一种智能物流输送系统的制作方法
1.本实用新型涉及耐火砖制造技术领域,具体涉及一种智能物流输送系统。
背景技术:
2.耐火砖,用耐火黏土或其他耐火原料烧制成的耐火材料,淡黄色或带褐色,主要用于砌冶炼炉,能耐较高温度。耐火砖在进行生产时,需要根据其用途对原料进行配料,并混合搅拌,通过压机压制成砖坯最后进行烧结成型,在生产车间内,需要压制成型的砖坯进行转运至干燥窑内进行烧结,公开号为cn111702949a的专利文件公开了耐火砖全自动生产系统,如何能够使得多个耐火砖全自动生产系统同时工作的同时其转运线能够有条不紊的进行,如何能够使得各个环节环环相扣和紧凑衔接,如何使得空窑车的补给以及满窑车的转运的全自动化切换如何最大程度上提高生产效率,多个工序同时协调进行不会存在等待时间是目前亟需解决的问题。
3.现在急需一种智能物流输送系统来解决上述出现的问题。
技术实现要素:
4.为解决上述问题,本实用新型提供了一种智能物流输送系统。
5.智能物流输送系统,其包括有耐火砖全自动生产设备、干燥窑以及窑车,所述耐火砖全自动生产设备与所述干燥窑间之设有进窑等待区,所述耐火砖全自动生产设备通过搬运车将装有砖坯的窑车移动至所述进窑等待区,所述进窑等待区与所述干燥窑之间通过自动搬运桁架将窑车搬运至干燥窑并将装有烧结完成的耐火砖的窑车搬出。
6.作为优选,所述搬运车将装有砖坯的窑车移动至所述进窑等待区上进行进窑等待的过程为智能物流输送线,所述智能物流输送线的数量为一条或者一条以上。
7.作为优选,每一条所述智能物流输送线上布置有至少两台耐火砖全自动生产设备。
8.作为优选,每一条所述智能物流输送线上布置有可堆叠多个空的窑车的空车库。
9.作为优选,所述搬运车包括有可实现满的窑车与空的窑车自动补给切换的双工位rgv搬运车以及单工位rgv搬运车。
10.作为优选,所述进窑等待区包括有利于所述窑车滑动的进窑滑轨以及驱动所述窑车于所述进窑滑轨上滑动的推动机构。
11.作为优选,所述干燥窑包括有窑体以及穿过窑体的干燥窑轨道,所述干燥窑轨道上设有窑车牵引机。
12.作为优选,所述空车库包括有可用于窑车堆叠排列的框架体,所述框架体底部设有可驱动放置于其上的窑车移动的窑车驱动机构,所述框架体上对称设有两个抓取提升机构,所述抓取提升机构包括有提升部组以及驱动提升部组上下移动的提升驱动机构。
13.作为优选,所述窑车驱动机构为链传动,所述窑车驱动机构的两侧固定有限位条。
14.作为优选,所述提升驱动机构为液压缸,所述提升部组包括有提升架,所述提升架
上对称设置有两个提升部,所述提升部之间通过联杆进行同步联动,驱动其联动的驱动机构为气缸,所述联杆通过轴承固定于提升架上,所述提升架上位于所述提升部下方固定有防止所述提升部下坠的提升托块。
15.本实用新型的有益效果是:
16.(1)本实用新型公开了一种智能物流输送系统,其包括有耐火砖全自动生产设备、干燥窑、窑车、进窑等待区、搬运车以及自动搬运桁架、牵引机,且均通过智能控制系统进行控制,用于实现将耐火砖全自动生产设备压制成的砖坯通过窑车批量进行输送至干燥窑内烧制成型最后运出的全自动物流输送系统,通过搬运车联络耐火砖生产的压制成砖坯与烧制成型的前后工序,让生产线紧密结合成一个整体,极大提高了生产线智能化程度。
17.(2)本实用新型公开了一种智能物流输送系统,所述智能物流输送线的数量为一条或者一条以上,同时每一条所述智能物流输送线上布置有至少两台耐火砖全自动生产设备,从而实现了通过多台耐火砖全自动生产设备提高生产效率的前提下,其物流输送系统自动有条不紊,环环相扣,连贯性地有序进行。
18.(3)本实用新型公开了一种智能物流输送系统,通过空车库设置可用于存放多个窑车,且能够将窑车自动输送至双工位rgv搬运车上,与所述双工位rgv搬运车相互配合,相辅相成进行空的窑车3的补给,提高整个智能物流输送系统的效率,大大节省了人工的投入成本,减少劳动力的输出。
