置于下侧金属片10的中央部的例子。这种情况下,能够与设置有蒸发室1的移动终端的姿势无关地实现蒸发
室1的动作的稳定化。
741.在本实施方式中,如图44和图45所示,在下侧金属片10的下侧蒸气流路凹部12内,设有从下侧蒸气流路凹部12的底面12a(后述)向上方(与底面12a垂直的方向)突出的多个下侧流路壁部13(第1流路突出部)。这种情况下,下侧流路壁部13向垂直于底面12a的方向突出,但不限于此,也可以向不与底面12a垂直的方向突出。在本实施方式中,示出了这样的例子:下侧流路壁部13沿着蒸发室1的第1方向x(长度方向、图45中的左右方向)呈细长状延伸。该下侧流路壁部13包含与后述的上侧流路壁部22的下表面22a抵接的上表面13a(抵接面、突出端面)。该上表面13a是未通过后述的蚀刻工序被蚀刻的面,其形成在与下侧金属片10的上表面10a相同的平面上。另外,各下侧流路壁部13以等间隔分离,且互相平行地配置。
742.如图44和图45所示,下侧蒸气流路凹部12包含由下侧流路壁部13划分出的多个下侧蒸气通路81(第1蒸气通路)。下侧蒸气通路81沿着第1方向x呈细长状延伸,且互相平行地配置。各下侧蒸气通路81的两端部与沿着第2方向y呈细长状延伸的下侧连接蒸气通路82连通,各下侧蒸气通路81经由下侧连接蒸气通路82而连通。这样,构成为,工作液2的蒸气在各下侧流路壁部13的周围(下侧蒸气通路81和下侧连接蒸气通路82)流动,且蒸气被朝向下侧蒸气流路凹部12的周缘部输送,从而,抑制了蒸气的流动受到妨碍的情况。并且,在图44中,下侧蒸气流路凹部12的下侧蒸气通路81的横截面(在第2方向y上的截面)形状为矩形状。可是,不限于此,下侧蒸气通路81的横截面形状也可以是例如弯曲状、半圆状、v字状,只要能够扩散工作液2的蒸气,则为任意。下侧连接蒸气通路82也相同。下侧蒸气通路81的宽度(第2方向y上的尺寸)w7与后述的下侧流路壁部13彼此的间隔相当。下侧连接蒸气通路82的宽度(第1方向x上的尺寸)也相同。
743.下侧流路壁部13被配置成在俯视时与上侧金属片20的对应的上侧流路壁部22(后述)重合,从而实现了蒸发室1的机械强度的提高。下侧蒸气通路81形成为在俯视时与对应的上侧蒸气通路83(后述)重合。同样,下侧连接蒸气通路82形成为在俯视时与对应的上侧连接蒸气通路84(后述)重合。
744.下侧流路壁部13的宽度w0例如可以为0.05mm~30mm,优选为0.05mm~2.0mm,下侧蒸气流路凹部12的下侧蒸气通路81的宽度w7(即彼此相邻的下侧流路壁部13彼此的间隔d(参照后述的图63))为0.05mm~30mm,优选为0.05mm~2.0mm。在此,宽度w0和w7分别是指下侧流路壁部13和下侧蒸气流路凹部12在下侧流路壁部13的第2方向y上的尺寸、且为在下侧金属片10的上表面10a上的尺寸,例如与图45中的上下方向上的尺寸相当。另外,下侧流路壁部13的高度(换而言之,为下侧蒸气流路凹部12的最大深度)h0(参照图44)可以比下侧金属片10的厚度t1至少小10μm以上。若将从t1减去h0所得到的余值设为10μm以上,则能够防止下侧蒸气流路凹部12因强度不足而破损。蒸发室1的厚度可以为0.1mm~2.0mm,下侧金属片10的厚度t1和上侧金属片20的厚度t2可以相等。例如,在蒸发室1的厚度为0.5mm且t1和t2相同的情况下,h0优选为200μm。
745.如图44和图45所示,在下侧金属片10的周缘部设有下侧周缘壁14。下侧周缘壁14形成为包围密封空间3(特别是下侧蒸气流路凹部12),从而限定出密封空间3。另外,在俯视时,在下侧周缘壁14的四角分别设有用于进行下侧金属片10和上侧金属片20的定位的下侧校准孔15。
746.在制造蒸发室1时,在对密封空间3内进行脱气或将液态的工作液2朝向密封空间3
注入时,上述的注入部4的下侧注入突出部16被使用。下侧注入突出部16形成为:在俯视时从下侧金属片10的端面向外侧突出。并且,下侧注入突出部16形成于从下侧金属片10的宽度方向(第2方向y)的中央部偏移的位置,但不限于此,也可以形成于下侧金属片10的宽度方向(第2方向y)的中央部。
747.在下侧注入突出部16的上表面,形成有沿着下侧金属片10的长度方向(第1方向x)延伸的下侧注入流路凹部17。下侧注入流路凹部17形成为从下侧注入突出部16的上表面侧通过半蚀刻所形成的非贯通凹部。在下侧注入流路凹部17的外侧端部(与下侧蒸气流路凹部12相反的一侧的端部)形成有开口部17a,该开口部17a用于对密封空间3内进行脱气或将液态的工作液2注入密封空间3内。该开口部17a将下侧注入流路凹部17和蒸发室1的外部连通,且朝向外侧(下侧蒸气流路凹部12的相反侧)开放。
748.在下侧注入流路凹部17的宽度方向(第2方向y)两侧,分别形成有堤坝部151。该堤坝部151构成了下侧注入流路凹部17的两侧的壁部。堤坝部151是未被蚀刻的区域,其上表面形成在与下侧金属片10的上表面10a相同的平面上。
749.下侧注入突出部16的长度(第1方向x距离)l1例如可以为5mm~30mm,优选为5mm~20mm,下侧注入突出部16的宽度(第2方向y距离)w8例如可以为4mm~15mm,优选为4mm~10mm。另外,下侧注入流路凹部17的宽度w9例如为1mm~10mm,优选为1mm~6mm。并且,宽度w9是指下侧注入流路凹部17在第2方向y上的尺寸,例如与图45中的上下方向的尺寸相当。通过将l1设为5mm以上,由此,在对密封空间3抽真空时,能够提高作业性,通过设为30mm以下,由此,在进行抽真空等作业时,不容易出现变形等不良情况。另外,通过将w8设为4mm以上,由此,能够在确保下侧注入流路凹部17的宽度w9的同时获得对于接合来说充分的堤坝部151的宽度,通过设为15mm以下,由此容易进行抽真空等作业。通过将w9设为1mm以上,由此,注入流路的截面积变大,从而能够高效且讯速地进行脱气作业和工作液2的注入作业,通过设为10mm以下,由此,不容易发生凿紧后的泄漏。
750.下侧注入流路凹部17的宽度w9可以比上述的下侧蒸气通路81的宽度w7大。这种情况下,例如,宽度w7为0.05mm~2.0mm,宽度w9为1mm~10mm。另外,下侧注入流路凹部17的宽度w9优选为下侧蒸气通路81的宽度w7的1.5倍以上。更详细来说,例如,在宽度w7为0.05mm的情况下,宽度w9可以为1mm~6mm,优选为1mm~3mm。另外,例如,在宽度w7为2mm的情况下,宽度w9可以为3.5mm~10mm,优选为3.5mm~6mm。通过像这样使下侧注入流路凹部17的宽度w9比下侧蒸气通路81的宽度w7大,由此,能够讯速地从密封空间3脱气,且能够讯速地将工作液2注入密封空间3。
751.并且,下侧注入流路凹部17的宽度w9是指下侧注入流路凹部17中的宽度最大的部分处的宽度,例如是指两个堤坝部151之间的最大距离。同样,下侧蒸气通路81的宽度w7是指下侧蒸气流路凹部12中的宽度最大的部分处的宽度。
752.接下来,参照图47和图48,进一步说明下侧注入流路凹部17的结构。如图47所示,在下侧注入流路凹部17,从开口部17a朝向密封空间3沿着长度方向形成有入口区域152、中间区域153以及凿紧区域154。
753.其中,入口区域152是供液态的工作液2从开口部17a流入的区域,与开口部17a直接连通,且具有未形成凹凸的大致平坦的底面17b。
754.中间区域153位于入口区域152与凿紧区域154之间。在该中间区域153中,在下侧
注入流路凹部17突出设置有多个支柱155。各支柱155从底面17b朝向上方突出设置。各支柱155是未被蚀刻的区域,其上表面形成在与下侧金属片10的上表面10a相同的平面上。各支柱155的上表面分别与上侧金属片20的下表面20a接触(参照图48)。该多个支柱155发挥了如下作用,即,提高了下侧注入流路凹部17的强度,从而抑制了这样的情况:下侧注入突出部16发生变形而导致下侧注入流路凹部17的内部堵塞。由于像这样设有多个支柱155,因此,能够确保下侧注入流路凹部17的内部空间,从而能够更加可靠地进行密封空间3的脱气和工作液2向密封空间3的注入。
755.支柱155沿着下侧注入流路凹部17的长度方向(第1方向x)和宽度方向(第2方向y)分别形成有多根(在本实施方式中,在第1方向x上为4根,在第2方向y上为2根,共计8根)。各支柱155在俯视时为矩形形状,但不限于此,也可以在俯视时为圆形状、椭圆形状、多边形形状。另外,多个支柱155的形状可以彼此相同,但多个支柱155的形状也可以互不相同。各支柱155的宽度w10可以为例如0.1mm~2mm。另外,支柱155彼此的间隔p1可以为例如0.1mm~2mm,支柱155与堤坝部151的间隔p2可以为例如0.1mm~2mm。通过将w10设为0.1mm以上,由此能够提高作为支柱的强度,通过设为2mm以下,能够高效且讯速地进行脱气作业和工作液2的注入作业。通过将p1或p2设为0.1mm以上,由此能够高效且讯速地进行脱气作业和工作液2的注入作业,通过设为2mm以下,由此,在接合时,不容易在上侧注入突出部25发生变形,从而能够抑制注入流路的截面积变小。
756.凿紧区域154是在将工作液2注入密封空间3内之后通过凿紧(挤压而使其塑性变形)被堵塞而密闭的区域。该凿紧区域154具有在下侧注入流路凹部17内朝向上方突出设置的多个突起156。各突起156是未被蚀刻的区域,其上表面形成在与下侧金属片10的上表面10a相同的平面上。各突起156的上表面分别与上侧金属片20的下表面20a接触(参照图48)。多个突起156通过凿紧而被压溃,由此发生变形而将下侧注入流路凹部17堵塞。由于像这样在凿紧区域154设有多个突起156,因此能够更加可靠地将注入有工作液2的密封空间3密封。
757.多个突起156在下侧注入流路凹部17的长度方向(第1方向x)和宽度方向(第2方向y)上分别形成有多根。各突起156在俯视时为矩形形状,但不限于此,也可以在俯视时为圆形状、椭圆形状、多边形形状。另外,各突起156的宽度w11例如可以为0.01mm~0.5mm,突起156彼此的间隔p3例如可以为0.01mm~0.5mm。并且,各突起156的宽度w11比各支柱155的宽度w10小,突起156彼此的间隔p3比支柱155彼此的间隔p1窄。并且,如上所述,下侧注入流路凹部17的宽度w9形成得比下侧蒸气通路81的宽度w7足够大,因此,通过使多个突起156存在于凿紧区域154,由此能够防止如下情况:密封空间3内的脱气作业、或者向密封空间3注入工作液2的注入作业受到阻碍。
758.如图48所示,下侧注入流路凹部17的深度d1可以为例如40μm~300μm。这种情况下,下侧注入流路凹部17的深度d1可以比下侧蒸气流路凹部12的深度h0更深。这种情况下,例如,深度h0为10μm~200μm,深度d1为40μm~300μm。更详细来说,例如,在深度h0为0.1mm的情况下,宽度w7可以为0.3mm~1.5mm,优选为0.5mm~1.2mm。另外,此时,在深度d1为0.15mm的情况下,宽度w9可以为1.3mm~10mm,优选为1.5mm~6mm。通过像这样使下侧注入流路凹部17的深度d1比下侧蒸气流路凹部12的深度h0更深,由此,能够迅速地从密封空间3向下侧注入流路凹部17进行脱气,并且能够迅速地将工作液2从下侧注入流路凹部17注入
密封空间3。并且,下侧注入流路凹部17的深度d1是指下侧注入流路凹部17中的深度最深的部分处的深度,并且是指下侧金属片10的上表面10a与下侧注入流路凹部17的底面17b之间的最大距离(z方向上的距离)。在本实施方式中,下侧注入流路凹部17的深度d1对应于下侧注入流路凹部17在入口区域152和中间区域153处的深度。另外,下侧蒸气流路凹部12的深度h0是指下侧蒸气流路凹部12中的深度最深的部分处的深度。
