一种设置鞍座的环路热管系统
1.本发明涉及一种热管技术,尤其涉及一种环路热管,属于f28d15/02的热管领域。
背景技术:
2.热管技术是1963年美国洛斯阿拉莫斯(los alamos)国家实验室的乔治格罗佛(georgegrover)发明的一种称为“热管”的传热元件,它充分利用了热传导原理与相变介质的快速热传递性质,透过热管将发热物体的热量迅速传递到热源外,其导热能力超过任何已知金属的导热能力。
3.热管技术以前被广泛应用在宇航、军工等行业,自从被引入散热器制造行业,使得人们改变了传统散热器的设计思路,摆脱了单纯依靠高风量电机来获得更好散热效果的单一散热模式,采用热管技术使得散热器获得满意的换热效果,开辟了散热行业新天地。目前热管广泛的应用于各种换热设备,其中包括核电领域,例如核电的余热利用等。
4.环路热管是指一种回路闭合环型热管。一般由蒸发器、冷凝器、储液器以及蒸汽和液体管线构成。其工作原理为:对蒸发器施加热载荷,工质在蒸发器毛细芯外表面蒸发,产生的蒸汽从蒸汽槽道流出进入蒸汽管线,继而进入冷凝器冷凝成液体并过冷,回流液体经液体管线进入液体管线对蒸发器毛细芯进行补给,如此循环,而工质的循环由蒸发器毛细芯所产生的毛细压力驱动,无需外加动力。由于冷凝段和蒸发段分开,环路式热管广泛应用于能量的综合应用以及余热的回收。
5.为了解决传统热管传热受长距离和冷热源方位限制的问题,苏联国家科学院的maidanik等人于1971年在传统热管理论的基础上提出了环路热管的概念,并于1972年设计加工出第一套环路热管。随后的十几年,环路热管在苏联国内得到不断发展。1985年,maidanik等人在美国为这种热管申请了专利。这个依靠毛细力驱动工质循环的自动传热装置曾先后被称为“heat pipe”、“heat pipe with separate channels”和“antigravitational heat pipe”,直到1989年,环路热管首次被应用于苏联的航天器热控系统中,它才被国际上广泛关注,并最终被命名为“loop heat pipe”,在国内业界称之为“环路热管”。90年代以后,环路热管因其优点受到了各国相关学者和空间飞行器热控设计工作者的广泛关注,许多国家都投入大量资金进行研究,各种结构形式、采用不同工质的环路热管不断在有关的学术会议上亮相。对环路热管的研究主要包括实验研究和分析、数学建模以及应用研究三个方面。
6.lhp系统的热导很大程度上取决于冷凝器与热沉之间的换热性能。早期对lhp的研究大多针对空间应用背景,冷凝器主要以辐射的形式向空间热沉释放热量,因而普遍采用将冷凝器管线嵌入冷凝器板的结构形式,地面实验中亦可采用简单的套管式冷凝器,使用恒温槽模拟热沉,泵驱动冷媒介质(如水、乙醇等)在套管内循环流动对冷凝器进行冷却。
7.蒸发器是lhp的核心部件,它具有从热源吸收热量以及提供工质循环动力两项重要功能。经过数十年的改进和发展,目前较为普遍的结构形式,蒸发器本体主要包括蒸发器壳体、毛细芯和液体引管。毛细芯外侧的轴向槽道称为蒸汽槽道(vapor groove),毛细芯内
侧为液体管线(liquid core或evaporator core)。
8.毛细芯是蒸发器的核心元件,它提供工质循环动力、提供液体蒸发界面以及实现液体供给,同时阻隔毛细芯外侧产生的蒸汽进入储液器。毛细芯一般是将微米量级的金属粉末通过压制、烧结等工艺成型,形成微米量级的孔径。