附图说明
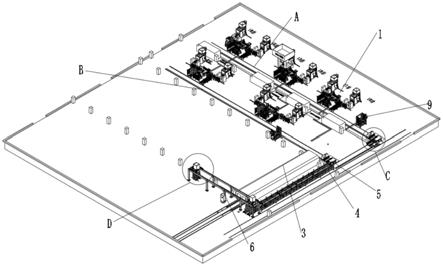
19.图1为本实用新型的一种智能物流输送系统立体结构示意图;
20.图2为图1的c处放大示意图;
21.图3为图1的d处放大示意图;
22.图4为本实用新型的耐火砖全自动生产设备结构示意图;
23.图5为本实用新型的空车库结构示意图;
24.图6为本实用新型的空车库局部结构示意图;
25.图7为图5的e处放大示意图。
26.图中:耐火砖全自动生产设备1、干燥窑2、窑车3、进窑等待区4、搬运车5、自动搬运桁架6、抓取框架61、双工位rgv搬运车7、单工位rgv搬运车8、空车库9、框架体91、窑车驱动机构92、限位条93、提升部组94、联杆95、气缸96、提升托块97、提升驱动机构98。
具体实施方式
27.下面结合附图对本实用新型作以下进一步说明,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
29.参阅附图,智能物流输送系统,其包括有耐火砖全自动生产设备1、干燥窑2以及窑车3,所述耐火砖全自动生产设备1与所述干燥窑2间之设有进窑等待区4,所述耐火砖全自动生产设备1通过搬运车5将装有砖坯的窑车3移动至所述进窑等待区4,所述进窑等待区4与所述干燥窑2之间通过自动搬运桁架6将窑车3搬运至干燥窑2并将装有烧结完成的耐火砖的窑车3搬出,所述耐火砖全自动生产设备1、干燥窑2、窑车3、进窑等待区4、搬运车5以及自动搬运桁架6均通过智能控制系统进行控制,用于实现将耐火砖全自动生产设备1压制成的砖坯通过窑车3批量进行输送至干燥窑2内烧制成型最后运出的全自动物流输送系统,通过搬运车5联络耐火砖生产的压制成砖坯与烧制成型的前后工序,让生产线紧密结合成一个整体,极大提高了生产线智能化程度。
30.具体地,所述耐火砖全自动生产设备1即为公开号为cn111702949a的专利文件公开了耐火砖全自动生产系统,故在此不多加赘述。
31.具体地,将装有砖坯的窑车3移动至所述进窑等待区4上进行进窑等待的过程为智能物流输送线,即智能物流输送线由一台所述搬运车5,一台窑车3以及一条进窑等待区4组成,所述智能物流输送线的数量为一条或者一条以上,同时每一条所述智能物流输送线上布置有至少两台耐火砖全自动生产设备1,从而实现了通过多台耐火砖全自动生产设备1提高生产效率的前提下,其物流输送系统自动有条不紊,环环相扣,连贯性地有序进行。
32.具体地,每一条所述智能物流输送线上布置有可放置空的窑车3的空车库9,所述空车库9包括有框架体91,所述框架体91内自下而上依次堆叠排列有多个空的窑车3,工作人员通过叉车将空的窑车3补给于空车库9内,所述框架体91底部设有可驱动放置于其上的窑车3移动的窑车驱动机构92,所述窑车驱动机构92为链传动,从而可自动将窑车3转移到双工位rgv搬运车上,所述窑车驱动机构92的两侧固定有限位条93,用于托住窑车3,所述框架体91上对称设有两个抓取提升机构,通过勾住窑车3的两端从而才能够将堆叠的多个窑车3进行提升,所述抓取提升机构包括有提升部组94以及驱动提升部组94上下移动的提升驱动机构98,所述提升驱动机构98为液压缸,所述提升部组94包括有提升架,所述框架体91上位于所述提升驱动机构98驱动的方向上固定有提升滑轨,从而所述提升架在所述提升驱动机构98的驱动下于所述提升滑轨内上下滑动,所述提升架上对称设置有两个提升部,所述提升部之间通过联杆95进行同步联动,驱动其联动的驱动机构为气缸96,所述气缸96固定于所述提升架上,所述联杆95通过轴承固定于提升架上,所