759.如图48所示,下侧注入流路凹部17的深度d1在入口区域152中和中间区域153中彼此相同。可是,不限于此,下侧注入流路凹部17在入口区域152处的深度也可以比下侧注入流路凹部17在中间区域153处的深度更深。而且,下侧注入流路凹部17在凿紧区域154处的深度d2也可以比下侧注入流路凹部17在入口区域152处和中间区域153处的深度d1更浅。由此,能够通过凿紧容易地将多个突起156压溃,并且能够更加可靠地将注入有工作液2的密封空间3密封。并且,在采用钎焊等除了凿紧以外的方法来堵塞注入流路的情况下,也可以不设置这样的凿紧区域154。
760.接下来,对上侧金属片20的结构进行说明。在本实施方式中,上侧金属片20在如下这一点上与下侧金属片10不同:未设置后述的液体流路部30,并且上侧注入突出部25的结构不同。以下,针对上侧金属片20的结构更加详细地进行说明。
761.如图44和图46所示,上侧金属片20具有设置于下表面20a的上侧蒸气流路凹部21(第2蒸气流路部)。该上侧蒸气流路凹部21构成了密封空间3的一部分,并且构成为主要使在蒸发部11生成的蒸气扩散并冷却。更具体来说,上侧蒸气流路凹部21内的蒸气向远离蒸发部11的方向扩散,且大部分蒸气被朝向温度比较低的周缘部输送。另外,如图44所示,在上侧金属片20的上表面20b,配置有构成移动终端等的外壳的一部分的外壳部件ha。由此,上侧蒸气流路凹部21内的蒸气经由上侧金属片20和外壳部件ha被外部空气冷却。
762.在本实施方式中,如图43、图44和图46所示,在上侧金属片20的上侧蒸气流路凹部21内,设有从上侧蒸气流路凹部21的底面21a向下方(与底面21a垂直的方向)突出的多个上侧流路壁部22(第2流路壁部、第2流路突出部)。在本实施方式中,示出了这样的例子:上侧流路壁部22沿着蒸发室1的第1方向x(图46中的左右方向)呈细长状延伸。该上侧流路壁部22包含与下侧金属片10的上表面10a(更具体来说,为上述的下侧流路壁部13的上表面13a)抵接的平坦状的下表面22a(抵接面、突出端面)。另外,各上侧流路壁部22以等间隔分离,且互相平行地配置。
763.如图44和图46所示,上侧蒸气流路凹部21包含由上侧流路壁部22划分出的多个上侧蒸气通路83(第2蒸气通路)。上侧蒸气通路83沿着第1方向x呈细长状延伸,且互相平行地配置。各上侧蒸气通路83的两端部与沿着第2方向y呈细长状延伸的上侧连接蒸气通路84连通,各上侧蒸气通路83经由上侧连接蒸气通路84而连通。这样,构成为,工作液2的蒸气在各上侧流路壁部22的周围(上侧蒸气通路83和上侧连接蒸气通路84)流动,且蒸气被朝向上侧蒸气流路凹部21的周缘部输送,从而,抑制了蒸气的流动受到妨碍的情况。并且,在图44中,上侧蒸气流路凹部21的上侧蒸气通路83的横截面(在第2方向y上的截面)形状为矩形状。可是,不限于此,上侧蒸气通路83的横截面形状也可以是例如弯曲状、半圆状、v字状,只要能够扩散工作液2的蒸气,则为任意。上侧连接蒸气通路84的横截面形状也相同。上侧蒸气通路83的宽度(第2方向y上的尺寸)和上侧连接蒸气通路84的宽度可以如图3等所示那样与下侧蒸气通路81的宽度和下侧连接蒸气通路82的宽度相同,但也可以不同。
764.上侧流路壁部22被配置成在俯视时与下侧金属片10的对应的下侧流路壁部13重合,从而实现了蒸发室1的机械强度的提高。另外,上侧蒸气通路83形成为在俯视时与对应的下侧蒸气通路81重合。同样,上侧连接蒸气通路84形成为在俯视时与对应的下侧连接蒸气通路82重合。
765.并且,上侧流路壁部22的宽度、高度可以分别与上述的下侧流路壁部13的宽度w0、高度h0相同。在此,在图44所示那样的下侧金属片10和上侧金属片20的上下配置关系下,也能够将上侧蒸气流路凹部21的底面21a称作顶面,但由于其与上侧蒸气流路凹部21的里侧的面相当,因此,在本说明书中记为底面21a。
766.如图44和图46所示,在上侧金属片20的周缘部设有上侧周缘壁23。上侧周缘壁23形成为包围密封空间3(特别是上侧蒸气流路凹部21),从而限定出密封空间3。另外,在俯视时,在上侧周缘壁23的四角分别设有用于进行下侧金属片10和上侧金属片20的定位的上侧校准孔24。即,各上侧校准孔24被配置成在后述的临时固定时与上述的各下侧校准孔15重合,从而构成为能够进行下侧金属片10和上侧金属片20的定位。
767.上侧注入突出部25从上方覆盖下侧注入突出部16的下侧注入流路凹部17,由此构成为能够将液态的工作液2朝向密封空间3注入。该上侧注入突出部25形成为在俯视时从上侧金属片20的端面向外侧突出。并且,上侧注入突出部25形成于在将下侧金属片10和上侧金属片20互相接合时与下侧注入突出部16重合的位置。
768.在上侧注入突出部25的下表面没有形成注入流路凹部。因此,上侧注入突出部25在整体上以没有凹凸的平坦的形状形成。即,上侧注入突出部25是其整体未通过后述的蚀刻工序被蚀刻的区域,上侧注入突出部25的下表面形成在与上侧金属片20的下表面20a相同的平面上。
769.并且,不限于此,也可以在上侧注入突出部25的下表面形成有例如与下侧注入流路凹部17的形状成镜面对称的形状的上侧注入流路凹部(注入流路凹部)。或者,也可以是,在上侧注入突出部25的下表面形成有上侧注入流路凹部(注入流路凹部),且在下侧注入突出部16没有形成下侧注入流路凹部17。
770.优选的是,这样的下侧金属片10和上侧金属片20通过扩散接合互相永久地接合在一起。更具体来说,如图44所示,下侧金属片10的下侧周缘壁14的上表面14a与上侧金属片20的上侧周缘壁23的下表面23a抵接,且下侧周缘壁14和上侧周缘壁23互相接合在一起。由此,在下侧金属片10与上侧金属片20之间形成密封有工作液2的密封空间3。另外,下侧金属片10的下侧流路壁部13的上表面13a与上侧金属片20的上侧流路壁部22的下表面22a抵接,且各下侧流路壁部13和对应的上侧流路壁部22互相接合在一起。由此,提高了蒸发室1的机械强度。特别是,由于本实施方式的下侧流路壁部13和上侧流路壁部22等间隔地配置,因此能够使蒸发室1的各位置处的机械强度均匀。并且,如果下侧金属片10和上侧金属片20能够永久地接合在一起而不是扩散接合在一起,则也可以通过钎焊等其它方式进行接合。并且,“永久地接合”这一术语并不限于严格的意思,而是作为表示接合成如下程度的术语来使用的:能够将下侧金属片10的上表面10a与上侧金属片20的下表面20a的接合维持为可在蒸发室1工作时维持密封空间3的密封性的程度。
771.接下来,利用图49和图50,对液体流路部30的结构更详细地进行说明。图49是液体流路部30的放大俯视图,图50是液体流路部30的剖视图。
772.如上所述,在下侧金属片10的上表面10a(更具体来说,为各下侧流路壁部13的上表面13a),设有供液态的工作液2通过的液体流路部30。液体流路部30构成了上述的密封空间3的一部分,且与下侧蒸气流路凹部12和上侧蒸气流路凹部21连通。并且,液体流路部30不限于设置于所有的下侧流路壁部13。例如,也可以存在未设置液体流路部30的下侧流路壁部13。
773.如图49所示,液体流路部30具有:互相平行地延伸的多个主流槽31;和将相邻的主流槽31彼此连接的连接槽32。其中,主流槽31沿着工作液2的主流动方向(这种情况下为第1方向x)延伸。另外,连接槽32沿着与工作液2的主流动方向垂直的方向(这种情况下为第2方向y)延伸,工作液2能够在相邻的主流槽31彼此之间往来。主流槽31和连接槽32分别供液态的工作液2通过。主流槽31和连接槽32主要起到如下作用:将由在蒸发部11生成的蒸气冷凝而成的工作液2朝向蒸发部11输送。
774.另外,在液体流路部30,在俯视时呈交错状配置有多个凸部33。各凸部33形成为分别被主流槽31和连接槽32包围。在图49中,多个凸部33具有彼此相同的形状,各凸部33以在俯视时第1方向x成为长度方向的方式形成为矩形状。在本实施方式中,沿着工作液2的主流动方向(这种情况下为第1方向x)的凸部33的排列间距固定。即,多个凸部33在第1方向x上互相隔开固定的间隔进行配置,并且以如下方式进行配置:相对于在第2方向y上相邻的凸部33,以凸部33的大致一半的长度的量在第1方向x上错开。
775.主流槽31的宽度(第2方向y上的尺寸)w1可以比凸部33的宽度(第2方向y上的尺寸)w2大。这种情况下,能够增大主流槽31在下侧流路壁部13的上表面13a、下侧周缘壁14的上表面14a以及上侧周缘壁23的下表面23a中所占的比例。因此,能够增大下侧流路壁部13中的主流槽31的截面积,从而能够提高液态的工作液2的输送功能。例如,可以将主流槽31的宽度w1设为20μm~200μm,并将凸部33的宽度w2设为20μm~180μm。
776.主流槽31的深度h1可以小于上述的下侧流路壁部13的高度h0(参照图44)。这种情况下,能够提高主流槽31的毛细管作用。例如,主流槽31的深度h1优选为下侧流路壁部13的高度h0的一半左右,可以为5μm~200μm。
777.另外,连接槽32的宽度(第1方向x上的尺寸)w3可以小于主流槽31的宽度w1。由此,在液态的工作液2在各主流槽31中被朝向蒸发部11输送的期间,能够抑制工作液2流入连接槽32,从而能够提高工作液2的输送功能。另一方面,在某个主流槽31中发生了烧干的情况下,能够使工作液2从相邻的主流槽31经由对应的连接槽32移动过来,从而能够讯速地消除烧干而确保工作液2的输送功能。即,关于连接槽32,只要其能够将相邻的主流槽31彼此连通,则即使比主流槽31的宽度小,也能够发挥出其功能。这样的连接槽32的宽度w3可以为例如180μm。
778.连接槽32的深度(未图示)可以对应于其宽度w3而比主流槽31的深度更浅。例如,连接槽32的深度可以为10μm~200μm。另外,主流槽31的横截面形状并不特别限定,可以设为例如矩形状、c字状、半圆状、半椭圆状、弯曲状、v字状。连接槽32的横截面形状也相同。
779.如图50所示,液体流路部30形成于下侧金属片10的下侧流路壁部13的上表面13a。另一方面,在本实施方式中,上侧金属片20的上侧流路壁部22的下表面22a形成为平坦状。由此,液体流路部30的各主流槽31被平坦状的下表面22a覆盖。这种情况下,如图50所示,能够通过主流槽31的在第1方向x上延伸的一对侧壁35、36和上侧流路壁部22的下表面22a形
成直角状或锐角状的一对角部37,并且能够提高该角部37处的毛细管作用。
780.在本实施方式中,液体流路部30仅形成于下侧金属片10。另一方面,蒸气流路凹部12、21分别形成于下侧金属片10和上侧金属片20双方。可是,不限于此,只要液体流路部30和蒸气流路凹部12、21分别形成于下侧金属片10和上侧金属片20中的至少一方即可。
781.并且,下侧金属片10的液体流路部30的形状不限于上述情况。
782.例如,如图51所示,也可以是,液体流路部30具有:互相平行地延伸的多个主流槽31;和在彼此相邻的主流槽31之间构成的细长状的凸部33a。这种情况下,各凸部33a以沿着工作液2的主流动方向(这种情况下为第1方向x)遍及液体流路部30的长度方向上的大致整个区域的方式延伸。由此,能够在各主流槽31中朝向蒸发部11高效地输送液态的工作液2。并且,虽然未图示,但也可以是:在凸部33a的一部分上设置连接槽,通过该连接槽使各主流槽31与下侧蒸气流路凹部12或上侧蒸气流路凹部21连通。
