多功能非自耗真空电弧炉的制作方法
1.本技术涉及实验室器材领域,尤其涉及一种多功能非自耗真空电弧炉。
背景技术:
2.非自耗真空电弧炉是一般用于材料科学的实验中,主要用来探索研究新材料的组分配比和合金制备,是发现和制备新材料过程中的重要组成部分,随着社会的发展尤其是基础工业的全面进步,对新材料的综合性能提出了更高的要求,传统的金属材料如钢铁等在装备制造、装备使用寿命的等方面渐现颓势,新兴材料如非晶合金、高熵合金等的重要性开始显现。
3.但现有的吸铸坩埚本体和浇铸坩埚通常是分开使用,分别设置在不同的真空的电弧炉本体内,且操作繁琐,设备整体的集成度较低。
技术实现要素:
4.有鉴于此,本技术提出了一种多功能非自耗真空电弧炉,将吸铸坩埚部件和浇铸坩埚部件集成一个电弧炉本体内,从而提高非自耗真空电弧炉的集成度。
5.根据本技术的一方面,提供了一种多功能非自耗真空电弧炉,包括电弧炉本体、吸铸坩埚部件和浇铸坩埚部件;所述电弧炉本体为内部中空的结构;所述吸铸坩埚部件设置所述电弧炉本体的内腔,且所述吸铸坩埚部件通过螺栓,固定至所述电弧炉本体的内腔底壁;所述浇铸坩埚部件设置所述电弧炉本体的内腔,且所述浇铸坩埚部件通过螺栓,固定至所述电弧炉本体的侧壁;所述吸铸坩埚部件设在所述浇铸坩埚部件的下侧。
6.在一种可能的实现方式中,所述吸铸坩埚部件包括吸铸坩埚本体、吸铸坩埚底盘、模具套筒和磁搅拌线圈;所述吸铸坩埚底盘固定至所述电弧炉本体的内腔底壁,且所述吸铸坩埚底盘与所述电弧炉本体螺接;所述吸铸坩埚本体设置在所述坩埚底盘的顶部板面上,且所述吸铸坩埚本体与所述坩埚底盘螺接;所述模具套筒设有一个,所述模具套筒通过螺栓,固定至所述吸铸坩埚本体,且所述模具套筒的一端贯穿所述吸铸坩埚本体和所述吸铸坩埚底盘;所述磁搅拌线圈设有两个,所述磁搅拌线圈通过螺栓固定在所述吸铸坩埚底盘的底部平面上。
7.在一种可能的实现方式中,所述吸铸坩埚本体的底部板面向内凹陷;所述模具套筒与所述吸铸坩埚本体和所诉吸铸坩埚底盘之间留有预设空间;所述吸铸坩埚本体、所述吸铸坩埚底盘和所述模具套筒之间留有第一冷却水槽。
8.在一种可能的实现方式中,所述吸铸坩埚底盘的顶部板面上开设有第一进水口和第一出水口;所述第一进水口和所述第一出水口与所述第一冷却水槽相连通。
9.在一种可能的实现方式中,所述浇铸坩埚部件包括浇铸坩埚、浇铸坩埚底盘和旋转机构;所述浇铸坩埚底盘通过螺栓,固定至所述电弧炉本体的侧壁;所述浇铸坩埚安装在所述浇铸坩埚底盘的顶部板面上,且所述浇铸坩埚与所述浇铸坩埚底盘螺接;所述旋转机构设置在所述电弧炉本体的外侧,且所述旋转机构的一端与所述浇铸坩埚底盘固定连接,
所述旋转机构的另一端悬空设置。
10.在一种可能的实现方式中,所述浇铸坩埚的底部板面向内凹陷;所述浇铸坩埚与所述浇铸坩埚底盘以形成第二冷却水槽;所述浇铸坩埚底盘的侧壁开设有第二进水口和第二出水口,且所述第二进水口和所述第二出水口设置在所述电弧炉本体的外侧。
11.在一种可能的实现方式中,所述旋转机构包括旋转盘、把手及法兰盘;所述旋转盘固定至所述浇铸坩埚底盘的侧壁,所述旋转盘贯穿所述电弧炉本体的侧壁,且所述旋转盘与所述浇铸坩埚底盘一体成型制成;所述法兰盘固定至所述电弧炉本体的侧壁,所述法兰盘与所述旋转盘同轴设置,所述旋转盘安装在所述法兰盘的安装孔中,且所述旋转盘与所述法兰盘转动连接;所述把手固定在所述旋转盘的侧壁上。
