环路式热管及其制造方法与流程
1.本发明涉及环路式热管及其制造方法。
背景技术:
2.已知热管是用于冷却诸如安装在电子设备上的cpu(central processing unit)等发热部件的装置。热管是利用工作流体的相变化来传递热量的装置。
3.作为热管的一个例子,可以举出环路式热管,该环路式热管包括:蒸发器,其用于通过发热部件的热量使工作流体气化;冷凝器,其用于使气化的工作流体冷却并液化,蒸发器和冷凝器通过用来形成环路状流路的液管和蒸气管连接。在环路式热管中,工作流体在环路状流路内沿一个方向流动。
4.另外,在环路式热管的蒸发器、液管内设有多孔体,通过多孔体产生的毛细管力将液管内的工作流体诱导至蒸发器,并且抑制了蒸气自蒸发器向液管逆流。在多孔体中形成有许多细孔。各个细孔以金属层的形成于一面侧的有底孔和形成于另一面侧的有底孔部分连通的方式形成(例如,参照专利文献1、2)。
5.<现有技术文献>
6.<专利文献>
7.专利文献1:日本发明专利第6291000号公报
8.专利文献2:日本发明专利第6400240号公报
9.专利文献3:日本特开平11
‑
183067号公报
技术实现要素:
10.<本发明要解决的问题>
11.在以往的环路式热管中,担心因起因于温度变化的工作流体的体积变化而导致产生变形。
12.本发明的目的在于,提供一种能够抑制因工作流体的体积变化而导致的变形的环路式热管及其制造方法。
13.<用于解决问题的手段>
14.根据本发明的一个方式,提供一种环路式热管,其由一对最外金属层以及设于上述一对最外金属层之间的中间金属层构成,该环路式热管具有:蒸发器,其用于使工作流体气化;冷凝器,其用于使上述工作流体液化;液管,其连接上述蒸发器和上述冷凝器;以及蒸气管,其连接上述蒸发器和上述冷凝器连接,并且与上述液管共同形成环路状的流路,上述中间金属层具有:一对壁部,其构成上述蒸发器、上述冷凝器、上述液管以及上述蒸气管的管壁的一部分;多孔体,其设于上述一对壁部之间;以及支柱,其贯通上述多孔体,并且将上述一对最外金属层彼此接合,上述中间金属层由一层或两层以上的金属层构成,上述金属层各自具有:第一部分,其构成上述壁部的至少一部分;第二部分,其与上述第一部分连结,并且构成上述多孔体的至少一部分;以及第三部分,其与上述第二部分连结,并且构成上述
支柱的至少一部分。
15.<发明的效果>
16.根据本发明,能够抑制因工作流体的体积变化而导致的变形。
附图说明
17.图1是举例示出第一实施方式的环路式热管的俯视示意图。
18.图2是第一实施方式的环路式热管的蒸发器及其周围的剖面图。
19.图3是举例示出第一实施方式的环路式热管的液管的俯视图。
20.图4是举例示出第一实施方式的环路式热管的液管的剖面图(其一)。
21.图5是图4的分解图。
22.图6是举例示出第一实施方式的环路式热管的液管的剖面图(其二)。
23.图7是图6的分解图。
24.图8是举例示出第一实施方式的环路式热管的蒸发器的俯视图。
25.图9是举例示出第一实施方式的环路式热管的蒸发器的剖面图(其一)。
26.图10是举例示出第一实施方式的环路式热管的蒸发器的剖面图(其二)。
27.图11是举例示出第一实施方式的环路式热管的制造工序的图(其一)。
28.图12是举例示出第一实施方式的环路式热管的制造工序的图(其二)。
29.图13是举例示出第一实施方式的变形例1的环路式热管的液管的俯视图。
30.图14是举例示出第一实施方式的变形例2的环路式热管的液管剖面图。
31.图15是举例示出第一实施方式的变形例3的环路式热管的蒸发器的图。
32.图16是举例示出第二实施方式的环路式热管的液管的俯视图。
33.图17是举例示出第二实施方式的环路式热管的液管的剖面图(其一)。
34.图18是举例示出第二实施方式的环路式热管的液管的剖面图(其二)。
35.图19是举例示出第二实施方式的变形例的环路式热管的液管的俯视图。
36.附图标记的说明:
37.1 环路式热管
38.10 蒸发器
39.20 冷凝器
40.30 蒸气管
41.40 液管
42.50 流路
43.60 多孔体
44.61~66 金属层