783.作为用于下侧金属片10和上侧金属片20的材料,只要是热传导率良好的材料,则不特别限定,可以使用例如铜(无氧铜)、铜合金、铝或不锈钢。这种情况下,能够提高下侧金属片10和上侧金属片20的热传导率,从而能够提高蒸发室1的散热效率。另外,蒸发室1的厚度可以为0.1mm~2.0mm。在图44中,示出了下侧金属片10的厚度t1和上侧金属片20的厚度t2相等的情况,但不限于此,下侧金属片10的厚度t1和上侧金属片20的厚度t2也可以不相等。
784.接下来,对由这样的结构构成的本实施方式的作用进行说明。在此,首先,利用图52a~52c和图53a~53c对蒸发室1的制造方法进行说明,但是简化了上侧金属片20的半蚀刻工序的说明。并且,在图52a~52c和图53a~53c中,示出了与图44的剖视图相同的截面。
785.首先,如图52a所示,作为准备工序,准备平板状的金属材料片m。
786.接着,如图52b所示,通过光刻法在金属材料片m的上表面ma和下表面mb分别形成抗蚀剂膜141。在金属材料片m的上表面ma形成的抗蚀剂膜141具有与下侧流路壁部13和下侧周缘壁14对应的图案形状。
787.接下来,如图52c所示,对金属材料片m进行半蚀刻,形成了构成密封空间3的一部分的下侧蒸气流路凹部12。由此,金属材料片m的上表面ma中的、与抗蚀剂膜141的抗蚀剂开口141a对应的部分被半蚀刻。然后,从金属材料片m去除抗蚀剂膜141。其结果是,如图52c所示,形成了下侧蒸气流路凹部12、下侧流路壁部13以及下侧周缘壁14。同时,通过半蚀刻在下侧流路壁部13上形成液体流路部30。并且,由于抗蚀剂开口141a中的、与液体流路部30的主流槽31和连接槽32相对应的部分的宽度较窄,因此蚀刻液绕入得较少。因此,主流槽31和连接槽32的深度形成得比下侧蒸气流路凹部12的深度浅。另外,此时,图43和图45所示的下侧注入流路凹部17也同时通过蚀刻而形成,从而得到了图45所示那样的具有规定的外形轮廓形状的下侧金属片10。
788.并且,半蚀刻是指如下用途的蚀刻:将被蚀刻材料在其厚度方向上蚀刻至中途,形成不贯通被蚀刻材料的凹部。因此,通过半蚀刻形成的凹部的深度不限于被蚀刻材料的厚度的一半。半蚀刻后的被蚀刻材料的厚度为半蚀刻前的被蚀刻材料的厚度的例如30%~70%,优选为40%~60%。对于蚀刻液,能够使用例如氯化铁水溶液等氯化铁系蚀刻液、或者氯化铜水溶液等氯化铜系蚀刻液。
789.另外,也可以是:首先通过半蚀刻在金属材料片m上形成下侧蒸气流路凹部12(第1
半蚀刻工序),然后,通过另一蚀刻工序(第2半蚀刻工序)在金属材料片m上形成液体流路部30。
790.另一方面,虽然未图示,但与下侧金属片10相同,从下表面20a对上侧金属片20进行半蚀刻,形成上侧蒸气流路凹部21、上侧流路壁部22和上侧周缘壁23。这样,得到了上述的上侧金属片20。
791.接下来,如图53a所示,作为临时固定工序,使具有下侧蒸气流路凹部12的下侧金属片10和具有上侧蒸气流路凹部21的上侧金属片20对置并将它们临时固定。
792.这种情况下,首先,利用下侧金属片10的下侧校准孔15(参照图43和图45)和上侧金属片20的上侧校准孔24(参照图43和图46),对下侧金属片10和上侧金属片20进行定位。接着,将下侧金属片10和上侧金属片20固定。作为固定的方法,并不特别限定,例如可以是:通过对下侧金属片10和上侧金属片20进行电阻焊接来将下侧金属片10和上侧金属片20固定。这种情况下,如图53a所示,可以使用电极棒40呈点状进行电阻焊接。也可以进行激光焊接来代替电阻焊接。或者,也可以照射超声波来使下侧金属片10和上侧金属片20超声波接合而固定在一起。另外,也可以使用粘接剂,可以使用不具有有机成分的、或者有机成分少的粘接剂。这样,下侧金属片10和上侧金属片20在被定位的状态下被固定。
793.在临时固定后,如图53b所示,作为永久接合工序,通过扩散接合使下侧金属片10和上侧金属片20永久地接合在一起。扩散接合是这样的方法:使待接合的下侧金属片10和上侧金属片20紧密接触,并在真空或惰性气体等受控制的气氛中,沿着使各金属片10、20紧密接触的方向进行加压,并且进行加热,利用在接合面发生的原子的扩散进行接合。在扩散接合中,虽然将下侧金属片10和上侧金属片20的材料加热至接近熔点的温度,但由于比熔点低,因此能够避免各金属片10、20熔融而变形的情况。更具体来说,下侧金属片10的下侧周缘壁14的上表面14a和上侧金属片20的上侧周缘壁23的下表面23a成为接合面而扩散接合在一起。由此,通过下侧周缘壁14和上侧周缘壁23在下侧金属片10与上侧金属片20之间形成了密封空间3。另外,通过下侧注入突出部16的下侧注入流路凹部17(参照图43和图45)和上侧注入突出部25(参照图43和图46)形成了与密封空间3连通的工作液2的注入流路。而且,下侧金属片10的下侧流路壁部13的上表面13a和上侧金属片20的上侧流路壁部22的下表面22a成为接合面而扩散接合在一起,提高了蒸发室1的机械强度。在下侧流路壁部13的上表面13a形成的液体流路部30作为液态的工作液2的流路而残存。
794.在永久的接合之后,如图53c所示,作为封入工序,将工作液2从注入部4(参照图43)注入密封空间3。此时,首先,对密封空间3抽真空而减压(例如,5pa以下,优选为1pa以下),然后,将工作液2注入密封空间3。注入时,工作液2通过由下侧注入突出部16的下侧注入流路凹部17和上侧注入突出部25形成的注入流路。例如,关于工作液2的封入量,虽然也取决于蒸发室1内部的液体流路部30的结构,但是,可以相对于密封空间3的总体积设为10%~40%。如上所述,构成注入流路的下侧注入流路凹部17的宽度w9比下侧蒸气通路81的宽度w7大(参照图45)。因此,能够高效地在短时间内进行如下作业:对注入流路抽真空来使密封空间3减压的作业;和将工作液2从注入流路注入密封空间3的作业。
795.在此,如果缩短密封空间3的抽真空时间,则存在如下担忧:密封空间3内的非冷凝性气体(例如,空气等)未从密封空间3抽出而残存。另外,如果工作液2的注入时间变长,则还存在这样的担忧:非冷凝性气体与工作液2一起进入密封空间3内。如果非冷凝性气体残
存在密封空间3内,则会在蒸发室1工作时阻碍工作液2的蒸气和液态的工作液2移动。这种情况下,难以获得所希望的热输送效率。可以考虑这样的问题:在通过蒸发室1的热输送试验未得到所希望的热输送效率的情况下,该蒸发室1被判定为不合格品,其结果是,成品率可能降低。热输送试验是如下用途的试验:对蒸发室1供热并测量各部分的温度,根据温度的测量结果来确认是否在蒸发室1内正常地进行着热输送(例如,参照日本特开2004
‑
301475号公报)。
796.对此,在本实施方式中,如上所述,构成注入流路的下侧注入流路凹部17的宽度w9比下侧蒸气通路81的宽度w7大。因此,能够高效地在短时间内进行如下作业:对注入流路抽真空来使密封空间3减压的作业;和将工作液2从注入流路注入密封空间3的作业。由此,能够防止非冷凝性气体残存在密封空间3内,从而防止了热输送效率的降低,其结果是,能够提高成品率。
797.在注入工作液2之后,将上述的注入流路密封。这种情况下,例如通过对下侧注入流路凹部17的凿紧区域154进行凿紧,由此能够以将多个突起156压溃的方式使其变形。由此,将注入部4堵塞而将注入流路密封,完成了密封空间3的密闭。或者,也可以是:对注入部4照射激光,使注入部4部分地熔融而将注入流路密封。或者,也可以通过钎焊将注入部4堵塞以密封注入流路。由此,密封空间3与外部空气的连通被阻断,工作液2被封入密封空间3。这样,防止了密封空间3内的工作液2泄漏到外部的情况。另外,为了更加可靠地进行注入部4的密封,也可以在对凿紧区域154进行了凿紧后进行激光照射或钎焊。另外,也可以是,在将注入流路密封后,在注入部4上的比凿紧区域154靠开口部17a的一侧的任意位置处将注入部4切断。
798.通过以上内容,得到了本实施方式的蒸发室1。
799.并且,在本实施方式中,对主要通过蚀刻来制造蒸发室1的例子进行了说明。可是,不限于此,也可以通过3d打印机来制造。例如,也可以通过3d打印机一次制造出蒸发室1,或者,也可以通过3d打印机分别制造出各金属片10、20,然后将它们接合在一起。
800.接下来,对蒸发室1的工作方法、即器件d的冷却方法进行说明。
801.如上述那样得到的蒸发室1被设置于移动终端等的外壳内,并且,作为被冷却对象物的cpu等器件d被安装于下侧金属片10的下表面10b。由于注入密封空间3内的工作液2的量较少,因此,密封空间3内的液态的工作液2由于其表面张力而附着于密封空间3的壁面(即下侧蒸气流路凹部12的壁面、上侧蒸气流路凹部21的壁面以及液体流路部30的壁面)。
802.如果器件d在该状态下发热,则在下侧蒸气流路凹部12中的蒸发部11中存在的工作液2从器件d受热。受到的热作为潜热被吸收而使得工作液2蒸发(气化),从而生成工作液2的蒸气。所生成的大部分蒸气在构成密封空间3的下侧蒸气流路凹部12内和上侧蒸气流路凹部21内扩散(参照图45的实线箭头)。上侧蒸气流路凹部21内和下侧蒸气流路凹部12内的蒸气从蒸发部11离开,大部分蒸气被朝向温度比较低的蒸发室1的周缘部输送。扩散的蒸气在下侧金属片10和上侧金属片20中散热而被冷却。下侧金属片10和上侧金属片20从蒸气受到的热经由外壳部件ha(参照图44)传递到外部空气。
803.蒸气在下侧金属片10和上侧金属片20中散热,由此失去在蒸发部11中吸收的潜热而冷凝。冷凝而成为液态的工作液2附着于下侧蒸气流路凹部12的壁面或上侧蒸气流路凹部21的壁面。在此,在蒸发部11中,工作液2持续蒸发,因此,液体流路部30的除蒸发部11以
外的部分中的工作液2被朝向蒸发部11输送(参照图45的虚线箭头)。由此,附着于下侧蒸气流路凹部12的壁面和上侧蒸气流路凹部21的壁面的液态的工作液2朝向液体流路部30移动,并进入液体流路部30内。因此,被填充于液体流路部30的工作液2通过各主流槽31的毛细管作用而获得朝向蒸发部11的推进力,从而被朝向蒸发部11顺畅地输送。
804.到达蒸发部11的工作液2再次从器件d受热而蒸发。这样,工作液2一边重复进行相变(即、蒸发和冷凝)一边在蒸发室1内回流,从而使器件d的热移动并释放。其结果是,器件d被冷却。
805.这样,根据本实施方式,下侧注入流路凹部17的宽度w9可以比下侧蒸气通路81的宽度w7大。因此,下侧注入流路凹部17在宽度方向(第2方向y)上的截面比下侧蒸气通路81在宽度方向(第2方向y)上的截面大。由此,在制造蒸发室1时,能够高效且讯速地进行下述作业:对注入流路抽真空来对密封空间3进行脱气的作业;以及随后将工作液2注入密封空间3的作业。特别是,在将下侧注入流路凹部17的宽度w9设为下侧蒸气通路81的宽度w7的1.5倍以上的情况下,能够显著地获得这样的效果。
806.另外,根据本实施方式,在下侧注入流路凹部17突出设置有多个支柱155,因此能够抑制下侧注入流路凹部17的变形。由此,在制造蒸发室1时,能够防止因下侧注入流路凹部17的变形而对密封空间3内的脱气作业和向密封空间3注入工作液2的注入作业带来障碍,从而能够高效地进行脱气作业和注入作业。
807.另外,根据本实施方式,在下侧注入流路凹部17形成有凿紧区域154,该凿紧区域154具有多个突起156。在将工作液2注入密封空间3内之后对凿紧区域154进行凿紧时,该多个突起156被压溃。由此,能够更加可靠地进行密封空间3的密封。