9.在申请人进行的的毛细芯测试中,分别采用nacl、g-c3n4以及g-c3n4和nacl混合作为造孔剂,其中g-c3n4和nacl的抽吸性能介于nacl、g-c3n4单独作为造孔剂之间,考虑到机加工的问题,但是采用g-c3n4比例不合适会导致毛细芯加工易出现断裂,因此选择g-c3n4和nacl混合制备毛细芯,并通过大量的实验来确定合适的混合比例,解决毛细芯断裂的问题,本发明同时提供了一种环路热管的制备方法。
技术实现要素:
10.本发明旨在提供一种低成本且毛细芯不容易断裂的环路热管,提高对热源散热的推广与商业化应用。
11.为了实现上述目的,本发明的技术方案如下:
12.一种设置鞍座的环路热管系统,包括蒸发器、冷凝器和管路,液体在蒸发器中吸热蒸发,然后蒸汽通过蒸汽管线进入冷凝器中冷凝放热,放热后的液体通过液体管线进入到蒸发器中进行蒸发,从而形成一个循环,其特征在于,所述蒸发器包括圆形截面的外壳,在蒸发器外壳设置金属鞍座,金属鞍座中间设置通孔,用于将圆柱热管的蒸发端插入,在鞍座的底部是平面,所述平面连接热源。
13.作为优选,所述金属鞍座是铝鞍座。
14.作为优选,所述金属鞍座的下部平面的面积大于上部的面积。
15.作为优选,蒸发器包括位于外壳中心的液体管线,液体管线外面包覆有副毛细芯,副毛细芯和蒸发器外壳之间设置毛细芯,所述毛细芯与外壳的连接处设置蒸汽槽道。
16.作为优选,毛细芯的轴线与蒸汽槽道的轴线平行。
17.与现有技术相比较,本发明具有如下的优点:
18.1)通过设置铝鞍座,匹配热源和换热面不匹配的问题,使得平面热源和圆柱形热管能够配合散热,提高了圆柱热管与热源的接触面积,进一步提高换热效率。
19.2)本发明的环路热管蒸发器包括圆形截面的外壳,从而适用圆形的散热环境,而且为减少运行过程中气泡对热管稳定性的影响以及增加毛细芯的抽吸性能,在热管的液体管道内增加副毛细芯以达到预期效果。
20.3)毛细芯性能方面:本发明采用的新型造孔剂g-c3n4在毛细芯烧结过程中会挥发掉 (500℃)形成片状孔隙,相比于以nacl为造孔剂相比,该造孔剂形成的孔隙率、渗透率较大,且孔径的尺寸较大,大孔可以减少工质流动时的阻力,增大蒸发面积,便于蒸汽的溢出,提高热管的极限功率。该毛细芯与相同尺寸的镍基毛细芯相比可减重30%左右,这对于航天散热来说是有利的。
21.4)本发明提供了一种新的毛细芯制备方法,通过各个步骤以及工艺优化,提高了生产效率。
22.5)装配方面:蒸发器外壳与毛细芯采用过盈配合的方式,过盈度为0.4mm;蒸发器外壳与铝鞍座同样采用过盈配合的方式。该配合方式可减少接触热阻的影响,同时可减少
蒸发器向储液室的漏热,提高热管的极限。
23.6)蒸发器副毛细芯:采用500目的金属丝网填充到液体管线与液体流道的间隙之间,作为副毛细芯,可辅助热管的抽吸,增大回流液体的循环流量。同时,副毛细芯可以过滤掉回流液体中不凝性气体,减少对毛细芯性能的扰动,减少轴向漏热量。
附图说明
24.图1是本发明的烧结毛细芯的真空热压烧结炉;
25.图2是本发明烧结毛细芯烧结温度图;
26.图3是本发明毛细芯结构示意图;
27.图4-1至4-3是本发明毛细芯剖面及径向截面图;
28.图5是本发明蒸发器外壳结构示意图;
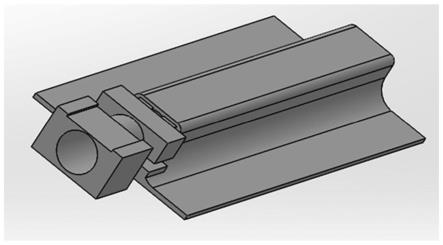
29.图6是本发明铝鞍座外壳模型;
30.图7是本发明冷凝器装配图;
31.图8是清洗流程图;
32.图9蒸发器外壳焊接示意图;
33.图10毛细芯焊接流程图。
具体实施方式
34.下面结合附图对本发明的具体实施方式做详细的说明。
35.本发明公开了一种环路热管,包括蒸发器、冷凝器和管路,液体在蒸发器中吸热蒸发,然后蒸汽通过蒸汽管线进入冷凝器中冷凝放热,放热后的液体通过液体管线进入到蒸发器中进行蒸发,从而形成一个循环。
36.作为优选,液体管线连接储液器,所述储液器连接蒸发器。