45.81~83 支柱
46.90 管壁
47.91 壁部
48.621、631、641、651 第一部分
49.622、632、642、652 第二部分
50.623、633、643、653 第三部分
具体实施方式
51.以下,参照附图对用于实施发明的方式进行说明。需要说明的是,在各附图中,对于相同构成部分付与相同附图标记,有时省略重复的说明。
52.(第一实施方式)
53.[第一实施方式的环路式热管的构造]
[0054]
首先,对第一实施方式的环路式热管的构造进行说明。图1是举例示出第一实施方式的环路式热管的俯视示意图。
[0055]
参照图1,环路式热管1具有蒸发器10、冷凝器20、蒸气管30以及液管40。环路式热管1能够容纳在例如智能手机、平板终端等的便携式电子设备2中。
[0056]
在环路式热管1中,蒸发器10具有使工作流体c气化并生成蒸气cv的功能。冷凝器20具有使工作流体c的蒸气cv液化的功能。蒸发器10和冷凝器20通过蒸气管30和液管40连接,通过蒸气管30和液管40来形成作为供工作流体c或者蒸气cv流动的环路的流路50。
[0057]
图2是第一实施方式的环路式热管的蒸发器及其周围的剖视图。如图1以及图2所示,在蒸发器10上例如形成有四个通孔10x。将螺栓150插入到形成于蒸发器10的每个通孔10x和形成于电路板100的每个通孔100x中,并且从电路板100的下表面侧通过螺母160固定螺栓150,使得蒸发器10和电路板100彼此固定。蒸发器10、冷凝器20、蒸气管30以及液管40具有上表面1a以及和上表面1a相反一侧的下表面1b。上表面1a是第1主面的一个例子,下表面1b是第2主面的一个例子。本发明中俯视是指自与上表面1a垂直的方向进行观察。
[0058]
将诸如cpu等的发热部件120例如通过凸块110安装在电路板100上,并且发热部件120的上表面与蒸发器10的下表面紧密接触。蒸发器10内的工作流体c被由发热部件12产生的热量气化,从而产生蒸气cv。
[0059]
如图1所示,蒸发器10中生成的蒸气cv通过蒸气管30被导入冷凝器20,并在冷凝器20中液化。由此,发热部件120产生的热量转移至冷凝器20,发热部件120的温度上升被抑制。在冷凝器20中液化的工作流体c通过液管40被导入蒸发器10。可以设定蒸气管30的宽度w1为例如约8mm。并且,可以设定液管40宽度w2为例如约6mm。
[0060]
工作流体c的种类不受特定限制,然而,优选地使用具有高蒸发压力和高蒸发潜热的流体,从而通过蒸发潜热有效地冷却发热部件120。作为这种流体,可以例举出例如氨、水、氟利昂、乙醇以及丙酮。
[0061]
蒸发器10、冷凝器20、蒸气管30以及液管40可以设定为例如多个金属层层叠的构造。如后所述,蒸发器10、冷凝器20、蒸气管30、以及液管40具有金属层61~66这六层层叠的构造(参照图4~图7)。在蒸发器10、冷凝器20、蒸气管30、以及液管40中,金属层61和金属层66是最外金属层,金属层62~65是中间金属层。但是,蒸发器10、冷凝器20、蒸气管30、以及液管40包括成为最外层的一对最外金属层、以及最外金属层之间的一层或两层以上的金属层层叠而成的中间金属层即可。
[0062]
金属层61~66为例如导热性优异的铜层,其通过固相接合等彼此直接接合。金属层61~66各自的厚度可以设定为例如约50μm~200μm。需要说明的是,金属层61~66不限于铜层,也可以由不锈钢层、铝层、镁合金层等形成。金属层的层叠数不限定,也可以层叠5层以下、7层以上的金属层。
[0063]
蒸发器10、冷凝器20、蒸气管30、以及液管40分别在与工作流体c或其蒸气cv流动
的方向以及金属层61~66的层叠方向这两个方向垂直的方向的两端部具有金属层61~66全部层叠而构成的管壁90。
[0064]
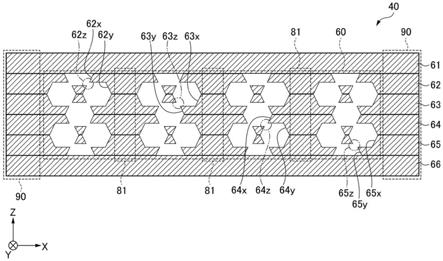
这里,对液管40的构造进行说明。图3~图7是举例示出第一实施方式的环路式热管的液管的图。图3是图1中的a部分的俯视图。图4是沿图3中的iv
‑