808.另外,根据本实施方式,下侧注入流路凹部17的深度d1比蒸气流路凹部12的深度h0更深,因此,下侧注入流路凹部17在宽度方向(第2方向y)上的截面积比下侧蒸气通路81在宽度方向(第2方向y)上的截面积大。由此,在制造蒸发室1时,能够高效地进行密封空间3内的脱气作业和向密封空间3注入工作液2的注入作业。
809.另外,根据本实施方式,液体流路部30具有:互相平行地延伸的多个主流槽31;和将相邻的主流槽31彼此连接的连接槽32。由此,液态的工作液2在彼此相邻的主流槽31中互相往来,在主流槽31中发生烧干的情况被抑制。因此,对各主流槽31内的工作液2赋予了毛细管作用,工作液2被朝向蒸发部11顺畅地输送。
810.而且,根据本实施方式,在液体流路部30,在俯视时呈交错状配置有多个凸部33。由此,能够使作用于主流槽31内的工作液2的毛细管作用在主流槽31的宽度方向上均等。即,由于多个凸部33在俯视时呈交错状配置,因此,连接槽32交错地连接于主流槽31的两侧。因此,与连接槽32连接于各主流槽31的两侧的同一位置的情况不同,能够抑制如下情况:朝向蒸发部11的方向的毛细管作用因连接槽32而丧失。因此,能够抑制毛细管作用在主流槽31与连接槽32的交点处降低的情况,从而能够对朝向蒸发部11的工作液2连续地赋予毛细管作用。
811.另外,由于密封空间3内如上述那样被减压,因此,下侧金属片10和上侧金属片20从外部空气受到了向厚度方向内侧凹陷的方向上的压力。在此,在假设连接槽32连接于各主流槽31的长度方向两侧的同一位置的情况下,可以想到,下侧金属片10和上侧金属片20会沿着与连接槽32平行的方向向厚度方向内侧凹陷。这种情况下,各主流槽31的流路截面
积变小,工作液2的流路阻力可能增大。与此相对,在本实施方式中,在液体流路部30,多个凸部33在俯视时呈交错状配置。由此,即使在下侧金属片10和上侧金属片20沿着连接槽32向厚度方向内侧凹陷的情况下,也能够防止该凹陷横贯主流槽31,能够确保主流槽31的流路截面积,抑制了工作液2的流动受阻的情况。
812.接下来,利用图54~图56对蒸发室的各变形例进行说明。在图54~图56中,对于与图43~图53c相同的部分,标记相同的标号并省略详细的说明。
813.图54示出了一个变形例的蒸发室1a。在图54所示的蒸发室1a中,与图43~图53c所示的实施方式不同,在上侧金属片20没有形成上侧蒸气流路凹部21。并且,虽然在图44中没有示出,但注入流路凹部(下侧注入流路凹部17或上侧注入流路凹部)的宽度比下侧蒸气通路81的宽度大。这种情况下,能够减薄上侧金属片20的厚度,由此能够减薄蒸发室1整体的厚度。
814.图55是示出其它变形例的蒸发室1b的图,并且是与上述的图48对应的图。在图55所示的蒸发室1b中,与图43~图53c所示的实施方式不同,凿紧区域154的各突起156的形状与中间区域153的各支柱155的形状大致相同。另外,下侧注入流路凹部17在凿紧区域154处的深度可以与下侧注入流路凹部17在入口区域152处和中间区域153处的深度d1相同。这种情况下,能够扩大各突起156之间的间隔p3,能够通过下侧注入流路凹部17的变形来高效地进行密封空间3内的脱气作业和向密封空间3注入工作液2的注入作业。
815.图56是示出其它变形例的蒸发室1c的图,并且是与上述的图48对应的图。在图56所示的蒸发室1c中,与图43~图53c所示的实施方式不同,下侧注入流路凹部17的深度d1在入口区域152、中间区域153以及凿紧区域154中大致均匀,并且与蒸气流路凹部12的深度h0相同。这种情况下,由于下侧注入流路凹部17的深度d1和蒸气流路凹部12的深度h0相同,因此,能够通过下侧注入流路凹部17的变形来顺畅地进行密封空间3内的脱气作业和向密封空间3注入工作液2的注入作业。
816.(第11实施方式)
817.接下来,利用图57~图59,对本发明的第11实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
818.在图57~图59所示的第11实施方式中,主要在下述这一点上不同:在下侧金属片与上侧金属片之间夹设有中间金属片,在下侧金属片和上侧金属片中的一方形成有蒸气流路凹部,并在另一方形成有液体流路部,并且在中间金属片设有将蒸气流路凹部和液体流路部连通的连通部,其它结构与图20~图25所示的第3实施方式和图43~图56所示的第10实施方式大致相同。并且,在图57~图59中,对于与图20~图25所示的第3实施方式和图43~图56所示的第10实施方式相同的部分,标记相同的标号并省略详细的说明。
819.在本实施方式中,注入部4可以与图43~图56所示的第10实施方式的注入部4相同地形成。即,下侧金属片10具有下侧注入突出部16,在下侧注入突出部16的上表面形成有下侧注入流路凹部(注入流路凹部)17。上侧金属片20具有上侧注入突出部25,但是,上侧注入突出部25的下表面没有形成凹部,而是以平坦的形状形成。
820.在本实施方式中,如图20所示,中间金属片70介于下侧金属片10与上侧金属片20之间。如图57和图58所示,中间金属片70具有从端面向侧方突出的中间注入突出部175。可是,在该中间注入突出部175的上表面和下表面没有形成凹部,该中间注入突出部175具有
与加工前的中间金属片70相同的厚度。中间注入突出部175的上表面和下表面以平坦的形状形成。在下侧金属片10和中间金属片70被接合在一起时,下侧注入流路凹部17和中间注入突出部175成为一体而形成工作液2的注入流路。当下侧金属片10、上侧金属片20以及中间金属片70被接合时,各注入突出部16、25、175互相重合。中间注入突出部175可以与上侧注入突出部25相同地形成。
821.可是,不限于此。例如,也可以是,除了下侧注入流路凹部17外还在上侧注入突出部25的下表面形成注入流路凹部(注入流路凹部),或者代替下侧注入流路凹部17而在上侧注入突出部25的下表面形成注入流路凹部(注入流路凹部)。或者,也可以是,在下侧金属片10或上侧金属片20设置注入孔,并从该注入孔注入工作液2,以代替这样的注入部4。
822.这样,根据本实施方式,中间金属片70介于下侧金属片10与上侧金属片20之间,上侧蒸气流路凹部21设置于上侧金属片20的下表面20a,液体流路部30设置于下侧金属片10的上表面10a。并且,在中间金属片70上设有将上侧蒸气流路凹部21和液体流路部30连通的连通孔71。由此,即使在由3个金属片10、20、70构成蒸发室1的情况下,也能够使工作液2一边在密封空间3内重复进行相变一边在蒸发室1内回流,从而能够使器件d的热移动并释放。另外,由于上侧金属片20的上侧蒸气流路凹部21广泛地连通,因此能够顺畅地进行工作液2的蒸气的扩散,从而能够提高热输送效率。
823.另外,根据本实施方式,与图43~图56所示的第10实施方式相同,下侧注入流路凹部17的宽度w9比下侧蒸气通路81的宽度w7大。由此,在制造蒸发室1时,能够高效且讯速地进行下述作业:对注入流路抽真空来对密封空间3进行脱气的作业;以及随后将工作液2注入密封空间3的作业。
824.并且,在本实施方式中,对连通孔71的平面形状为圆形状的例子进行了说明。可是,不限于此,如图59所示,连通孔71也可以与图27相同地以沿着第1方向x呈细长状延伸的方式形成。即,上述的本实施方式也能够与上述的第4实施方式组合。
825.(第12实施方式)
826.接下来,利用图60和图61,对本发明的第12实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
827.在图60和图61所示的第12实施方式中,主要在下述这一点上不同:在中间金属片的下表面和上表面中的至少一方形成有包含多个蒸气通路的蒸气流路部,在中间金属片的下表面和上表面中的至少一方形成有液体流路部,在中间金属片的下表面和上表面中的至少一方形成有注入液体流路部,并且注入流路部的宽度比蒸气通路的宽度大,其它结构与图28~图33所示的第5实施方式和图57~图59所示的第11实施方式大致相同。并且,在图60和图61中,对于与图28~图33所示的第5实施方式和图57~图59所示的第11实施方式相同的部分,标记相同的标号并省略详细的说明。
828.在本实施方式中,如图28所示,中间金属片70介于下侧金属片10与上侧金属片20之间。如图60所示,在本实施方式中,在构成注入部4的中间注入突出部175的下表面,呈凹状形成有中间注入流路部176(注入流路部)。在下侧注入突出部16的上表面没有形成下侧注入流路凹部17,该上表面以平坦的形状形成。在下侧金属片10和中间金属片70被接合在一起时,下侧注入突出部16和中间注入流路部176成为一体而形成工作液2的注入流路。如图61所示,在中间注入突出部175的上表面没有形成注入流路部,但也可以是:中间注入流
路部176除了形成于中间注入突出部175的下表面外还形成于中间注入突出部175的上表面,或者,中间注入流路部176形成于中间注入突出部175的上表面以代替形成于该下表面。
829.中间注入突出部175和中间注入流路部176可以与第10实施方式中的下侧注入突出部16和下侧注入流路凹部17相同地形成。例如,中间注入突出部175可以具有与下侧注入突出部16相同的宽度w8和长度l1。另外,例如,中间注入流路部176可以具有与下侧注入流路凹部17相同的宽度w9。
830.在本实施方式中,中间注入流路部176的宽度w9可以比上述的中间蒸气通路85的宽度w6大。这种情况下,例如,宽度w6为0.05mm~2.0mm,宽度w9为1mm~10mm。另外,中间注入流路部176的宽度w9优选为中间蒸气通路85的宽度w6的1.5倍以上。更详细来说,例如,在宽度w6为0.05mm的情况下,宽度w9可以为1mm~6mm,优选为1mm~3mm。另外,例如,在宽度w6为2mm的情况下,宽度w9可以为3.5mm~10mm,优选为1mm~6mm。通过像这样使中间注入流路部176的宽度w9比中间蒸气通路85的宽度w6大,由此,能够讯速地从密封空间3脱气,且能够讯速地将工作液2注入密封空间3。
831.中间注入流路部176不限于形成为凹状。例如,中间注入流路部176也可以形成为,从中间金属片70的下表面70a遍及至上表面70b地延伸而贯通中间金属片70。这种情况下,支柱155可以通过未图示的支承部支承于堤坝部151。也可以是,突起156形成为柱状,且通过未图示的支承部支承于堤坝部151。
832.这样,根据本实施方式,中间金属片70介于下侧金属片10与上侧金属片20之间,蒸气流路部80设置于中间金属片70的上表面70b,液体流路部30设置于中间金属片70的下表面70a。由此,即使在由3个金属片10、20、70构成蒸发室1的情况下,也能够使工作液2一边在密封空间3内重复进行相变一边在蒸发室1内回流,从而能够使器件d的热移动并释放。
833.另外,根据本实施方式,在介于下侧金属片10与上侧金属片20之间的中间金属片70的上表面70b,设有蒸气流路部80,在下表面70a,设有液体流路部30。由此,能够无需对下侧金属片10和上侧金属片20进行用于形成蒸气流路或液体流路的蚀刻加工。即,能够削减进行蚀刻加工的部件的数量。因此,能够简化蒸发室1的制造工序,从而能够容易地制造蒸发室1。另外,由于蒸气流路部80和液体流路部30形成于中间金属片70,因此,能够在蚀刻加工时高精度地定位蒸气流路部80和液体流路部30。因此,在组装工序中,能够无需对蒸气流路部80和液体流路部30进行位置对准。其结果是,能够简单地制造蒸发室1。另外,能够以中间金属片70的厚度来限定蒸气流路的高度(或深度),从而能够简单地制造蒸发室1。