37.所述蒸发器结构如4-3所示。所述蒸发器包括圆形截面的外壳和位于外壳中心的液体管线,液体管线外面包覆有副毛细芯,副毛细芯和蒸发器外壳之间设置毛细芯,所述毛细芯与外壳的连接处设置蒸汽槽道。
38.环路热管在静置时,毛细芯处于浸润态,液氨主要存在于蒸发器、储液器及液体管线之间。当对蒸发器加热时,液体受热开始核态沸腾,此现象主要发生在浸润在毛细芯外表面的液膜上,产生的微量气体通过蒸汽槽道进入到蒸汽腔,最后通过蒸汽管线进入冷凝器进行冷却,冷却的液态工质通过液体管线进入储液室参与下一次循环。副毛细芯在抽吸方面辅助主毛细芯,副毛细芯的有效孔径大于主毛细芯,在抽吸过程中阻力较小,抽吸的工质沿径向补充到毛细芯参与循环;当循环液体返回到储液室进入毛细芯,处于储液室中的副毛细芯对回流液体中的气泡进行阻挡及破坏,减少其对热管运行稳定性的影响。当热负荷继续增大时,气体数量增多,毛细芯表面的液膜逐渐蒸干,在蒸发器外壳与毛细芯之间形成一层气膜,包裹在毛细芯外表面,此时热管热阻较小,内部气压较大,气体循环速度较快,启动时间较小,称为热管的最佳运行状态。当热负荷继续增大时,气液界面侵入到毛细芯内部,气体处于过热态,即烧干现象,同时从蒸发器向储液室的漏热现象严重,蒸发器换热能力下降,可认为该功率为极限功率。
39.冷凝器的结构如图9所示,所述冷凝器是管壳式换热器,所述冷源走壳程,所述蒸
汽走管程,所述换热器包括设置在壳体上的冷源入口和冷源出口,所述蒸汽管线采用蛇形布置方式。
40.所述环路热管制备方法,包括如下步骤:
41.一、毛细芯的制备
42.1、g-c3n4(氮化碳)的制备
43.1)制备氮化碳:以尿素为原材料,在马弗炉中进行烧结,升温速率为4.9-5.1℃/min,优选5℃/min,升温到490-510℃,优选为500℃,保温170-190min,优选180min,生成氮化碳。然后将生成氮化碳进行降温处理,优选降低到室温,优选20℃。上述升温速率是本发明的一个改进点,通过实验发现,升温速率在5℃/min左右时,g-c3n4的产量最佳,当超过5.1℃/min g-c3n4的产量会随着升温速率的增加而降低。当低于4.9℃/min时,产量虽然没有明显变化,但是效率明显降低。
44.2)热剥离氮化碳:先对马弗炉进行升温处理,等温度达到440-460℃时优选450℃,再开炉放入步骤1)中的氮化碳,剥离25-35min,优选30min,将g-c3n4进行分层处理。
45.需要说明的是,步骤1)中主要是尿素高温反应生成氮化碳的过程,此过程是化学反应,步骤2)热剥离是为了将氮化碳分层,形成片状结构,然后再进行筛分。此过程为物理过程。此过程需要将室温的氮化碳直接放入高温环境下才能完成剥离。
46.3)将热剥离之后的g-c3n4进行研磨,随后用振荡筛筛选出目数在200-400目的g-c3n4粉末备用。本技术优先采用手工研磨,主要是为了避免破坏g-c3n4的层状结构。
47.2、nacl的研磨
48.首先采用球磨机对nacl颗粒进行研磨,优先选择qt-300行星球磨机。研磨中采用周期正反转球磨,正反转时间40-50min,优选45min,间隔时间4-8min,优选5min,总球磨时间 5-7h,优选6h,以保证研磨的效果。球磨完成后nacl粒径主要分布在100-500目,500目以下的nacl颗粒极少,通过振荡筛筛选粒径为200-400目(37-74μm)的nacl粉末。
49.3、粉末配比
50.将g-c3n4、nacl粉末与镍粉按照一定质量比例,优选g-c3n4、nacl粉末总计占有 5%wt-35%wt,优选10%wt-30%wt;或者优选g-c3n45%-20%、nacl粉末5%-20%,其余为镍粉。如10%wtg-c3n4+10%wtnacl+80%wtni在球磨机上混合50-70min,优选60min,随后将混合好的粉末放入烘干机中进行烘干。