iv线的剖面图,图5是图4的分解图。图6是沿图3中的vi
‑
vi线的剖面图,图7是图6的分解图。在图3中,为了示出液管40内的多孔体以及支柱的俯视形状,省略了成为一侧的最外层的金属层(图4~图7中所示金属层61)的图示。在图3~图7中,将金属层61~66的层叠方向设定为z方向,将与z方向垂直的平面内的任意的方向设定为x方向,将在该平面内与x方向正交的方向设定为y方向(与其他的图相同)。另外,本发明中的俯视是指,自z方向的俯视。
[0065]
如图3~图7所示,在液管40的中间金属层(金属层62~65)中,设有构成管壁90的一部分的一对壁部91、以及一对壁部91之间的多孔体60。另外,在液管40的中间金属层(金属层62~65)中,设有贯通多孔体60,并且将金属层61和金属层66接合的实心的支柱81。
[0066]
多孔体60与第一层的金属层61(一侧的最外金属层)的下表面以及第六层的金属层66(另一侧的最外金属层)的上表面相接。在金属层61以及金属层66中未形成孔、槽。与此相对,如图4~图7所示,在构成多孔体60的第二层的金属层62中,分别形成有多个自上表面侧朝向厚度方向的大致中央部凹陷的有底孔62x、以及自下表面侧朝向厚度方向的大致中央部凹陷的有底孔62y。
[0067]
俯视时,有底孔62x和有底孔62y在x方向上交替配置。并且,俯视时,有底孔62x和有底孔62y在y方向上交替配置。俯视时,在x方向上交替配置的有底孔62x和有底孔62y部分重叠,并且重叠部分彼此连通,从而形成细孔62z。在y方向上交替配置的有底孔62x和有底孔62y间形成有预定间隔,俯视时并不重叠。因此,在y方向上交替配置的有底孔62x和有底孔62y不形成细孔。
[0068]
有底孔62x以及有底孔62y可以设定为例如直径约100μm~300μm的圆形,但也可以设定为椭圆形、多边形等任意的形状。有底孔62x以及有底孔62y的深度可以设定为例如金属层62的厚度的约一半。相邻的有底孔62x的间隔可以设定为例如约100μm~400μm。相邻的有底孔62y的间隔可以设定为例如约100μm~400μm。
[0069]
有底孔62x以及有底孔62y的内壁可以设定为自底面侧向开口侧扩宽的锥形状。但是,并不限于此,有底孔62x以及有底孔62y的内壁也可以相对底面垂直。有底孔62x以及有底孔62y的内壁面的形状并不限定为锥形状或垂直。例如,有底孔62x以及有底孔62y的内壁面可以设定为由曲面构成的凹形状。作为由曲面构成的凹形状,可以例举出剖面形状为大致半圆形或大致半椭圆形的凹形状。细孔62z在宽度方向的宽度可以设定为例如约10μm~50μm程度。并且,细孔62z在长度方向的宽度可以设定为例如约50μm~150μm。
[0070]
如图4~图7所示,构成多孔体60的第三层的金属层63中,分别形成有多个自上表面侧向厚度方向的大致中央部凹陷的有底孔63x以及自下表面侧向厚度方向的大致中央部凹陷的有底孔63y。
[0071]
在金属层63中,在x方向上仅配置有底孔63x的列和在x方向上仅配置有底孔63y的列在y方向上交替配置。在y方向上交替配置的列中,相邻列的有底孔63x和有底孔63y俯视时部分重叠,且重叠的部分相连通并形成细孔63z。
[0072]
然而,形成细孔63z的相邻有底孔63x和有底孔63y的中心位置在x方向上错位。换
言之,形成细孔63z的有底孔63x和有底孔63y相对于x方向以及y方向在斜向上交替配置。有底孔63x、63y以及细孔63z的形状等可以设定为例如与有底孔62x、62y以及细孔62z的形状等相同。
[0073]
金属层62的有底孔62y和金属层63的有底孔63x形成在俯视时重叠的位置。因此,在金属层62和金属层63的交界面不形成细孔。也可以是有底孔62y与有底孔63x俯视时错位配置,并且在金属层62与金属层63的交界面形成细孔。
[0074]
如图4~图7所示,在构成多孔体60的第四层的金属层64中,分别形成有多个自上表面侧向厚度方向的大致中央部凹陷的有底孔64x以及自下表面侧向厚度方向的大致中央部凹陷的有底孔64y。
[0075]
