一种用于电池极柱加工的干燥装置的制作方法
1.本实用新型涉及电池极柱加工设备领域,尤其涉及一种用于电池极柱加工的干燥装置。
背景技术:
2.目前,汽车电池极柱在生产过程中需要经过冷挤、切割、车削、超声波清洗、清水漂洗和干燥等步骤;其中干燥步骤一般采用将挂载有电池极柱的挂架挂到烘干房进行干燥作业,实际操作中会出现以下几个问题:
3.1.为了保证挂载汽车电池极柱的挂架的在搬运和工作过程中的安全性,现有挂架一般采用钢铁铸造,占地空间大且笨重,工人在进行干燥作业时只能一个个搬运载有汽车电池极柱的挂架,容易产生疲劳,工作效率低,而且需要的工人多,人力成本高;
4.2.现有挂载电池极柱的挂架通过工人一个个将汽车电池极柱安放到挂架的夹具上,装载效率低,需要工人多,人力成本高;
5.3.现有烘干房一般为在厂房内搭建的独立空间,占地空间大;
6.4.由于现有干燥步骤采用工人搬运载有汽车电池极柱的挂架到烘干房进行干燥,就会因为搬运效率低导致烘干房利用率低,造成一定的能源浪费。
技术实现要素:
7.针对现有技术中缺陷与不足的问题,本实用新型提出了一种用于电池极柱加工的干燥装置,操作简便,干燥效率高。
8.本实用新型解决其技术问题所采用的技术方案是:
9.一种用于电池极柱加工的干燥装置,包括干燥装置主体、干燥单元;
10.所述干燥装置主体包括壳体、热风干燥机、门、第一拉手、门锁、支撑腿,所述门的内表面设有门锁,外表面设有第一拉手,所述壳体后面板设有热风干燥机,所述壳体的开口处设有门,所述壳体的底部外表面设有支撑腿,所述壳体呈长方体且正面设有开口,所述壳体顶部设有若干依次排列的第一矩形通孔,所述壳体底部的内表面设有与第一矩形通孔对应的凹槽,所述支撑腿的数量为三到六个;
11.所述干燥单元包括干燥单元主体、铰链、第二拉手、卡钩、防漏丝、电池极柱底部固定装置,与电池极柱底部固定装置对应设置的电池极柱顶部固定装置;干燥单元主体呈长方体且所有面为网面,所述电池极柱顶部固定装置为圆形通孔且通孔内设有交叉的防漏丝,所述电池极柱底部固定装置为第二矩形通孔且通孔内设有交叉的防漏丝,所述干燥单元主体顶部面板与后面板之间采用铰链连接,所述干燥单元主体顶部设有电池极柱顶部固定装置,所述干燥单元主体底部设有电池极柱底部固定装置,所述干燥单元主体顶部面板远离铰链的一边的两端各设有一个卡钩,干燥单元主体前面板设有第二拉手。
12.进一步的,所述电池极柱顶部固定装置数量为25~225个。
13.进一步的,所述矩形通孔的数量为5 ~15个。
14.进一步的,所述凹槽设有匹配的排液口。
15.进一步的,所述热风干燥机的数量为1~4个。
16.进一步的,所述热风干燥机的功率为30kw。
17.进一步的,所述防漏丝材质为不锈钢。
18.进一步的,所述干燥单元主体材料为不锈钢。
19.进一步的,所述铰链的数量为1~4个。
20.本实用新型具有如下有益效果:本实用新型通过采用干燥装置主体和干燥单元的配合使用来实现以下有益效果;1.长方体的干燥单元以及与电池极柱匹配的固定装置的设计能够极大的降低汽车电池极柱的装载难度,提高工作效率,降低人力成本;2由于干燥单元采用标准的长方体网面设计,材料轻,且可采用叠加安放到拖车上来进行搬运,能够很好的降低工人的劳动强度,提高搬运效率;3.干燥装置主体占地空间小,易于摆放;4.由于干燥单元是通过拖车批量搬运到干燥装置主体旁边,使得更换干燥单元时间短,提高了干燥设备的利用率,节约了能源,降低了生产成本,此外干燥单元设有拉手,使得更换干燥单元更加简便快捷,能进一步提高干燥效率。
附图说明
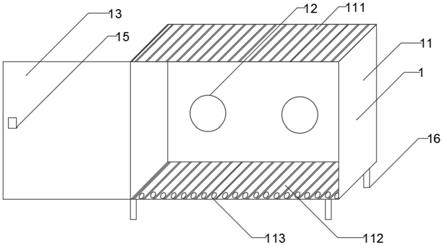