51.g-c3n4形成的大孔结构可增大毛细芯的抽吸速率,nacl在机加工之后再进行超声清洗溶解掉形成孔隙,可减少毛细芯在机加工过程中的断裂。两种造孔剂结合可明显提高毛细芯的孔隙率至83%,可明显提高抽吸极限。
52.4、冷压成型
53.采用压力机进行双向加压,成型压力(设定的施加力)为10-25mpa。作为优选,每组成型压力采用一个压力值,具体成型压力与对应的毛细芯组如表1所示。
54.表1镍基双孔径毛细芯制备方案
[0055][0056][0057]
5、毛细芯烧结
[0058]
本实验烧结参数设置:对粉末加压成型之后进行烧结,升温速率10℃/min升到700℃,保温时间为60min,然后开始降温,降温速率70℃/h,在真空环境下进行烧结真空度维持在10-4
pa之下。采用10℃/min的升温速率可以减小烧结过程中烧结颈的形成,减小小孔径的数量,避免炉体内部石墨氧化。降温为自然冷却,有助于维护炉子使用寿命,强化毛细芯强度。
[0059]
作为优选,烧结温度曲线如图2所示,包括升温阶段、保温阶段和冷却阶段。
[0060]
6、超声清洗
[0061]
毛细芯在烧结完成后需要通过超声清洗将毛细芯内的nacl颗粒溶解,得到孔隙进而得到双孔径结构。
[0062]
作为优选,在清洗前先进行称重,计算烧结过程中g-c3n4挥发的质量,清洗完成烘干之后再次进行称重,计算洗掉的盐的质量。通过称重以确定清洗的是否彻底。
[0063]
清洗方法:采用50-60℃的温水清洗7-8h,之后换水,继续以上步骤,总共清洗4次,随后放入烘干箱在120℃下干燥48h。
[0064]
二、毛细芯的表面加工
[0065]
1、蒸汽槽道及液体管线的加工
[0066]
作为优选,在制备环路热管时烧结出的毛细芯样品为210mm,根据铝鞍座的长度,所需毛细芯的长度为180mm,直径为15.4mm;蒸汽槽道共6条,尺寸为1x1x172mm;液体管线直
径为6mm,孔深为172mm。采用车削的方式对毛细芯进行表面处理,线切割进行拉槽处理,及钻深孔处理。
[0067]
毛细芯内部结构及整体结构图如图3所示。所述毛细芯是环状结构,在外壁上设置多个蒸汽槽道,所述蒸汽槽道沿着毛细芯长度方向延伸。作为优选,毛细芯的轴线与蒸汽槽道的轴线平行。
[0068]
作为优选,蒸发器液体入口位置处的毛细芯不设置蒸汽槽道,蒸汽槽道占据毛细芯长度的80-90%。较长的蒸汽槽道有助于受热各处气体的及时溢出,避免过热气层的形成及毛细芯内部产生气泡不能及时排除扰乱内部运行状态。
[0069]
作为优选,沿着流体在蒸发器中的流动方向,所述蒸汽槽道的流通面积越来越大。
[0070]
作为优选,沿着流体在蒸发器中的流动方向,所述蒸汽槽道的流通面积越来越大的幅度不断增加。
[0071]
通过上述设置,能够满足蒸汽不断的加热流动的需要,使得蒸汽具有更加充分的流动空间,避免堵塞造成热管蒸发器的失效。
[0072]
作为优选,蒸汽槽道在毛细芯的长度方向上的长度为l,沿着毛细芯的长度方向,蒸汽槽道最开始位置的流通面积为s,则距离蒸汽槽道最开始位置的距离为l位置的流通面积s规律如下:
[0073]
s=s+w*s*(l/l)f,其中f、w是系数,满足如下要求:
[0074]
1.13《f《1.23,0.24《w《0.30。
[0075]
作为优选,随着l/l增加,f、w逐渐增加。
[0076]
作为优选,1.17《f《1.19,0.26《k《0.28。
[0077]