述提升架上位于所述提升部下方固定有防止所述提升部下坠的提升托块97,具体操作时,工作人员通过叉车将空的窑车3补给于空车库9内,并使得窑车3自下而上整齐堆叠排列,当双工位rgv搬运车移动至空车库9时,气缸96驱动提升部旋转至水平位置,且此时提升部位于排列于倒数第二块的窑车3下方,提升驱动机构98驱动提升部组94向上移动,通过提升部拖着倒数第二块的窑车3的下部向上移动,使得位于底部的窑车3上方为了压住它的窑车3,便于其移出空车库9内,当底部的窑车3移出空车库9后,提升驱动机构98向下驱动,使得所提升的窑车3放置于限位条93上,通过空车库9设置可用于存放多个窑车3,利于空窑车3的自动补给,提高整个智能物
流输送系统的效率。
33.具体地,所述干燥窑2包括有窑体以及穿过窑体的干燥窑轨道,所述干燥窑轨道上设有窑车牵引机,所述窑车牵引机为本领域常规设备,故不多加赘述,自动搬运桁架6将位于进窑等待区4上的满的窑车3搬运至干燥窑轨道上,窑车牵引机将其牵引至窑体内进行烘干处理,当烘干处理完成后,窑车牵引机将窑车3再移动至位于窑体外的干燥窑轨道上。
34.具体地,所述搬运车5包括有可实现满的窑车3与空的窑车3自动补给切换的双工位rgv搬运车7以及单工位rgv搬运车8,所述双工位rgv搬运车7与所述单工位rgv搬运车8为本领域常规设备,故不多加赘述。
35.具体地,所述进窑等待区4包括有利于所述窑车3滑动的进窑滑轨以及驱动所述窑车3于所述进窑滑轨上滑动的推动机构,所述推动机构可以为液压油缸。
36.具体地,所述自动搬运桁架6包括有搬运桁架本体以及在搬运桁架本体的驱动下移动的抓取框架61,所述搬运桁架本体为本领域常规设备,故不多加赘述。所述抓取框架其大小形状为与装满的窑车3大小形状相配合的框架结构,所述抓取框架其底部成型有能够托住窑车3底部的凸起,具体操作时,搬运桁架本体驱动抓取框架向下移动,使得窑车3能够滑入抓取框架内,当窑车3滑入抓取框架后,搬运桁架本体驱动抓取框架向上移动,从而抓取框架将窑车3托起,随后随着搬运桁架本体的移动而移动。
37.具体实施例一:
38.如图1所示,所述智能物流输送线为两条分别标记为a和b,干燥窑2为两个,耐火砖全自动生产设备1为5台,为了节省设备的投入,故标记为b处的智能物流输送线上只布置有双工位rgv搬运车7并未布置单工位rgv搬运车8,由图可知,b处的智能物流输送线的双工位rgv搬运车的运动轨迹正好与该处的进窑等待区4处的进窑滑轨连贯衔接,故此处节省了一台单工位rgv搬运车8的投入,所述智能物流输送线之间均为独立工作,互不影响,具体工作时,5台耐火砖全自动生产设备1同时工作,将压制成的砖坯码垛于窑车3上,所述双工位rgv搬运车7移动至空车库9处,空车库9内的空的窑车3移动至所述双工位rgv搬运车7上,当耐火砖全自动生产设备1码垛完成,窑车3装满后,所述双工位rgv搬运车7移动至装满的窑车3处,所述窑车3从耐火砖全自动生产设备1上移动至双工位rgv搬运车7上,之后双工位rgv搬运车再移动相应的位置将空的窑车3移动至耐火砖全自动生产设备1上,进行空的窑车的补给工作,a处的双工位rgv搬运车7将其上的满的窑车3移动至单工位rgv搬运车8上,单工位rgv搬运车8移动至进窑等待区4处将满的窑车3移动至进窑等待区4的进窑滑轨上,与此同时,b处的双工位rgv搬运车7将其上的满的窑车3移动至进窑等待区4的进窑滑轨上,自动搬运桁架6将满的窑车3搬运至干燥窑轨道上,在窑车牵引机的带动下依次有序地进入窑体内进行烘干处理,烘干烧结成型的耐火砖在窑车牵引机的作用下移出窑体内,最后自动搬运桁架6将其搬运输出。
39.以上仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1