834.另外,根据本实施方式,与图43~图56所示的第10实施方式相同,中间注入流路部176的宽度w9比中间蒸气通路85的宽度w6大。由此,在制造蒸发室1时,能够高效且讯速地进行下述作业:对注入流路抽真空来对密封空间3进行脱气的作业;以及随后将工作液2注入密封空间3的作业。
835.(第13实施方式)
836.接下来,利用图62~图76,对本发明的第13实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
837.在图62~图76所示的第13实施方式中,主要在下述这一点上不同:在第1金属片上,沿着第1金属片的周缘形成有供液态的工作液通过的第1周缘液体流路部,并且第1周缘液体流路部遍及第1金属片的整周形成,其它结构与图43~图56所示的第10实施方式大致
相同。并且,在图62~图76,对于与图43~图56所示的第10实施方式相同的部分,标记相同的标号并省略详细的说明。
838.在通常的蒸发室中,中芯被沿着片体的外周配置。因此,无论蒸气在蒸气通路的哪个部位冷凝而成为工作液,都会借助中芯的毛细管力使该工作液返回受热部。可是,在专利文献4中,由于在注入口(注液嘴)附近没有连续地形成中芯,因此,特别是在注入口附近的片体的外周部,有可能会对工作液的回流带来障碍。
839.第13实施方式是考虑这样的问题而完成的,其目的在于提供能够遍及金属片的外周部的整个区域使工作液回流的蒸发室、电子设备以及蒸发室用金属片。因此,在本实施方式中,不限于连接槽的宽度大于主流槽的宽度这一情况。另外,注入流路凹部的宽度不限于比蒸气通路的宽度大的情况。
840.本实施方式和后述的第14实施方式及第15实施方式主要对应于上述的第30解决手段~第33解决手段。以下,利用附图对本实施方式进行说明。
841.在本实施方式中,密封空间3具有:主要供工作液2的蒸气通过的蒸气流路部80(后述的下侧蒸气流路凹部12和上侧蒸气流路凹部21);以及主要供液态的工作液2通过的液体流路部30和周缘液体流路部118、127。
842.如图62所示,蒸发室1在第1方向x上的一对端部中的一个端部还具备注入部4,所述注入部4将工作液2注入密封空间3。该注入部4具有:从下侧金属片10的端面(在图62中是与外缘1y相当的面)突出的下侧注入突出部16;和从上侧金属片20的端面(在图62中是与外缘1y相当的面)突出的上侧注入突出部25。其中,在下侧注入突出部16的上表面(与下侧金属片10的上表面10a相当的面)形成有下侧注入流路凹部17,在上侧注入突出部25的下表面(与上侧金属片20的下表面20a相当的面)形成有上侧注入流路凹部26。下侧注入流路凹部17与下侧蒸气流路凹部12连通,上侧注入流路凹部26与上侧蒸气流路凹部21连通。在下侧金属片10和上侧金属片20被接合在一起时,下侧注入流路凹部17和上侧注入流路凹部26成为一体而形成工作液2的注入流路。工作液2通过该注入流路被注入密封空间3。并且,在本实施方式中,示出了注入部4被设置于蒸发室1的第1方向x上的一对端部中的一个端部处的例子,但不限于此,能够设置于任意位置。另外,也可以设置2个以上的注入部4。
843.如上所述,各下侧蒸气通路81经由下侧连接蒸气通路82互相连通。由此,工作液2的蒸气能够在下侧蒸气通路81彼此之间往来。因此,能够进一步使工作液2的蒸气扩散。
844.另外,在下侧周缘壁14中的下侧蒸气流路凹部12侧的区域,形成有供液态的工作液2通过的环形状的下侧周缘液体流路部118(第1周缘液体流路部或第2周缘液体流路部)。在俯视时,该下侧周缘液体流路部118在下侧周缘壁14的内侧部分沿着下侧金属片10的周缘形成。下侧周缘液体流路部118形成为包围密封空间3(特别是下侧蒸气流路凹部12)。即,在俯视时,下侧蒸气流路凹部12的下侧蒸气通路81或下侧连接蒸气通路82介于液体流路部30和下侧周缘液体流路部118之间,液体流路部30和下侧周缘液体流路部118被分开。另外,下侧周缘液体流路部118在俯视时具有矩形的环形状,其各边与第1方向x或第2方向y平行。
845.如图64所示,下侧周缘液体流路部118遍及下侧金属片10的整周地形成。即,下侧周缘液体流路部118在构成矩形状的下侧金属片10的所有4条边上没有中断地形成。另外,下侧周缘液体流路部118形成为横穿由下侧注入流路凹部17形成的工作液2的注入流路,从而,即使在该下侧注入流路凹部17的附近,也能够使工作液2回流。并且,在图64中,下侧注
入流路凹部17进入至下侧周缘液体流路部118的宽度方向(第1方向x)中途,但不限于此,下侧注入流路凹部17也可以是未进入下侧周缘液体流路部118。
846.该下侧周缘液体流路部118形成于从下侧蒸气流路凹部12的底面12a向上方(与底面12a垂直的方向)突出的环状的下侧周缘壁14的一部分(内侧部分)处。下侧周缘壁14具有与后述的上侧周缘壁23的下表面23a抵接的上表面14a。该上表面14a是未通过后述的蚀刻工序被蚀刻的面,其形成在与下侧金属片10的上表面10a相同的平面上。
847.并且,下侧周缘液体流路部118的宽度w12例如为0.03mm~30mm,优选为0.03mm~2.0mm。在此,宽度w12是指在俯视时在与下侧周缘液体流路部118的长度方向垂直的方向上的尺寸。在下侧周缘液体流路部118的与第1方向x平行的部分中,宽度w12是指第2方向y上的尺寸,在与第2方向y平行的部分中,宽度w12是指第1方向x上的尺寸。另外,下侧周缘壁14的高度可以与下侧流路壁部13的高度相同,可以为10μm~200μm。
848.在本实施方式中,上侧金属片20在如下这一点上与下侧金属片10不同:未设置后述的液体流路部30,并且上侧周缘液体流路部127的结构不同。
849.如上所述,各上侧蒸气通路83经由上侧连接蒸气通路84互相连通。由此,工作液2的蒸气能够在上侧蒸气通路83彼此之间往来。因此,能够进一步使工作液2的蒸气扩散。
850.另外,如图63和图65所示,在上侧周缘壁23中的上侧蒸气流路凹部21侧的区域,形成有供液态的工作液2通过的环形状的上侧周缘液体流路部127(第2周缘液体流路部或第1周缘液体流路部)。在俯视时,该上侧周缘液体流路部127在上侧周缘壁23的内侧部分沿着上侧金属片20的周缘形成。上侧周缘液体流路部127形成为包围密封空间3(特别是上侧蒸气流路凹部21)。即,在俯视时,上侧蒸气流路凹部21的上侧蒸气通路83和上侧连接蒸气通路84介于液体流路部30和上侧周缘液体流路部127之间,液体流路部30和上侧周缘液体流路部127被分开。另外,上侧周缘液体流路部127在俯视时具有矩形的环形状,其各边与第1方向x或第2方向y平行。
851.如图65所示,上侧周缘液体流路部127形成为遍及上侧金属片20的、除了连接上侧注入流路凹部26和上侧蒸气流路凹部21的导通部128之外的周缘的整个区域。即,上侧周缘液体流路部127在从上侧注入流路凹部26注入工作液2的导通部128处被部分地中断。因此,在后述的封入工序中,能够将工作液2从上侧注入流路凹部26经由导通部128注入上侧蒸气流路凹部21。另一方面,由于上侧周缘液体流路部127以遍及上侧金属片20的、除了导通部128之外的周缘的整个区域的方式形成,因此,能够在上侧金属片20的周缘的大致整个区域中使工作液2向蒸发部11侧回流。
852.该上侧周缘液体流路部127形成于从上侧蒸气流路凹部21的底面21a向下方(与底面21a垂直的方向)突出的环状的上侧周缘壁23的一部分(内侧部分)处。上侧周缘壁23具有与下侧周缘壁14的上表面14a抵接的下表面23a。该下表面23a是未通过后述的蚀刻工序被蚀刻的面,其形成在与上侧金属片20的下表面20a相同的平面上。
853.并且,上侧周缘液体流路部127的宽度w13例如为0.02mm~20mm,优选为0.02mm~1.5mm。在此,宽度w13是指在俯视时在与上侧周缘液体流路部127的长度方向垂直的方向上的尺寸。在上侧周缘液体流路部127的与第1方向x平行的部分中,宽度w13是指第2方向y上的尺寸,在与第2方向y平行的部分中,宽度w13是指第1方向x上的尺寸。另外,上侧周缘壁23的高度可以与上侧流路壁部22的高度相同,可以为10μm~200μm。
854.另外,如图63~图65所示,下侧金属片10的下侧周缘液体流路部118的宽度w12大于上侧金属片20的上侧周缘液体流路部127的宽度w13(w12>w13)。具体来说,在除了导通部128之外的周缘的整个区域中,下侧周缘液体流路部118的宽度w12大于上侧周缘液体流路部127的宽度w13。下侧周缘液体流路部118的宽度w12与上侧周缘液体流路部127的宽度w13之差(w12
‑
w13)可以为0.01mm~1mm。在俯视时,下侧周缘液体流路部118比上侧周缘液体流路部127朝向内侧突出,该突出的下侧周缘液体流路部118的内侧部分118a不与上侧周缘液体流路部127接触,并且与上侧蒸气流路凹部21对置。另一方面,下侧周缘液体流路部118的外周缘配置于在俯视时与上侧周缘液体流路部127的外周缘相同的位置。这样,上侧蒸气流路凹部21内的工作液2的蒸气能够直接在下侧周缘液体流路部118的向上侧蒸气流路凹部21侧突出的内侧部分118a中冷凝,从而能够稳定地进行工作液2的冷凝和回流。并且,不限于此,上侧周缘液体流路部127的宽度w13也可以与下侧周缘液体流路部118的宽度w12相同,上侧周缘液体流路部127的宽度w13也可以大于下侧周缘液体流路部118的宽度w12。
855.另外,在本实施方式中,下侧金属片10的下侧周缘液体流路部118的一部分和上侧金属片20的上侧周缘液体流路部127的一部分在俯视时互相重合。具体来说,除了下侧周缘液体流路部118的内侧部分118a和导通部128外,下侧周缘液体流路部118和上侧周缘液体流路部127互相重合。由此,能够通过下侧周缘液体流路部118和上侧周缘液体流路部127高效地进行工作液2的回流。
856.这样,在金属片10、20的周缘处,能够在下侧周缘液体流路部118与上侧周缘液体流路部127之间高效地进行工作液2的冷凝和回流。
857.接下来,利用图66和图67,对液体流路部30和周缘液体流路部118、127的结构更详细地进行说明。
858.图66是液体流路部30和周缘液体流路部118、127的放大俯视图,图67是液体流路部30和周缘液体流路部118、127的剖视图。在本实施方式中,以液体流路部30、下侧周缘液体流路部118以及上侧周缘液体流路部127的形状彼此相同的情况为例进行说明,但液体流路部30、下侧周缘液体流路部118以及上侧周缘液体流路部127的形状也可以互不相同。
859.如上所述,在下侧金属片10的上表面10a(更具体来说,为各下侧流路壁部13的上表面13a),设有供液态的工作液2通过的液体流路部30。另外,沿着金属片10、20的周缘分别设有供液态的工作液2通过的周缘液体流路部118、127。液体流路部30和周缘液体流路部118、127构成了上述的密封空间3的一部分,且与下侧蒸气流路凹部12和上侧蒸气流路凹部21连通。并且,液体流路部30不限于设置于所有的下侧流路壁部13。例如,也可以存在未设置液体流路部30的下侧流路壁部13。