上述经验公式也是本技术经过大量实验研究的结果,是对蒸汽槽道面积分布的一个优化的结构,也是本技术的一个发明点,并不是本领域的公知常识。
[0078]
2)副毛细芯的加工
[0079]
为减少运行过程中气泡对热管稳定性的影响以及增加毛细芯的抽吸性能,在热管的液体管道内增加优选是450-550目,进一步优选是500目的金属丝网(作为副毛细芯)以达到预期效果。副毛细芯与毛细芯的安装如图4-3所示。
[0080]
作为优选,金属丝网每层厚度为0.13mm,液体管线与液体流道之间的间隙宽度为 1.4125mm,可在液体管线上缠绕9-10层然后塞入到液体流道中,在储液室(内径为15mm), 需要填充45层左右。裁剪金属丝网尺寸及形状如下图所示。
[0081]
作为一个优选,在蒸发器中的副毛细芯应填充满液体管线和液体流道之间的整个空间为宜,在储液器中的副毛细芯应填充满整个液体流道与蒸发器外壳之间的空间。深入到毛细芯中的液体管线都有副毛细芯,在储液室中也有一段副毛细芯,在图4-2可以很清楚的看出来。技术效果是去除回流液体中的气泡,减少运行中的扰动现象,及辅助主毛细芯抽吸,增强抽吸性能。
[0082]
毛细芯内液体管线的设置是为了使液体能够沿轴向均匀地对毛细芯进行供液。否则,液体从储液器沿轴向向毛细芯的供液阻力非常大,很容易造成供液不足,导致毛细芯产生轴向温差,甚至出现局部烧干现象。设置液体引管将回流的过冷液体直接引入到蒸发器中心,一方面,回流液体携带的冷量可用来平衡蒸发器透过毛细芯的径向漏热;另一方面,当液体管线内由于蒸发器的漏热产生了气泡或积聚了不凝性气体,从液体引管流出的过冷
液体可以依靠自身携带的冷量对气泡进行冷却和消除,同时依靠自身的流动将这些不凝性气体或气泡推出液体管线,防止毛细芯内表面发生气塞现象,提高蒸发器的运行稳定性。
[0083]
三、蒸发器外壳的制备
[0084]
加工工艺:采用直径为的304不锈钢钢棍进行钻孔,先用中心钻在一个端面上加工一个中心孔进行定位。对另一端固定,然后用钻头并添加切削液进行钻孔处理(转速为 70-100r/min),对另一端采用相同的加工方式。钻完孔之后对钢管外表面进行车削处理,首先采用转速为320r/min进行车削,当距离15mm还有20-30丝的余量时,将转速升为500r/min 或600r/min处理表面,进行抛光处理,使表面光滑。
[0085]
作为优选,蒸发器外壳长度为250mm,外径为17mm,内径为15mm,壁厚为1mm,在蒸发器外壳距离右侧20mm处钻一个直径为6.35mm的孔,用来灌注氨气。(注:当造孔剂中含有 nacl时,毛细芯应先加工后再进行清洗,以保证在加工时有较大的强度),具体结构如图5 所示。
[0086]
为防止蒸汽反向流窜,蒸发器外壳与毛细芯径向方向采用过盈配合(例如蒸发器外壳和毛细芯分别是15.4mm/15mm)的方式,将毛细芯烘干之后放入在压力机的作用下将毛细芯压入蒸发器外壳。液氨灌注口处焊接一段长度为40mm的1/4英寸的管子,壁厚为1mm,在1/4 管子处通过焊接过度一段1/8的管子,用来与灌注平台进口进行连接。
[0087]
四、铝鞍座的制备
[0088]
为增加圆柱热管与热源的接触面积,在蒸发器外壳设置铝鞍座,图6为铝鞍座模型。铝鞍座中间设置通孔,用于将圆柱热管的蒸发端插入。在铝鞍座的底部是平面,所述平面连接热源。通过设置铝鞍座,提高了圆柱热管与热源的接触面积,进一步提高换热效率。
[0089]
通过设置铝鞍座,匹配热源和换热面不匹配的问题,使得平面热源和圆柱形热管能够配合散热,提高了圆柱热管与热源的接触面积,因为圆柱形热管的成本低于平板型热管,从而降低成本,进一步提高换热效率。