21.图1为干燥装置主体结构示意图;
22.图2为干燥装置主体门结构示意图;
23.图3为干燥单元结构示意图;
24.图4为干燥单元底部结构示意图;
25.图5为电池极柱结构示意图;
26.图6为汽车电池极柱挂架结构示意图。
具体实施方式
27.下面结合附图对本实用新型的具体实施方式进行详细说明。
28.如图1~6所示,一种用于电池极柱加工的干燥装置,包括干燥装置主体1、干燥单元2;所述干燥装置主体包括壳体11、热风干燥机12、门13、第一拉手14、门锁15、支撑腿16,所述门的内表面设有门锁,外表面设有第一拉手,所述壳体后面板设有热风干燥机,所述壳体的开口处设有门,所述壳体的底部外表面设有支撑腿,所述壳体呈长方体且正面设有开口,所述壳体顶部设有若干依次排列的第一矩形通孔111,所述壳体底部的内表面设有与第一矩形通孔对应的凹槽112,所述支撑腿的数量为三到六个;所述干燥单元包括干燥单元主体21、铰链22、第二拉手23、卡钩24、防漏丝25、电池极柱底部固定装置26,与电池极柱底部固定装置对应设置的电池极柱顶部固定装置27;干燥单元主体呈长方体且所有面为网面,所述电池极柱顶部固定装置为圆形通孔且通孔内设有交叉的防漏丝,所述电池极柱底部固定装置为第二矩形通孔且通孔内设有交叉的防漏丝,所述干燥单元主体顶部面板与后面板之间采用铰链连接,所述干燥单元主体顶部设有电池极柱顶部固定装置,所述干燥单元主体底部设有电池极柱底部固定装置,所述干燥单元主体顶部面板远离铰链的一边的两端各设有一个卡钩,干燥单元主体前面板设有第二拉手。
29.本实用新型具有如下有益效果:本实用新型通过采用干燥装置主体和干燥单元的
配合使用来实现以下有益效果;1.长方体的干燥单元以及与电池极柱匹配的固定装置的设计能够极大的降低汽车电池极柱的装载难度,提高工作效率,降低人力成本;2由于干燥单元采用标准的长方体网面设计,材料轻,且可采用叠加安放到拖车上来进行搬运,能够很好的降低工人的劳动强度,提高搬运效率;3.干燥装置主体占地空间小,易于摆放;4.由于干燥单元是通过拖车批量搬运到干燥装置主体旁边,使得更换干燥单元时间短,提高了干燥设备的利用率,节约了能源,降低了生产成本,此外干燥单元设有拉手,使得更换干燥单元更加简便快捷,能进一步提高干燥效率。
30.如图1~6所示,所述电池极柱顶部固定装置数量为25~225个,此区间内干燥效率最高。
31.如图1~6所示,所述矩形通孔的数量为5 ~15个。
32.如图1~6所示,所述凹槽设有匹配的排液口,排液效果好,干燥效率高。
33.如图1~6所示,所述热风干燥机的数量为1~4个,此区间内干燥效率最佳。
34.如图1~6所示,所述热风干燥机的功率为30kw。
35.如图1~6所示,所述防漏丝材质为不锈钢,防锈效果好,使用寿命长。
36.如图1~6所示,所述干燥单元主体材料为不锈钢。
37.如图1~6所示,所述铰链的数量为1~4个,此区间内效果最佳。
38.实施例:
39.本实用新型实际工作时,先将汽车电池极柱的顶部和底部分别对应安放到干燥单元的顶部固定装置和底部固定装置,待干燥单元装满汽车电池极柱后卡好卡钩,其中顶部固定装置和底部固定装置的防漏丝能够有效防止汽车电池极柱通过固定装置的通孔滑出干燥单元;然后将装载好汽车电池极柱的干燥单元通过拖车批量搬运到干燥装置主体旁边,第三,依次将干燥单元插入干燥装置的第一矩形通孔和凹槽中,第四,开启干燥装置的开关进行干燥作业,最后,待到达到干燥标准时间时,取出所有干燥单元,然后换下一批为干燥的干燥单元重复上述操作。
40.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1