860.如图66所示,液体流路部30和周缘液体流路部118、127分别具有:互相平行地延伸的多个主流槽31;和将相邻的主流槽31彼此连接的连接槽32。在液体流路部30和周缘液体流路部118、127中的与第1方向x平行的部分,主流槽31沿着工作液2的主流动方向(这种情况下为第1方向x)延伸。另外,连接槽32沿着与工作液2的主流动方向垂直的方向(这种情况下为第2方向y)延伸,工作液2能够在相邻的主流槽31彼此之间往来。主流槽31和连接槽32分别供液态的工作液2通过。主流槽31和连接槽32主要起到如下作用:将由在蒸发部11生成的蒸气冷凝而成的工作液2朝向蒸发部11输送。并且,在图66中,为了方便,示出了下侧周缘
液体流路部118和上侧周缘液体流路部127这两者,但是,实际上,下侧周缘液体流路部118和上侧周缘液体流路部127在上下方向上互相重合。周缘液体流路部118、127中的与第2方向y平行的部分沿着工作液2的主流动方向(这种情况下为第2方向y)延伸。连接槽32沿着第1方向x延伸。
861.另外,在液体流路部30和周缘液体流路部118、127,在俯视时呈交错状配置有多个凸部33。各凸部33形成为分别被主流槽31和连接槽32包围。在图66中,多个凸部33具有彼此相同的形状,各凸部33以在俯视时第1方向x成为长度方向的方式形成为矩形状。在本实施方式中,沿着工作液2的主流动方向(这种情况下为第1方向x)的凸部33的排列间距固定。即,多个凸部33在第1方向x上互相隔开固定的间隔进行配置,并且以如下方式进行配置:相对于在第2方向y上相邻的凸部33,以凸部33的大致一半的长度的量在第1方向x上错开。
862.主流槽31的宽度(第2方向y上的尺寸)w1可以比凸部33的宽度(第2方向y上的尺寸)w2大。这种情况下,能够增大主流槽31在下侧流路壁部13的上表面13a、下侧周缘壁14的上表面14a以及上侧周缘壁23的下表面23a中所占的比例。因此,能够增大下侧流路壁部13、下侧周缘壁14以及上侧周缘壁23中的主流槽31的流路密度,从而能够提高液态的工作液2的输送功能。例如,可以将主流槽31的宽度w1设为20μm~200μm,并将凸部33的宽度w2设为20μm~180μm。
863.主流槽31的深度h1可以小于上述的下侧流路壁部13的高度h0(参照图63)。这种情况下,能够提高主流槽31的毛细管作用。例如,主流槽31的深度h1优选为下侧流路壁部13的高度h0的一半左右,可以为5μm~200μm。
864.另外,连接槽32的宽度(第1方向x上的尺寸)w3可以小于主流槽31的宽度w1。由此,在液态的工作液2在各主流槽31中被朝向蒸发部11输送的期间,能够抑制工作液2流入连接槽32,从而能够提高工作液2的输送功能。另一方面,在某个主流槽31中发生了烧干的情况下,能够使工作液2从相邻的主流槽31经由对应的连接槽32移动过来,从而能够讯速地消除烧干而确保工作液2的输送功能。即,关于连接槽32,只要其能够将相邻的主流槽31彼此连通,则即使比主流槽31的宽度w1小,也能够发挥出其功能。这样的连接槽32的宽度w3可以为例如50μm。
865.连接槽32的深度(未图示)可以对应于其宽度w3而比主流槽31的深度更浅。例如,连接槽32的深度可以为10μm~200μm。另外,主流槽31的横截面形状并不特别限定,可以设为例如矩形状、c字状、半圆状、半椭圆状、弯曲状、v字状。连接槽32的横截面形状也相同。
866.如图67所示,液体流路部30形成于下侧金属片10的下侧流路壁部13的上表面13a。另一方面,在本实施方式中,上侧金属片20的上侧流路壁部22的下表面22a形成为平坦状。由此,液体流路部30的各主流槽31被平坦状的下表面22a覆盖。这种情况下,如图67所示,能够通过主流槽31的在第1方向x上延伸的一对侧壁35、36和上侧流路壁部22的下表面22a形成直角状或锐角状的一对角部37,并且能够提高该角部37处的毛细管作用。
867.另外,下侧周缘壁14的上表面14a和上侧周缘壁23的下表面23a互相接触,由此,下侧周缘液体流路部118的至少一部分和上侧周缘液体流路部127的至少一部分互相重合。这种情况下,在周缘液体流路部118、127重合的区域中,下侧周缘液体流路部118的主流槽31、连接槽32以及凸部33分别与上侧周缘液体流路部127的主流槽31、连接槽32以及凸部33重合。即,下侧周缘液体流路部118的主流槽31、连接槽32以及凸部33被配置成分别与上侧周
缘液体流路部127的主流槽31、连接槽32以及凸部33镜面对称。由于下侧周缘液体流路部118的主流槽31和上侧周缘液体流路部127的主流槽31互相对置地配置,因此,能够增大下侧周缘壁14和上侧周缘壁23中的主流槽31的截面积,从而能够提高液态的工作液2的输送功能。可是,不限于此,也可以是,下侧周缘液体流路部118的主流槽31、连接槽32以及凸部33的至少一部分以与上侧周缘液体流路部127的主流槽31、连接槽32以及凸部33的至少一部分错开的方式进行配置。
868.在本实施方式中,液体流路部30仅形成于下侧金属片10。另外,蒸气流路凹部12、21和周缘液体流路部118、127分别形成于下侧金属片10和上侧金属片20双方。可是,不限于此,只要液体流路部30、蒸气流路凹部12、21以及周缘液体流路部118、127分别形成于下侧金属片10和上侧金属片20中的至少一方即可。
869.并且,下侧金属片10的液体流路部30和周缘液体流路部118、127的形状不限于上述情况。
870.例如,如图68所示,也可以是,液体流路部30和周缘液体流路部118、127具有:互相平行地延伸的多个主流槽31;和在彼此相邻的主流槽31之间构成的细长状的凸部33a。这种情况下,各凸部33a以沿着工作液2的主流动方向(这种情况下为第1方向x)遍及液体流路部30和周缘液体流路部118、127的长度方向上的大致整个区域的方式延伸。由此,能够在各主流槽31中朝向蒸发部11高效地输送液态的工作液2。并且,虽然未图示,但也可以是:在凸部33a的一部分上设置连接槽,通过该连接槽使各主流槽31与下侧蒸气流路凹部12或上侧蒸气流路凹部21连通。
871.或者,如图69所示,液体流路部30和周缘液体流路部118、127可以分别具有毛细管结构部件39,该毛细管结构部件39被填充在形成于金属片10、20的凹部38内。该毛细管结构部件39是用于通过毛细管现象使液态的工作液2朝向蒸发部11流动的部件,其与金属片10、20分体地构成。作为这样的毛细管结构部件39,能够列举出例如金属网、金属粉、金属无纺布等。
872.作为用于下侧金属片10和上侧金属片20的材料,只要是热传导率良好的材料,则不特别限定,可以使用例如铜(无氧铜)或铜合金。这种情况下,能够提高下侧金属片10和上侧金属片20的热传导率,从而能够提高蒸发室1的散热效率。另外,蒸发室1的厚度可以为0.1mm~2.0mm。在图63中,示出了下侧金属片10的厚度t1和上侧金属片20的厚度t2相等的情况,但不限于此,下侧金属片10的厚度t1和上侧金属片20的厚度t2也可以不相等。蒸发室1的整体大小(金属片10、20的整体大小)为大约1cm
×
3cm~大约15cm见方。
873.在制造本实施方式的蒸发室1的情况下,下侧周缘液体流路部118能够与液体流路部30相同地通过半蚀刻来形成,也可以与液体流路部30同时形成。上侧周缘液体流路部127也能够与下侧周缘液体流路部118相同地通过半蚀刻来形成。
874.在本实施方式的蒸发室1工作时,由于沿着金属片10、20的周缘分别形成有周缘液体流路部118、127,因此,在金属片10、20的周缘处冷凝而变成液态的工作液2借助毛细管现象在周缘液体流路部118、127中回流,且被朝向蒸发部11输送。特别是,下侧周缘液体流路部118遍及下侧金属片10的整周没有中断地形成。因此,变成液态的工作液2在下侧注入流路凹部17的附近没有被阻挡,而是沿着下侧金属片10的周缘的整个区域在下侧周缘液体流路部118中平滑地流动,且被朝向蒸发部11输送。虽然上侧周缘液体流路部127由于导通部
128而中断,但由于在与导通部128对置的部分也形成有下侧周缘液体流路部118,因此促进了上侧周缘液体流路部127中的在周向上的流动。
875.这样,根据本实施方式,由于下侧周缘液体流路部118以遍及下侧金属片10的周缘的整个区域的方式形成,因此能够防止如下情况:例如在下侧注入流路凹部17的附近,下侧周缘液体流路部118变得不连续。因此,能够防止毛细管力被中断的情况。由此,能够防止工作液2的回流在蒸发室1的外周部受到阻碍,从而能够遍及蒸发室1的外周部的整个区域使工作液2顺畅地回流。其结果是,工作液2在蒸发室1的外周部处的冷凝和回流变得稳定,能够提高蒸发室1的热输送能力。
876.另外,根据本实施方式,由于下侧周缘液体流路部118以遍及下侧金属片10的周缘的整个区域的方式形成,因此,能够使下侧周缘液体流路部118介于下侧注入流路凹部17与下侧蒸气流路凹部12之间。因此,能够防止水存留于导通部128。即,在下侧注入流路凹部17直接与下侧蒸气流路凹部12连接的情况下,存在如下担忧:水存留在下侧注入流路凹部17(特别是,下侧注入流路凹部17中的下侧蒸气流路凹部12侧的部分)和导通部128中并结冰。这种情况下,存在如下可能性:下侧金属片10或上侧金属片20膨胀而发生变形,或者发生破损。可是,在本实施方式中,能够防止水存留于导通部128中,因此能够防止这样的金属片10的变形或破损。因此,能够提高质量。
877.另外,根据本实施方式,上侧周缘液体流路部127沿着上侧金属片20的周缘形成,并且下侧周缘液体流路部118的至少一部分和上侧周缘液体流路部127的至少一部分互相重合。因此,在上侧周缘液体流路部127和下侧周缘液体流路部118重合的部分,形成有用于使工作液2回流的广阔的液体流路,从而能够高效地进行工作液2在蒸发室1的外周部处的回流。
878.另外,根据本实施方式,下侧周缘液体流路部118的宽度w12大于上侧周缘液体流路部127的宽度w13。由此,下侧周缘液体流路部118中的从上侧周缘液体流路部127突出的内侧部分118a与上侧蒸气流路凹部21对置,通过下侧周缘液体流路部118的该突出的内侧部分118a,使得工作液2的冷凝和回流稳定地进行。
879.而且,根据本实施方式,周缘液体流路部118、127具有:互相平行地延伸的多个主流槽31;和将相邻的主流槽31彼此连接的连接槽32。由此,液态的工作液2在彼此相邻的主流槽31中互相往来,在主流槽31中发生烧干的情况被抑制。因此,对各主流槽31内的工作液2赋予了毛细管作用,工作液2被朝向蒸发部11顺畅地输送。
880.而且,根据本实施方式,在周缘液体流路部118、127,在俯视时呈交错状配置有多个凸部33。由此,能够使作用于主流槽31内的工作液2的毛细管作用在主流槽31的宽度方向上均等。即,由于多个凸部33在俯视时呈交错状配置,因此,连接槽32交错地连接于主流槽31的两侧。因此,与连接槽32连接于各主流槽31的两侧的同一位置的情况不同,能够抑制如下情况:朝向蒸发部11的方向的毛细管作用因连接槽32而丧失。因此,能够抑制毛细管作用在主流槽31与连接槽32的交点处降低的情况,从而能够对朝向蒸发部11的工作液2连续地赋予毛细管作用。
881.另外,由于密封空间3内如上述那样被减压,因此,下侧金属片10和上侧金属片20从外部空气受到了向厚度方向内侧凹陷的方向上的压力。在此,在假设连接槽32连接于各主流槽31的长度方向两侧的同一位置的情况下,可以想到,下侧金属片10和上侧金属片20
会沿着与连接槽32平行的方向向厚度方向内侧凹陷。这种情况下,各主流槽31的流路截面积变小,工作液2的流路阻力可能增大。与此相对,在本实施方式中,在液体流路部30和周缘液体流路部118、127,多个凸部33在俯视时呈交错状配置。由此,即使在下侧金属片10和上侧金属片20沿着连接槽32向厚度方向内侧凹陷的情况下,也能够防止该凹陷横贯主流槽31,能够确保主流槽31的流路截面积,抑制了工作液2的流动受阻的情况。