[0090]
五、冷凝器的设计
[0091]
冷凝器采用间壁式逆流换热器,内部蒸汽管线采用蛇形布置方式,增加与冷却水的接触面积,增加换热量,冷却水进水方式采用右进左出,蒸汽采用左进右出的方式进行冷却。图 7为冷凝器结构示意图。
[0092]
蒸汽管线在冷凝器内的长度设计:
[0093]
设极限负荷为φ,极限负荷下冷凝器进口工质温度为t1、出口为t2,冷源工质进口温度为 t3、出口温度为t4。
[0094]
由如下公式计算蒸汽管线在冷凝器中的面积:
[0095]
φ=ka3δt
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0096]
式中,k为传热系数;a3为蒸汽管线的换热面积(外壁);δt为冷热流体的平均温差。
[0097]
平均温差由如下公式得到:
[0098][0099]
式中,δt
max
为冷热流体间的最大温差,δt
min
为冷热流体间的最小温差。
[0100]
传热系数由下式得到:
[0101][0102]
式中,d2和d1分别为蒸汽管线的外径和内径;λs为蒸汽管线材料(304不锈管)的导热系数;h为蒸汽管外壁的对流换热系数。
[0103]
查取冷源工质及相应温度下的pr,将其代入管槽内湍流强制对流传热关联式(4)中与式 (5)联立可解得h:
[0104]nu
=0.023r
e0.8
p
r0.3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0105][0106]
式中,re为冷凝器内冷工质在冷凝器内的雷诺数;λ
l
为冷工质的导热系数;de为冷凝器内冷工质所经过环形空间的当量直径,即冷凝器套管内径与蒸汽管线外径之差。
[0107]
六、蒸汽管线及液体管线
[0108]
作为优选,蒸汽管线及液体管线采用1/8英寸的304不锈钢管。作为优选,液体管线深入到蒸发器中的长度为240mm。
[0109]
七、封装
[0110]
外壳板在加工过程中会残留油脂、切屑等杂质,在封装前需要对lhp的组件进行清洗,进行前期处理。
[0111]
1、在150摄氏度的空气干燥机中加热30min,以除去任何生产过程中的有机和无机杂质。
[0112]
2、碱洗。采用醋酸钠溶液温度为50℃,清洗20min,ph测试值在9左右,或者用中性除油剂。
[0113]
3、清洗。用沸水冲洗,这个过程重复三~四次。
[0114]
4、酸洗。铝外壳长时间放置易氧化会影响lhp的传热性能,钎焊前需要对母体进行清洗,采用柠檬酸对铝鞍座、不锈钢外壳进行酸洗,添加柠檬酸调节ph在5左右,温度为 40-50℃,清洗20min,除去氧化层。
[0115]
5、清洗。用沸水冲洗,这个过程重复三~四次。最后用去离子水清洗。
[0116]
6、烘干。在干燥箱中110℃保温20min。
[0117]
清洗后进行安装。
[0118]
1.首先将蒸发器外壳与铝鞍座进行真空钎焊。
[0119]
2.随后将毛细芯塞入到焊接体中,具体操作如下:
[0120]
将毛细芯放入液氮之前,要将毛细芯做干燥处理,以免毛细芯受冷结冰膨胀使毛细芯破裂,在液氮中放置60min。毛细芯在压力机(优选压力值为0.1t)作用下,将毛细芯(优选直径15.4mm)压入到蒸发器外壳内(优选内径15mm),以保证过盈配合。毛细芯蒸发端在蒸发器外壳一端留有10mm空隙,在储液室一端留有60mm的空隙。蒸发端超过铝鞍座一侧10mm, 储液室端超出铝鞍座另一侧40mm。蒸汽管线与蒸发端通过焊接进行连接,液体管线深入到
蒸发器储液室内部234mm处,通过氩弧焊进行连接。蒸汽管线及液体管线的长度均为850mm.