有底孔64x与有底孔64y俯视时在x方向上交替配置。另外,有底孔64x和有底孔64y俯视时在y方向上交替配置。在x方向上交替配置的有底孔64x和有底孔64y俯视时部分重叠,重叠的部分连通并形成细孔64z。在y方向上交替配置的有底孔64x和有底孔64y形成为具有预定间隔并且俯视时不重叠。因此,在y方向上交替配置的有底孔64x和有底孔64y不形成细孔。有底孔64x、64y以及细孔64z的形状等可以设定为例如与有底孔62x、62y以及细孔62z的形状等相同。
[0076]
金属层63的有底孔63y和金属层64的有底孔64x形成在俯视时重叠的位置。因此,在金属层63和金属层64的交界面不形成细孔。也可以是有底孔63y与有底孔64x俯视时错位配置,并且在金属层63与金属层64的交界面形成细孔。
[0077]
如图4~图7所示,在构成多孔体60的第五层的金属层65中,分别形成有多个自上表面侧向厚度方向的大致中央部凹陷的有底孔65x以及自下表面侧向厚度方向的大致中央部凹陷的有底孔65y。
[0078]
在金属层65中,在x方向上仅配置有底孔65x的列和在x方向上仅配置有底孔65y的列在y方向上交替配置。在y方向交替配置的列中,相邻列的有底孔65x和有底孔65y俯视时部分重叠,且重叠的部分相连通并形成细孔65z。
[0079]
然而,形成细孔65z的相邻有底孔65x和有底孔65y的中心位置在x方向上错位。换言之,形成细孔65z的有底孔65x和有底孔65y相对于x方向以及y方向在斜向上交替配置。有底孔65x、65y以及细孔65z的形状等可以设定为例如与有底孔62x、62y以及细孔62z的形状等相同。
[0080]
金属层64的有底孔64y和金属层65的有底孔65x形成在俯视时重叠的位置。因此,在金属层64和金属层65的交界面不形成细孔。也可以是有底孔64y与有底孔65x俯视时错位配置,并且在金属层64与金属层65的交界面形成细孔。
[0081]
形成在各金属层中的细孔彼此相互连通,相互连通的细孔在多孔体60内三维分布。因此,工作流体c在毛细管力的作用下在相互连通的细孔内三维分布。
[0082]
构成多孔体60的有底孔的至少一部分与冷凝器20内的流路50相连通。由此,工作流体c能够渗透进多孔体60内。
[0083]
如此,液管40中设有多孔体60,多孔体60沿液管40延伸至蒸发器10附近。由此,在多孔体60内产生的毛细管力的作用下,液管40内的液相的工作流体c被引导至蒸发器10。
[0084]
其结果,即使因来自蒸发器10的热泄露等导致蒸气cv想要在液管40内逆流,也能够在由多孔体60作用于液相的工作流体c的毛细管力的作用下将蒸气cv推回,从而使防止
蒸气cv的逆流成为可能。
[0085]
需要说明的是,在液管40中形成有用于注入工作流体c的注入口(未图示),注入口被密封部件封住,环路式热管1内保持气密。
[0086]
支柱81例如在液管40内的多个部位以贯通多孔体60的方式配置。支柱81例如沿例液管40延伸,并且俯视时具有在工作流体c流动的方向(y方向)上延伸的长方形状的俯视形状。例如,支柱81俯视时配置为格栅状。即,多个支柱81在y方向上排列配置,并且多个支柱81在x方向上排列配置。
[0087]
如图4~图7所示,在第二层的金属层62中,设有构成壁部91的一部分的第一部分621、构成多孔体60的一部分的第二部分622、以及构成支柱81的一部分的第三部分623。第二部分622与第一部分621连结,第三部分623与第二部分622连结。在第一部分621以及第三部分623中未形成有孔、槽。在第二部分622中,形成有有底孔62x、有底孔62y、以及细孔62z。如后所述,第一部分621、第二部分622以及第三部分623通过对一片金属层进行蚀刻而形成。即,第一部分621、第二部分622以及第三部分623一体形成。
[0088]
如图4~图7所示,在第三层的金属层63中,设有构成壁部91的一部分的第一部分631、构成多孔体60的一部分的第二部分632、以及构成支柱81的一部分的第三部分633。第二部分632与第一部分631连结,第三部分633与第二部分632连结。在第一部分631以及第三部分633中未形成有孔、槽。在第二部分632中,形成有有底孔63x、有底孔63y、以及细孔63z。如后所述,第一部分631、第二部分632以及第三部分633通过对一片金属层进行蚀刻而形成。即,第一部分631、第二部分632以及第三部分633一体形成。
