一种黄磷电炉密封设备的制作方法
1.本实用新型涉及一种黄磷电炉密封设备,具体是解决黄磷电炉密封和压力变化的设备。
背景技术:
2.目前所有的黄磷电炉导气管密封都是设计安装的套筒,此方法虽然能解决热胀冷缩热应力对导气管本体的损伤,但是存在以下缺点:
3.密封效果差,当炉气出口温度波动较大时,由于导气管的热胀冷缩,套筒间隙变化明显,炉气从间隙中溢出发生燃烧,现场烟雾大,作业环境差,视觉污染严重;同时操作人员在对间隙溢出炉气燃烧作“压火”处理的时候,存在炉气喷出伤人的安全风险。
4.本实用新型提供了一种解决黄磷电炉密封和变化的设备,采用该装置彻底解决了导气管套筒在生产过程中炉气溢出影响作业环境的问题;同时不再需要对套筒间隙燃烧炉气进行处理。
技术实现要素:
5.一种黄磷电炉密封设备,在解决电炉与导气管连接部位密封问题同时,利用该设备将黄磷电炉生产过程中导气管因炉气出口温度变化产生热胀冷缩的热应力释放,从而达到防止导气管变形、焊缝开裂的目的。具体结构如下:
6.一种黄磷电炉密封设备,导气管穿过应力释放组件、黄磷电炉炉盖插入黄磷电炉的炉内,导气管的外壁与应力释放组件内壁切线处焊接,黄磷电炉炉盖经炉盖连接加强板与应力释放组件焊接。
7.所述的应力释放组件为多边形棱柱。优选为正八边形棱柱。
8.所述的应力释放组件至少由2个组成,相邻应力释放组件之间经应力释放组件连接件(即钢板连接件)焊接而成,相邻应力释放组件之间间隔为0.2
‑
0.8cm。
9.应力释放组件上还设置有导气管连接件,导气管连接件焊接在导气管外壁并与应力释放组件上壁焊接。
10.所述的炉盖连接加强板为折形钢板,分别与黄磷电炉炉盖、导气管及应力释放组件上壁焊接。
11.实际生产运用过程中,导气管穿过所述应力释放组件、黄磷电炉炉盖直接插入黄磷电炉的炉内,导气管与炉盖之间不做直接连接,而是通过导气管外部所述应力释放组件连接。
12.当黄磷电炉炉气进入导气管后,导气管会因热胀冷缩产生热应力,利用应力释放组件的弹性变形,对导气管因热应力伸拉产生的位移进行补偿。
13.所述应力释放组件,因所有连接件、炉盖连接加强板、两组(或多组)应力释放组件均为不锈钢材质,因此该设备在具有良好的伸拉补偿能力及强度的同时,还具有良好的耐腐蚀、耐高温能力,保证了装置的安全性,延长了设备使用寿命。
14.所述设备本体下沿安装有炉盖连接加强板,确保连接部位强度。
15.所述设备本体与导气管、炉盖均使用焊接连接方式,保证了黄磷电炉与导气管连接部位的密封性,炉气不会往外泄漏,同时外部的空气也不会进入到炉内。
16.两组(或多组)应力释放组件为核心部件,其是利用厚度为4mm、直径为150mm的不锈钢半圆弧加工制作而成,其加工方法为:依据黄磷电炉导气管的实际直径,利用8段等长的不锈钢半圆弧拼接成正八边型,组合成一组应力释放组件。每组应力释放组件之间利用应力释放组件连接件连接。
17.导气管连接件、应力释放组件连接件、以及与炉盖连接件,均采用8段与应力释放组件等长的、厚度为4mm不锈钢板拼接,形状为正八边形;炉盖连接加强板为宽度为200mm,厚度为4mm的不锈钢圆环,圆环的内径内切于炉盖连接件外径,尺寸根据电炉导气管的实际直径确定。