882.接下来,利用图70~图76对蒸发室的各变形例进行说明。在图70~图76中,对于与图62~图69相同的部分,标记相同的标号并省略详细的说明。
883.图70示出了一个变形例的蒸发室1d。在图69所示的蒸发室1d中,与图62~图69所示的本实施方式不同,在下侧金属片10的下侧注入突出部16没有形成下侧注入流路凹部17。这种情况下,在封入工序(参照图53c)中从注入部4向密封空间3注入工作液2时,能够防止工作液2的注入受到下侧周缘液体流路部118妨碍的情况,从而能够顺畅地注入工作液2。
884.图71示出了其它变形例的蒸发室1e。在图71所示的蒸发室1e中,与图62~图69所示的本实施方式不同,在下侧金属片10的下侧注入突出部16没有形成下侧注入流路凹部17。另外,在上侧金属片20上没有形成上侧周缘液体流路部127。并且,也可以使下侧金属片10的下侧周缘液体流路部118的宽度比图64所示的形态的情况更窄。这种情况下,能够无需将微细形状的周缘液体流路部118、127彼此面对地层叠,因此,能够无需提高金属片10、20的位置对准精度。
885.图72示出了其它变形例的蒸发室1f。在图72所示的蒸发室1f中,与图62~图69所示的本实施方式不同,下侧金属片10不具有下侧蒸气流路凹部12,液体流路部30设置于下侧金属片10的上表面10a。另外,上表面10a中的形成有液体流路部30的区域不仅形成于与上侧流路壁部22对置的区域,而且还形成于与上侧蒸气流路凹部21对置的区域。这种情况下,能够增加构成液体流路部30的主流槽31的个数,从而能够提高液态的工作液2的输送功能。可是,形成液体流路部30的区域不限于图72所示的区域,只要能够确保液态的工作液2的输送功能,则为任意。
886.图73示出了一个变形例的蒸发室1g。在图73所示的蒸发室1g中,与图62~图69所示的本实施方式不同,下侧金属片10不具有下侧蒸气流路凹部12。另外,在下侧金属片10的上表面10a设有液体流路部30。而且,在上侧金属片20上,没有形成上侧流路壁部22,而是以与液体流路部30的大致整个区域对置的方式形成有1个上侧蒸气流路凹部21。这种情况下,能够增大上侧蒸气流路凹部21的截面积,从而能够高效地输送工作液2的蒸气。
887.图74示出了一个变形例的蒸发室1h。在图74所示的蒸发室1h中,与图62~图69所示的本实施方式不同,下侧金属片10的下侧流路壁部13和上侧金属片20的上侧流路壁部22分别在俯视时形成为放射状。即,下侧流路壁部13具有:在俯视时为大致圆形的中心部13b;和从中心部13b呈放射状延伸的多个放射状部13c。同样,上侧流路壁部22具有:在俯视时为大致圆形的中心部22b;和从中心部22b呈放射状延伸的多个放射状部22c。并且,液体流路部30形成于下侧流路壁部13,而未形成于上侧流路壁部22。这种情况下,由于下侧流路壁部13形成为放射状,因此能够高效地将液态的工作液2向蒸发部11侧输送。并且,在图74中,以斜线示出了液体流路部(液体流路部30和周缘液体流路部118、127)(在后述的图75和图76中也相同)。
888.图75示出了一个变形例的蒸发室1i。在图75所示的蒸发室1i中,与图62~图69所
示的本实施方式不同,在下侧金属片10的下侧注入突出部16没有形成下侧注入流路凹部17。另外,在上侧金属片20上没有形成上侧周缘液体流路部127。而且,下侧金属片10的下侧流路壁部13由多个在俯视时为大致三角形状或大致梯形的块部13d构成。同样,上侧金属片20的上侧流路壁部22由多个在俯视时为大致三角形状或大致梯形的块部22d构成。另外,在下侧流路壁部13的块部13d、13d之间形成有下侧蒸气流路凹部12的蒸气通路,在上侧流路壁部22的块部22d、22d之间形成有上侧蒸气流路凹部21的蒸气通路。并且,液体流路部30形成于下侧流路壁部13,而未形成于上侧流路壁部22。这种情况下,下侧流路壁部13的液体流路部30的面积被确保得较大,因此能够高效地将液态的工作液2向蒸发部11侧输送。
889.图76示出了一个变形例的蒸发室1j。在图76所示的蒸发室1j中,与图62~图69所示的本实施方式不同,下侧金属片10的下侧流路壁部13由多个(在该情况下为4个)在俯视时为大致梳齿状的梳齿状部13e构成。下侧流路壁部13的各梳齿状部13e具有:基部13f,其在第1方向x上延伸;和多个梳部13g,它们与基部13f连接,并且在第2方向y上延伸。同样,上侧金属片20的上侧流路壁部22由多个(在该情况下为4个)在俯视时为大致梳齿状的梳齿状部22e构成。上侧流路壁部22的各梳齿状部22e具有:基部22f,其在第1方向x上延伸;和多个梳部22g,它们与基部22f连接,并且在第2方向y上延伸。并且,液体流路部30形成于下侧流路壁部13和上侧流路壁部22双方。这种情况下,液态的工作液2从各梳部13g、22g朝向基部13f、22f集中,然后经由基部13f、22f流向蒸发部11侧。因此,能够高效地将液态的工作液2向蒸发部11侧输送。
890.(第14实施方式)
891.接下来,利用图77~图80,对本发明的第14实施方式的蒸发室、电子设备、蒸发室用金属片以及蒸发室的制造方法进行说明。
892.在图77~图80所示的第14实施方式中,主要在下述这一点上不同:在下侧金属片与上侧金属片之间夹设有中间金属片,在上侧金属片上形成有蒸气流路部,在下侧金属片上形成有液体流路部,并且在中间金属片上设有将蒸气流路部和液体流路部连通的连通部,其它结构与图57~图59所示的第11实施方式和图62~图76所示的第13实施方式大致相同。并且,在图77~图80中,对于与图57~图59所示的第11实施方式和图62~图76所示的第13实施方式相同的部分,标记相同的标号并省略详细的说明。
893.如图77和图78所示,在本实施方式中,在上侧金属片20上没有设置液体流路部30。另外,上侧金属片20具有与第13实施方式相同的上侧蒸气流路凹部21(第2蒸气流路部)。在上侧蒸气流路凹部21内设有与第13实施方式相同的上侧流路壁部22(第2流路突出部)。
894.在本实施方式中,如图20所示,中间金属片70介于下侧金属片10与上侧金属片20之间。如图77、图79和图80所示,在中间金属片70设有将液体流路部30和上侧蒸气流路凹部21连通的连通部71。更详细来说,连通部71将液体流路部30和上侧蒸气流路凹部21经由下侧蒸气流路凹部12连通。连通部71形成为从中间金属片70的上表面70b延伸到下表面70a,并且贯通中间金属片70。连通部71构成了上述的密封空间3的一部分。由此,构成为,在上侧蒸气流路凹部21中由工作液2的蒸气冷凝而生成的液态的工作液2通过连通部71进入液体流路部30和下侧周缘液体流路部118的主流槽31。另一方面,在蒸发部11中蒸发出的工作液2的蒸气不仅在下侧蒸气流路凹部12中扩散,而且还能够通过连通部71扩散到上侧蒸气流路凹部21。
895.如图79和图80所示,中间金属片70具有:在俯视时形成为矩形框状的框体部73;和设在框体部73内的多个平台部74。框体部73和平台部74是在对中间金属片70进行蚀刻时未被蚀刻而使得中间金属片70的材料残留的部分。平台部74沿着第1方向x呈细长状延伸,且在连通部71内配置有多个。平台部74经由未图示的支承部被互相支承,且被支承于框体部73。支承部以抑制如下情况的方式形成:在后述的中间连通路177内流过的工作液2的蒸气的流动受到妨碍。例如,可以是,支承部在俯视时部分地形成于中间连通路177内和中间连接连通路178内。
896.连通部71包含由平台部74划分出的多个中间连通路177。中间连通路177沿着第1方向x呈细长状延伸,且互相平行地配置。各中间连通路177的两个端部与沿着第2方向y呈细长状延伸的中间连接连通路178连通,各中间连通路177经由中间连接连通路178而连通。并且,在图77中,中间连通路177的横截面(在第2方向y上的截面)形状为矩形状。可是,不限于此,中间连通路177的横截面形状也可以是例如弯曲状、半圆状、v字状,只要能够扩散工作液2的蒸气,则为任意。中间连接连通路178也相同。
897.平台部74被配置成在俯视时与对应的上侧流路壁部22和下侧流路壁部13重合,从而实现了蒸发室1的机械强度的提高。另外,中间连通路177形成为在俯视时与对应的下侧蒸气通路81和上侧蒸气通路83重合。同样,中间连接连通路178也形成为在俯视时与对应的下侧连接蒸气通路82和上侧连接蒸气通路84重合。
898.如图79和图80所示,在将中间金属片70的平台部74的宽度w5(第2方向y上的尺寸)设为从上表面70b到下表面70a的范围内的最大尺寸的情况下,可以是例如50μm~2000μm。在将中间连通路177的宽度w14(第2方向y上的尺寸)设为从上表面70b到下表面70a的范围内的最小尺寸的情况下,可以是例如50μm~2000μm。中间连接连通路178的宽度(第1方向x上的尺寸)也相同。
899.关于连通部71,可以通过从中间金属片70的上表面70b进行蚀刻而形成。这种情况下,连通部71的中间连通路177可以以朝向下表面70a鼓起这样的形状弯曲。或者,对于连通部71,也可以从中间金属片70的下表面70a进行蚀刻,这种情况下,中间连通路177可以以朝向上表面70b鼓起这样的形状弯曲。另外,连通部71也可以通过从下表面70a进行的半蚀刻和从上表面70b进行的半蚀刻形成。这种情况下,可以在连通部71的上表面70b侧的部分和下表面70a侧的部分处使形状或大小不同。
900.另外,如图79和图80所示,在中间金属片70,设有用于对各金属片10、20、70进行定位的中间校准孔72。即,各中间校准孔72被配置成在临时固定时分别与上述的各下侧校准孔15和上侧校准孔24重合,从而能够进行各金属片10、20、70的定位。
901.如图80所示,在中间金属片70的下表面70a,形成有供液态的工作液2通过的环形状的中间周缘液体流路部79(第3周缘液体流路部)。在俯视时,该中间周缘液体流路部79在框体部73的内侧部分沿着中间金属片70的周缘形成。中间周缘液体流路部79形成为包围密封空间3(特别是连通部71)。即,在俯视时,连通部71的中间连通路177或中间连接连通路178介于平台部74与中间周缘液体流路部79之间。另外,中间周缘液体流路部79在俯视时具有矩形的环形状,其各边与第1方向x或第2方向y平行。
902.如图80所示,中间周缘液体流路部79形成为遍及中间金属片70的、除了连接后述的中间注入流路部176和连通部71的导通部190之外的周缘的整个区域。即,中间周缘液体
流路部79在从中间注入流路部176注入工作液2的(与第13实施方式的导通部128相同的)导通部190处被部分地中断。因此,在封入工序中,能够将工作液2从中间注入流路部176经由导通部190注入连通部71。另一方面,由于中间周缘液体流路部79以遍及中间金属片70的、除了导通部190之外的周缘的整个区域的方式形成,因此,能够在中间金属片70的周缘的大致整个区域中使工作液2向蒸发部11侧回流。
903.中间周缘液体流路部79的宽度w15可以与第13实施方式的上侧周缘液体流路部127的宽度w13相同。并且,如图64和图80所示,也可以是:与第13实施方式相同,下侧金属片10的下侧周缘液体流路部118的宽度w12大于中间金属片70的中间周缘液体流路部79的宽度w15(w12>w15)。