[0089]
如图4~图7所示,在第三层的金属层64中,设有构成壁部91的一部分的第一部分641、构成多孔体60的一部分的第二部分642、以及构成支柱81的一部分的第三部分643。第二部分642与第一部分641连结,第三部分643与第二部分642连结。在第一部分641以及第三部分643中未形成有孔、槽。在第二部分642中,形成有有底孔64x、有底孔64y、以及细孔64z。如后所述,第一部分641、第二部分642以及第三部分643通过对一片金属层进行蚀刻而形成。即,第一部分641、第二部分642以及第三部分643一体形成。
[0090]
如图4~图7所示,在第三层的金属层65中,设有构成壁部91的一部分的第一部分651、构成多孔体60的一部分的第二部分652、以及构成支柱81的一部分的第三部分653。第二部分652与第一部分651连结,第三部分653与第二部分652连结。在第一部分651以及第三部分653中未形成有孔、槽。在第二部分652中,形成有有底孔65x、有底孔65y、以及细孔65z。如后所述,第一部分651、第二部分652以及第三部分653通过对一片金属层进行蚀刻而形成。即,第一部分651、第二部分652以及第三部分653一体形成。
[0091]
第一部分621、631、641以及651为实心状的部分。第三部分623、633、643以及653也为实心状的部分。俯视时,第一部分621、631、641以及651彼此重合,第二部分622、632、642以及652彼此重合,第三部分623、633、643以及653彼此重合。另外,如上所述,金属层61~66通过固相接合等彼此直接接合。第一部分621、631、641以及651彼此接合而构成壁部91。由金属层61的一部分、壁部91、以及金属层66的一部分构成管壁90。第二部分622、632、642以及652彼此接合而构成多孔体60。第三部分623、633、643以及653彼此接合而构成实心的支柱81。支柱81与金属层61以及金属层66接合。
[0092]
接下来,对蒸发器10的构造进行说明。图8~图10是举例示出第一实施方式的环路
式热管的蒸发器的图。图8是俯视图。图9是沿图8中的ix
‑
ix线的剖面图。图10是沿图8中的x
‑
x线的剖面图。在图8中,为了示出蒸发器10内的多孔体以及支柱的俯视形状,省略了成为一侧的最外层的金属层(图9~图10中所示金属层61)的图示。
[0093]
如图8~图10所示,在蒸发器10的中间金属层(金属层62~65)中,设有构成管壁90的一部分的一对壁部91、以及一对壁部91之间的多孔体60。另外,在蒸发器10的中间金属层(金属层62~65)中,设有贯通多孔体60,并且将金属层61与金属层66接合起来的实心的支柱82和支柱83。
[0094]
如图8所示,蒸发器10内的多孔体60包括连结部60v和突起部60w。
[0095]
连结部60v俯视时设于x方向的最靠液管40一侧(蒸发器10与液管40连接的那一侧),其沿y方向延伸。连结部60v的靠液管40一侧的面的一部分与蒸发器10的管壁90相接,剩下的一部分与设于液管40的多孔体60相连。并且,连结部60v的靠蒸气管30一侧的面的一部分与突起部60w相连接,剩下的一部分与空间70相接。
[0096]
突起部60w俯视时自连结部60v向蒸气管30侧突起有多个。
[0097]
各个突起部60w在y方向上以预定间隔并列设置,各个突起部60w的靠蒸气管30一侧的端部与蒸发器10的管壁90分离。并且,各个突起部60w的靠蒸气管30一侧的端部相互不连接。另一方面,各个突起部60w的靠液管40一侧的端部借助连结部60v连接在一起。换言之,俯视时蒸发器10内的多孔体60形成为具有连结部60v和多个突起部60w的梳齿状。
[0098]
在蒸发器10内,在没有设置多孔体60的区域形成有空间70。空间70与蒸气管30的流路50相连。