18.所述的设备本体利用其应力释放组件,在解决黄磷电炉与导气管连接部位密封问题同时,还能很好的对黄磷电炉生产过程中导气管因炉气出口温度变化产生的热胀冷缩热应力释放,解决导气管伸拉变形位移补偿;该设备具有良好密闭性,现场无烟雾产生,现场作业环境良好,具有良好的环保效益;取消了导气管套筒“压火”作业,降低了作业人员劳动强度;同时当黄磷电炉因其它原因出现负压状态时,外部空气不会通过原套筒间隙进入炉内,降低了黄磷电炉“炉喷”机率。
附图说明
19.下面结合附图对本实用新型作进一步说明。
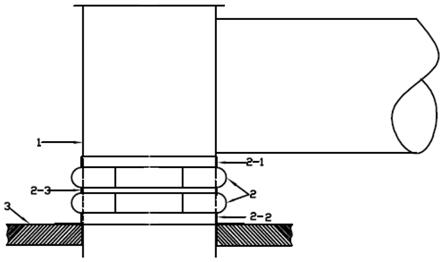
20.图1:黄磷电炉密封设备结构示意图。
21.图2:黄磷电炉密封和压力变化设备俯视图。
22.其中,1.导气管,2. 应力释放组件,2
‑
1导气管连接件,2
‑
2炉盖连接加强板,2
‑
3应力释放组件连接件,3.黄磷电炉炉盖。
具体实施方式
23.一种黄磷电炉密封设备,导气管1穿过应力释放组件2、黄磷电炉炉盖3插入黄磷电炉的炉内,导气管1的外壁与应力释放组件2内壁切线处焊接,黄磷电炉炉盖3经炉盖连接加强板2
‑
2与应力释放组件2焊接。
24.所述的应力释放组件2为正八边形棱柱。
25.所述的应力释放组件2由2个组成,相邻应力释放组件2之间经应力释放组件连接件2
‑
3焊接而成,相邻应力释放组件2之间间隔为40mm。
26.应力释放组件2上还设置有导气管连接件2
‑
1,导气管连接件2
‑
1焊接在导气管1外壁并与应力释放组件2上壁焊接。
27.所述的炉盖连接加强板2
‑
2为折形钢板,分别与黄磷电炉炉盖3、导气管1及应力释放组件2上壁焊接。
28.导气管连接件2
‑
1高度为80mm,两组应力释放组件2直径均为150mm,应力释放组件连接件2
‑
3高度为40mm,炉盖连接加强板2
‑
2高度为80mm,炉盖连接加强板厚度为4mm,宽度为200mm。在生产运用过程中各部件尺寸在不影响其功能性的情况下,可根据原有导气管等
设备布置情况进行微调。
29.利用本实用新型的装置进行的黄磷密封工艺中,将黄磷电炉生产过程因炉气出口温度变化导气管产生的热胀冷缩热应力释放,从而达到黄磷电炉密封及防止导气管变形、焊缝开裂的目的。所述导气管连接件2
‑
1上沿与导气管外壁直接焊接,导气管穿过应力释放组件2、黄磷电炉炉盖直接伸入炉内,通过应力释放组件2与导气管1插入部分之间的间隙,利用不锈钢材质的自身延展性,可以对导气管伸拉产生的位移做进一步补偿,确保设备的可靠性。当导气管因黄磷电炉炉气出口温度变化发生热应力变形时,依靠设备本体的拉升、弯曲对导气管进行轴向、横向补偿。解决了传统黄磷生产中导气管套筒利用管道间隙解决热应力变形,密封效果差,特别是在炉气温度超过250℃后,因套筒间隙变化明显(温度越高间隙变化越明显),导致炉气大量溢出燃烧,现场作业环境差,视觉污染严重的问题。
30.所述一种解决黄磷电炉密封的核心部件为:应力释放组件。
31.所述设备材质均为耐腐蚀、耐热强度高的不锈钢制成,利用其较好的弹性变形特性,将导气管热胀冷缩的热应力释放。
32.该装置为全密封,各连接点均为焊接方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1