[0121]
八、焊接
[0122]
整个环路热管管线上共多处个焊点。
[0123]
1.蒸发器进出口各一个焊点,1/4英寸的管子过渡处共两个焊点
[0124]
2.利用激光焊接的方式将不锈钢丝网与液体导管外壁焊接到一起,塞入到深孔中。
[0125]
3.液体管线与蒸汽管线的选择一般为内壁光滑无锈的304不锈钢管,所选的液体与蒸汽管线均为1/8英寸(3.175mm)不锈钢管,钢管与蒸发器相连的位置采用氩弧焊接,蒸汽管线与液体管线连接处采用1/4管路过度焊接。优选采用氩弧焊,包括4个焊点。
[0126]
4.环路热管灌注口为距储液器尾端30mm左右的1/4(6.35mm)圆形口,通过氩弧焊将灌注管线与圆形灌注口焊接到一起,然后采用1/8的管子通过氩弧焊与1/4管子实现过度,用来连接灌注口进行灌注操作。
[0127]
5.蒸发器外壳和铝鞍座采用真空钎焊的方式进行连接,根据母体的熔点,选择了以下两种焊料,在真空热压烧结炉中进行焊接,当温度达到焊料温度时,立即停止加热,待其冷却后取出母体。
[0128]
6.蒸发器外壳两端不锈钢片如图所示,待毛细芯压入之后,进行氩弧焊接。
[0129]
九、检漏
[0130]
先焊接蒸汽管线、液体管线与蒸发器,采用气压设备对焊接热管在水中进行排气检测,检测焊点处是否漏气,以及管路是否畅通,如果畅通,进行冷凝器的安装,再进行焊接,最后完成环路热管整体的检漏,无明显气泡冒出方为合格。
[0131]
1、泄漏与堵塞的检查
[0132]
先将蒸发器进出口焊点处分别与蒸汽管线和液体管线进行焊接,利用水浴和空压机对环路热管进行检漏,具体操作为:
[0133]
(1)泄露的检查:气体由充注口进入,将液体管线和蒸汽管线的出口封住,在水浴中观察,蒸发器进出口焊点和蒸发器表面是否漏气。
[0134]
(2)堵塞的检查:气体由充注口进入,将液体管线出口封住,蒸汽管线出口放入水浴中,观察充气时是否有气泡蒸汽管线出口冒出,从而可知蒸汽管线和毛细芯是否畅通。
[0135]
十、灌注
[0136]
1.)灌注前准备
[0137]
制冰机进行制冰准备、检测灌注设备是否运行正常、对空质量热管进行称重,并对热管充注干燥空气进行干燥处理。
[0138]
2.)抽真空灌注
[0139]
利用电磁阀、气体质量流量计、plc等元件搭建,进行自动化灌注。
[0140]
1.抽真空(plc电磁阀分段抽真空)
[0141]
抽真空包含两部分:一抽灌注管路内的空气;二抽环路热管热管中的空气(可对整个热管进行加热,使内部气体膨胀,除去毛细芯及管线中的气体及不凝性气体)
[0142]
利用机械泵、真空泵、edward分子泵等进行分段式抽真空操作,真空度达10-1
pa。
[0143]
作为优选,在对环路热管中的空气进行抽真空过程中,需用热风枪对整个lhp管路进行加热,以便抽出不凝性气体。加热方式采用间接性加热,当再次加热时,真空泵显示的
真空度不再随加热而增大,表明真空已抽到极限值,停止加热,关闭阀门,结束抽真空,待热管冷却后,开始灌注。
[0144]
2灌注(压力差灌注法)(氨工质:沸点:-33℃,临界温度:132℃)
[0145]
打开灌注程序,开启氨气瓶压力阀(压力6mpa),保持恒定压力,开启流量监控设备,流速保持在28l/min左右。
[0146]
体积计算法:
[0147]
采用fluke(数据采集仪器)对流量显示仪上的数据进行实时采集,最后通过计算求和得出对应氨气瓶出口压力下的体积,最后折算到液氨下相应的体积,达到充注要求封装灌注口,没有则继续完成充注。
[0148]
质量计算法:
[0149]
灌注之前对空的热管进行称重,灌注之后再次进行称重,根据质量差折算出对应的液氨 (充注工质)的体积,与目标充注率进行比较,最后完成封装工作。
[0150]
备注:可以采用fluke和热电偶线(测温装置)对灌注完成的热管进行测温,查找对应温度液氨的密度,换算出体积,进而计算出灌注率。
[0151]
3.)排氨封装
[0152]
利用空压机、过滤器等将灌注系统残留的氨气吹出融入去离子水中,随后检测环路热管启动性能,最后利用液压剪以及电磁熔断器完成环路热管最后的封装操作。
[0153]
虽然本发明已以较佳实施例披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1