[0099]
工作流体c自液管40侧被引导至蒸发器10,进而渗透进多孔体60。在蒸发器10内,渗透进多孔体60的工作流体c因在发热部件120产生的热量气化并生成蒸气cv,蒸气cv通过蒸发器10内的空间70流向蒸气管30。需要说明的是,在图8中,作为一个例子将突起部60w(梳齿)的数量设定为三个,突起部60w(梳齿)的数量可以适当决定。突起部60w与空间70的接触面积增大时工作流体c易于蒸发,能够降低压力损失。
[0100]
支柱82例如在连结部60v内的多个部位以贯通多孔体60的方式配置。支柱82例如具有以x方向为短轴方向、以y轴方向为长轴方向的椭圆形状的俯视形状。例如,多个支柱82在y方向排列配置。
[0101]
例如在各突起部60w内以贯通多孔体60的方式配置有一个支柱83。支柱83例如具有在x方向上延伸的长方形状的俯视形状。
[0102]
蒸发器10内的多孔体60具有与液管40内的多孔体60相同的构成。支柱82和支柱83具有与支柱81相同的构成。即,金属层62~65的第一部分621、631、641以及651彼此接合而构成壁部91。由金属层61的一部分、壁部91、金属层66的一部分构成蒸发器10的管壁90。金属层62~65的第二部分622、632、642以及652彼此接合而构成蒸发器10内的多孔体60。金属层62~65的第三部分623、633、643以及653彼此接合而构成实心的支柱82和支柱83。支柱82和支柱83与金属层61以及金属层66接合。
[0103]
如此,在液管40内设有支柱81,支柱81将金属层61和金属层66接合起来。另外,在蒸发器10中设有支柱82和支柱83,支柱82和支柱83将金属层61和金属层66接合起来。由此,即使因环路式热管1所使用的环境温度等的温度的变化而导致产生工作流体c或其蒸气cv的体积变化,也能够抑制环路式热管1的变形。由于支柱81~83为实心的部件、即不形成孔、
槽等的实心的部件,因此支柱81~83能够将金属层61和金属层66牢固地接合。
[0104]
未设置支柱81、82以及83的情况下,因渗透进多孔体60的液体的工作流体c的相变化而导致工作流体c的体积变化,担心在多孔体60与金属层61之间、在多孔体60与金属层66之间产生剥离。若产生这样的剥离,则工作流体c也渗透进产生剥离的交界面,有时体积变化变大。并且,若产生较大的体积变化,则担心压迫环路式热管1的附近的部件等,或者在管壁90的附近在金属层61、66中产生断裂。
[0105]
与此相对,在本实施方式中,支柱81、82以及83以贯通多孔体60的方式设置,因此即使产生该程度的温度变化,也能够抑制在多孔体60的附近的金属层61与金属层66之间的距离的变化。也就是说,能够抑制环路式热管1的膨胀等的变形,并且能够抑制在多孔体60与金属层61之间、在多孔体60与金属层66之间的剥离。
[0106]
[第一实施方式的环路式热管的制造方法]
[0107]
接下来,对于第一实施方式的环路式热管的制造方法,以多孔体的制造工序为中心进行说明。图11以及图12是举例示出第一实施方式的环路式热管的制造工序的图。图11以及图12是与图4对应的剖面。虽然省略图示,但是在图11以及图12所示工序中,在与图6、图9以及图10对应的剖面中也进行与图4对应的剖面相同的处理。
[0108]
首先,图11的(a)所示工序中,准备形成为图1的俯视形状的金属片620。然后,在金属片620的上表面形成抗蚀层310,在金属片620的下表面形成抗蚀层320。金属片620是最终成为金属层62部件,其可以由例如铜、不锈钢、铝、镁合金等形成。金属片620的厚度例如可以设定为约50μm~200μm。可以使用例如感光干膜抗蚀剂等作为抗蚀层310、320。
[0109]
接下来,在图11的(b)所示工序中,在金属片620的要形成多孔体60的区域中,使抗蚀层310曝光并显影以形成开口部310x,以便使金属片620的上表面选择性地露出。另外,使抗蚀层320曝光并显影以形成开口部320x,以便使金属片620的下表面选择性地露出。开口部310x、320x的形状以及配置形成为与图4所示的有底孔62x、62y的形状和配置对应。