904.另外,在本实施方式中,下侧金属片10的下侧周缘液体流路部118的一部分和中间金属片70的中间周缘液体流路部79的一部分在俯视时互相重合。具体来说,除了下侧周缘液体流路部118的内侧部分118a和导通部190外,下侧周缘液体流路部118和中间周缘液体流路部79互相重合。由此,能够通过下侧周缘液体流路部118和中间周缘液体流路部79高效地进行工作液2的回流。
905.如图79所示,在中间金属片70的上表面70b没有形成周缘液体流路部,如图78所示,在上侧金属片20的下表面20a没有形成周缘液体流路部。可是,不限于此,也可以是,除了本实施方式中的下侧周缘液体流路部118和中间周缘液体流路部79外还进行下述设置、或者代替它们而进行下述设置:在中间金属片70的上表面70b上,与中间周缘液体流路部79相同地形成周缘液体流路部,并且在上侧金属片20的下表面20a上,与下侧周缘液体流路部118相同地形成周缘液体流路部。这种情况下,可以在上侧金属片20的下表面20a上设置液体流路部30。
906.并且,在本实施方式中,注入部4可以与图62~图76所示的第13实施方式的注入部4相同地形成。即,如图63所示,下侧金属片10具有下侧注入突出部16,在下侧注入突出部16的上表面形成有下侧注入流路凹部(注入流路凹部)17。可是,如图78所示,上侧金属片20具有上侧注入突出部25,但是,上侧注入突出部25的下表面没有形成凹部,而是以平坦的形状形成。
907.如图79和图80所示,中间金属片70具有从端面向侧方突出的中间注入突出部175。如图80所示,在该中间注入突出部175的下表面,呈凹状形成有中间注入流路部176。如图79所示,中间注入突出部175的上表面没有形成凹部,而是以平坦的形状形成。在下侧金属片10和中间金属片70被接合在一起时,下侧注入流路凹部17和中间注入流路部176成为一体而形成工作液2的注入流路。当下侧金属片10、上侧金属片20以及中间金属片70被接合时,各注入突出部16、25、175互相重合。中间注入突出部175能够与第13实施方式的上侧注入突出部25相同地形成。
908.中间注入流路部176不限于形成为凹状。例如,中间注入流路部176也可以形成为,从中间金属片70的下表面70a遍及至上表面70b地延伸而贯通中间金属片70。
909.可是,不限于此。例如,也可以是,除了下侧注入流路凹部17外还在上侧注入突出部25的下表面形成注入流路凹部(注入流路凹部),或者代替下侧注入流路凹部17而在上侧注入突出部25的下表面形成注入流路凹部(注入流路凹部)。这种情况下,也可以是:也在中间注入突出部175的上表面形成注入流路凹部。或者,也可以是,在下侧金属片10或上侧金
属片20设置注入孔,并从该注入孔注入工作液2,以代替这样的注入部4。
910.这样,根据本实施方式,中间金属片70介于下侧金属片10与上侧金属片20之间,上侧蒸气流路凹部21设置于上侧金属片20的下表面20a,液体流路部30设置于下侧金属片10的上表面10a。并且,在中间金属片70上设有将上侧蒸气流路凹部21和液体流路部30连通的连通部71。由此,即使在由3个金属片10、20、70构成蒸发室1的情况下,也能够使工作液2一边在密封空间3内重复进行相变一边在蒸发室1内回流,从而能够使器件d的热移动并释放。另外,由于上侧金属片20的上侧蒸气流路凹部21广泛地连通,因此能够顺畅地进行工作液2的蒸气的扩散,从而能够提高热输送效率。
911.另外,根据本实施方式,与图62~图76所示的第13实施方式相同,由于下侧周缘液体流路部118以遍及下侧金属片10的周缘的整个区域的方式形成,因此能够防止如下情况:例如在下侧注入流路凹部17的附近,下侧周缘液体流路部118变得不连续。因此,能够防止毛细管力被中断的情况。由此,能够防止工作液2的回流在蒸发室1的外周部受到阻碍,从而能够遍及蒸发室1的外周部的整个区域使工作液2顺畅地回流。其结果是,工作液2在蒸发室1的外周部处的冷凝和回流变得稳定,能够提高蒸发室1的热输送能力。
912.(第15实施方式)
913.接下来,利用图81~图85,对本发明的第15实施方式中的蒸发室、电子设备以及蒸发室用金属片进行说明。
914.在图81~图85所示的第15实施方式中,主要在下述这一点上不同:在下侧金属片与上侧金属片之间夹设有中间金属片,蒸气流路部设置于中间金属片的上表面,液体流路部和中间周缘液体流路部设置于中间金属片的下表面,并且中间周缘液体流路部遍及中间金属片的整周地形成,其它结构与图28~图33所示的第5实施方式和图77~图80所示的第14实施方式大致相同。并且,在图81~图85中,对于与图28~图33所示的第5实施方式和图77~图80所示的第14实施方式相同的部分,标记相同的标号并省略详细的说明。
915.如图82和图83所示,本实施方式的中间金属片70与第14实施方式相同地具有:在俯视时形成为矩形框状的框体部73;和设在框体部73内的多个平台部74。对平台部74进行支承的未图示的支承部以抑制如下情况的方式形成:在后述的中间蒸气通路85内流过的工作液2的蒸气的流动受到妨碍。例如,支承部可以在图81的上下方向上形成于从中间金属片70的上表面70b到下表面70a的范围的一部分处。
916.蒸气流路部80包含由平台部74划分出的多个中间蒸气通路85(第3蒸气通路、蒸气通路)。中间蒸气通路85沿着第1方向x呈细长状延伸,且互相平行地配置。各中间蒸气通路85的两端部与沿着第2方向y呈细长状延伸的中间连接蒸气通路86连通,各中间蒸气通路85经由中间连接蒸气通路86而连通。这样,构成为,工作液2的蒸气在各平台部74的周围(中间蒸气通路85和中间连接蒸气通路86)流动,且蒸气被朝向蒸气流路部80的周缘部输送,从而,抑制了蒸气的流动受到妨碍的情况。并且,在图81中,中间蒸气通路85的横截面(在第2方向y上的截面)形状为矩形状。可是,不限于此,中间蒸气通路85的横截面形状也可以是例如弯曲状、半圆状、v字状,只要能够扩散工作液2的蒸气,则为任意。中间连接蒸气通路86也相同。中间蒸气通路85和中间连接蒸气通路86能够与图77~图80所示的第14实施方式中的中间连通路177和中间连接连通路178相同地通过蚀刻来形成,且能够具有与中间连通路177和中间连接连通路178相同的横截面形状。中间蒸气通路85的宽度和中间连接蒸气通路
86的宽度可以与中间连通路177的宽度w14相同。
917.如图83所示,液体流路部30在中间金属片70的下表面70a上设置于平台部74。即,液体流路部30被设置于平台部74的下表面。另外,在框体部73的下表面设有中间周缘液体流路部79(第3周缘液体流路部)。中间周缘液体流路部79能够与第13实施方式的下侧周缘液体流路部118相同地形成。即,中间周缘液体流路部79遍及中间金属片70的整周地形成,中间周缘液体流路部79在构成矩形状的中间金属片70的所有4个边上没有中断地形成。另外,中间周缘液体流路部79形成为横穿由中间注入流路部176形成的工作液2的注入流路,从而,即使在该中间注入流路部176的附近,也能够使工作液2回流。并且,在图83中,中间注入流路部176进入至中间周缘液体流路部79的宽度方向(第1方向x)中途,但不限于此,中间注入流路部176也可以是未进入中间周缘液体流路部79。
918.如图81和图84所示,在本实施方式中的下侧金属片10的上表面10a上,设有与第13实施方式相同的下侧蒸气流路凹部12,但未设置液体流路部30。可是,在上表面10a上设有下侧周缘液体流路部118。图84所示的下侧周缘液体流路部118能够与第13实施方式的上侧周缘液体流路部127相同地形成。本实施方式的下侧金属片10的厚度可以与第13实施方式的下侧金属片10的厚度相同。
919.如图81所示,在上侧金属片20的下表面20a,未设置上侧蒸气流路凹部21,也未设置液体流路部30。该下表面20a形成为平坦状。本实施方式的上侧金属片20的厚度例如为8μm~100μm。
920.另外,本实施方式的蒸发室1能够通过蚀刻来形成中间金属片70的蒸气流路部80和液体流路部30。然后,将下侧金属片10和上侧金属片20隔着中间金属片70接合在一起。即,使下侧金属片10和中间金属片70扩散接合在一起,并且使上侧金属片20和中间金属片70扩散接合在一起。由此,形成密封空间3。并且,也可以一次将下侧金属片10、中间金属片70以及上侧金属片20扩散接合在一起。
921.并且,在本实施方式中,在构成注入部4的中间注入突出部175的下表面,呈凹状形成有中间注入流路部176(注入流路部)。并且,在图84中,中间注入流路部176进入至中间周缘液体流路部79的宽度方向(第1方向x)中途,但不限于此,中间注入流路部176也可以是未进入中间周缘液体流路部79。在下侧注入突出部16的上表面形成有下侧注入流路凹部17。可是,在本实施方式中,下侧注入流路凹部17与下侧蒸气流路凹部12连通。在下侧金属片10和中间金属片70被接合在一起时,下侧注入流路凹部17和中间注入流路部176成为一体而形成工作液2的注入流路。
922.这样,根据本实施方式,中间金属片70介于下侧金属片10与上侧金属片20之间,蒸气流路部80设置于中间金属片70的上表面70b,液体流路部30设置于中间金属片70的下表面70a。由此,即使在由3个金属片10、20、70构成蒸发室1的情况下,也能够使工作液2一边在密封空间3内重复进行相变一边在蒸发室1内回流,从而能够使器件d的热移动并释放。
923.另外,根据本实施方式,与图62~图76所示的第13实施方式相同,由于中间周缘液体流路部79以遍及中间金属片70的周缘的整个区域的方式形成,因此能够防止如下情况:例如在下侧注入流路凹部17的附近,中间周缘液体流路部79变得不连续。因此,能够防止毛细管力被中断的情况。由此,能够防止工作液2的回流在蒸发室1的外周部受到阻碍,从而能够遍及蒸发室1的外周部的整个区域使工作液2顺畅地回流。其结果是,工作液2在蒸发室1
的外周部处的冷凝和回流变得稳定,能够提高蒸发室1的热输送能力。
924.另外,根据本实施方式,蒸气流路部80从中间金属片70的上表面70b延伸到下表面70a。由此,能够降低蒸气流路部80的流路阻力。因此,能够使在蒸气流路部80中由工作液2的蒸气冷凝而生成的液态的工作液2顺畅地进入液体流路部30的主流槽31。另一方面,能够使在蒸发部11中蒸发出的工作液2的蒸气顺畅地扩散到蒸气流路部80。
925.并且,在上述的本实施方式中,针对液体流路部30设置于中间金属片70的下表面70a的例子进行了说明。可是,不限于此,如图85所示,也可以是,液体流路部30不仅设置于下表面70a,还设置于上表面70b。这种情况下,能够增加将液态的工作液2输送到蒸发部11或中间金属片70的接近蒸发部11的部分的流路,从而能够提高液态的工作液2的输送效率。因此,能够提高蒸发室1的热输送效率。这种情况下,也可以是,在上侧金属片20的下表面20a设置上侧周缘液体流路部127,并在上侧注入突出部25的下表面形成上侧注入流路凹部26。另外,也可以是,在中间金属片70的上表面70b设置中间周缘液体流路部79,并在中间注入突出部175的上表面形成中间注入流路部176。
926.本发明并非不变地限定于上述各实施方式和各变形例,在实施阶段,能够在不脱离其主旨的范围内将构成要素变形并具体化。另外,能够通过在上述各实施方式和各变形例中公开的多个构成要素的适当组合来形成各种发明。也可以从各实施方式和各变形例所示的所有构成要素中削除一些构成要素。另外,在上述各实施方式和各变形例中,能够将下侧金属片10的结构和上侧金属片20的结构相互替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1