[0110]
接下来,在图11的(c)所示工序中,自金属片620的上表面侧对在开口部310x内露出的金属片620进行半刻蚀,并且自金属片620的下表面侧对在开口部320x内露出的金属片620进行半刻蚀。由此,在金属片620的上表面侧形成有底孔62x,在下表面侧形成有底孔62y。另外,因为在x方向上于正反面交替配置的开口部310x和开口部320x俯视时部分重叠,因此重叠的部分相连通并形成细孔62z。在金属片620的半刻蚀中,可以使用例如氯化铁溶液。
[0111]
接下来,在图11的(d)所示工序中,利用剥离液来将抗蚀层310以及320剥离。由此,金属层62完成。金属层62包括第一部分621、第二部分622以及第三部分623。如此,第一部分621、第二部分622以及第三部分623通过对一片金属片620进行蚀刻而形成。如图11的(d)所示,第二部分622与第三部分623彼此连结。另外,第一部分621与第二部分622借助图11的(d)所示剖面中未出现的部分彼此连结。
[0112]
接下来,在图12的(a)所示工序中,准备未形成孔、槽的实心状的金属层61和金属层66。另外,通过与金属层62相同的方法形成金属层63、64、以及65。形成于金属层63、64、以及65的有底孔以及细孔的位置例如如图4所示。
[0113]
接下来,在图12的(b)所示工序中,以图12的(a)所示顺序来层叠各金属层,并且通过加压以及加热来进行固相接合。此时,金属层62~65的第三部分623~653以俯视时重合
的方式进行对位。由此,相邻的金属层彼此直接接合,具有蒸发器10、冷凝器20、蒸气管30、以及液管40的环路式热管1完成,并且在液管40以及蒸发器10中形成多孔体60。另外,以贯通多孔体60的方式形成支柱81~83。之后,使用真空泵等对液管40内进行排气之后,自未图示的注入口向液管40内注入工作流体c,之后封闭注入口。
[0114]
此处,所谓固相接合,是指如下方法:使接合对象物在彼此不熔融而保持固相(固体)状态下对其进行加热软化,并且对其加压使其塑性变形从而进行接合。需要说明的是,优选将全部金属层61~66的材料设定为相同,由此能够利用固相接合使相邻的金属层彼此良好接合。
[0115]
如此,通过设定为使自各金属层的两面侧形成的有底孔部分连通且在各金属层内设置细孔的构造,从而能够在金属层内形成恒定大小的细孔。由此,能够防止细孔的大小不均匀而导致因细孔产生的毛细管力降低,从而能够稳定获得抑制蒸气cv自蒸发器10向液管40逆流的效果。
[0116]
另外,在使金属层彼此层叠的部分,通过设定为使相邻的有底孔整体重复的构造,能够使金属层彼此相接的面积较大,从而牢固的接合成为可能。例如,由于金属层62~65的第三部分623~653俯视时重合,因此在金属层61和金属层66之间第三部分623~653被牢固地加压,从而支柱81~83牢固地接合于金属层61和金属层66。
[0117]
需要说明的是,多孔体60可以设于冷凝器20的一部分,也可以设于蒸气管30的一部分。
[0118]
(第一实施方式的变形例1)
[0119]
在第一实施方式的变形例1中,支柱81的配置与第一实施方式不同。在第一实施方式的变形例1中,有时省略对于与已经说明的实施方式相同的构成部分的说明。图13是举例示出第一实施方式的变形例1的环路式热管的液管的俯视图。图13是与图1中的a部分相当的部分的俯视图。在图13中,为了示出液管40内的多孔体以及支柱的俯视形状。省略了金属层61的图示。
[0120]
在第一实施方式的变形例1中,如图13所示,在x方向相邻的支柱81之间,y方向的位置错开。其他的构成与第一实施方式相同。
[0121]
通过变形例1能够得到与第一实施方式相同的效果。
[0122]
需要说明的是,支柱81不需要以在y方向散布多个的方式设置,例如可以以与液管40相同长度的支柱81自冷凝器20延伸至蒸发器10的方式设置。
[0123]
(第一实施方式的变形例2)
[0124]
在第一实施方式的变形例2中,一部分的支柱81的构成与第一实施方式不同。在第一实施方式的变形例2中,有时省略对于与已经说明的实施方式相同构成部分的说明。图14是举例示出第一实施方式的变形例2的环路式热管的液管的剖面图。图14相当于图3中的沿iv
‑
iv线的剖面图。
[0125]
在第一实施方式的变形例2中,如图14所示,包含于一部分的支柱81中的第三部分623~653的x方向的位置错开。但是,在各支柱81内,至少第三部分623的一部分、第三部分633的一部分、第三部分643的一部分、以及第三部分653的一部分重合。即,第三部分623、633、643以及653各自在俯视时包括与其他的第三部分重合的区域。其他构成与第一实施方式相同。
[0126]
通过变形例2可以得到与第一实施方式相同的效果。根据变形例2,容易对应多孔体60的各种布局。
[0127]
(第一实施方式的变形例3)
[0128]
在第一实施方式的变形例3中,支柱83的配置与第一实施方式不同。在第一实施方式的变形例3中,有时省略对于与已经说明的实施方式相同的构成部的说明。图15是举例示出第一实施方式的变形例3的环路式热管的蒸发器的图。在图15中,为了示出蒸发器10内的多孔体以及支柱的俯视形状,省略了金属层61的图示。
[0129]
在第一实施方式的变形例3中,如图15所示,各突起部60w内分别在x方向排列配置三个支柱83。其他的构成与第一实施方式相同。
[0130]
根据变形例3,能够获得与第一实施方式相同的效果。
[0131]
(第二实施方式)
[0132]
在第二实施方式中,液管40的构成与第一实施方式不同。在第二实施方式中,有时省略对于已经说明的实施方式相同构成部分的说明。图16~图18是举例示出第二实施方式的环路式热管的液管的图。图16是与图1中的a部分相当的部分的俯视图。图17是沿图16中的xvii
‑
xvii线的剖面图。图17是沿图16中的xviii
‑
xviii线的剖面图。在图16中,为了示出液管40内的多孔体以及支柱的俯视形状,省略了金属层61的图示。
[0133]
在第二实施方式中,如图16~图18所示,在液管40内,多孔体60以与两侧的管壁90相接的方式设于两个部位。即,多孔体60成对地设于液管40内。一个多孔体60与一个壁部91一体形成,另一个多孔体60与另一个壁部91一体形成。支柱81以贯通一对多孔体60的各个多孔体的方式配置。支柱81的一部分贯通多孔体60的一者,支柱81的另一部分贯通多孔体60的另一者。在两个多孔体60之间形成供工作流体c流动的空间51。空间51被两个多孔体60的彼此相对的面、金属层61的下表面、以及金属层66的上表面包围。空间51是流路50的一部分。构成多孔体60的有底孔的至少一部分与空间51相连通。其他的构成与第一实施方式相同。
[0134]
根据第二实施方式能够得到与第一实施方式相同的效果。另外,工作流体c能够在空间51内流动。
[0135]
(第二实施方式的变形例)
[0136]
在第二实施方式的变形例中,液管40的构成与第二实施方式不同。在第二实施方式的变形例中,有时省略对于与已经说明的实施方式相同构成部的说明。图19是举例示出第二实施方式的变形例的环路式热管的液管的俯视图。图19是与图1中的a部分相当的部分的俯视图。在图19中,为了示出液管40内的多孔体以及支柱的俯视形状,省略了金属层61的图示。
[0137]
在第二实施方式的变形例中,如图19所示,在液管40内,多孔体60以自两侧的管壁90分离的方式设置。在多孔体60与一个管壁90之间、以及在多孔体60与另一个管壁90之间形成有供工作流体c流动的空间51。空间51被管壁90与多孔体60的彼此相对的面、金属层61的下表面、以及金属层66的上表面包围。空间51是流路50的一部分。构成多孔体60的有底孔的至少一部分与空间51相连通。其他的构成与第二实施方式相同。
[0138]
根据第二实施方式的变形例,能够得到与第二实施方式相同的效果。
[0139]
以上对优选的实施方式等进行了详细说明,但是并不受到上述实施方式等的限
制,可以不超出权利要求书记载的范围地对上述实施方式等施加各种变形以及置换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1