12.在一种可能的实现方式中,还包括机架、泵组和插板阀;所述机架为内部中空的矩形结构,所述电弧炉本体固定在所述机架的顶部板面;所述泵组设置在所述机架的内腔中,且所述泵组的一端贯穿所述机架的顶部板面,所述泵组通过管道与所述电弧炉本体相连接,且连通;所述插板阀设置在所述泵组与所述电弧炉本体连接的管道上。
13.在一种可能的实现方式中,还包括水冷层,所述水冷层覆盖所述电弧炉本体的侧壁和顶壁;所述电弧炉本体的顶壁开设有水冷层进水口,所述电弧炉本体的侧壁开设有水冷层出水口,且所述水冷层进水口和所述水冷层出水口也所述水冷层相连通。
14.在一种可能的实现方式中,所述浇铸坩埚和所述吸铸坩埚本体均采用无氧铜材质。
15.本技术实施例的多功能非自耗真空电弧炉的有益效果:将吸铸坩埚部件和浇铸坩埚部件集成在一个电弧炉本体内,提高电弧炉本体的集成度,节省空间和经济的消耗;在真空室的侧壁和顶壁上设有水冷层,用于电弧炉本体在熔炼过程中保持较低的温度;吸铸坩埚本体、吸铸坩埚底盘和模具套筒三者之间形成冷却水槽,使吸铸坩埚本体在使用过程中能够保持较低温状态;浇铸坩埚通过螺栓安装在浇铸坩埚底盘上,两者之间形成冷却水槽,使浇铸坩埚在使用过程中能够保持较低温状态。
16.根据下面参考附图对示例性实施例的详细说明,本技术的其它特征及方面将变得清楚。
附图说明
17.包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本技术的示例性实施例、特征和方面,并且用于解释本技术的原理。
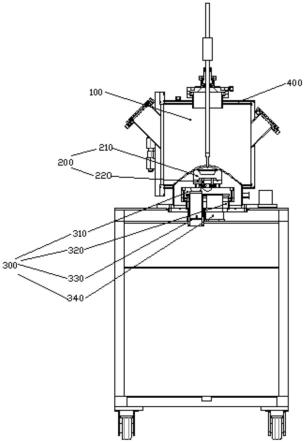
18.图1示出本技术实施例的多功能非自耗真空电弧炉的主体结构的左视图;
19.图2示出本技术实施例的多功能非自耗真空电弧炉的主体结构的示意图;
20.图3示出本技术实施例的多功能非自耗真空电弧炉的主体结构的右视图;
21.图4示出本技术实施例的多功能非自耗真空电弧炉的局部放大图;
具体实施方式
22.以下将参考附图详细说明本技术的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
23.其中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
25.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
26.另外,为了更好的说明本技术,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本技术的主旨。
27.图1示出根据本技术一实施例的主体结构的左视图。如图1所示,本技术实施例的多功能非自耗真空电弧炉包括电弧炉本体100、吸铸坩埚部件300和浇铸坩埚部件200,电弧炉本体100为内部中空的结构,吸铸坩埚部件300设置电弧炉本体100的内腔,且吸铸坩埚部件300通过螺栓,固定至电弧炉本体100的内腔底壁,浇铸坩埚部件200设置电弧炉本体100的内腔,且浇铸坩埚部件200通过螺栓,固定至电弧炉本体100的侧壁。将吸铸坩埚部件300和浇铸坩埚部件200设置在同一电弧炉本体100内,其中,浇铸坩埚部件200和吸铸坩埚部件300,与电弧炉本体100均为可拆卸连接,在使用时,只需将另一个坩埚部件拆卸下来即可,如此,降低了操作难度,使设备的整体集成度提高。
28.参阅图1和图4,在本技术实施例的多功能非自耗真空电弧炉中,吸铸坩埚部件300包括吸铸坩埚本体310、吸铸坩埚底盘320、模具套筒330和磁搅拌线圈340。其中,吸铸坩埚底盘320固定在电弧炉本体100的内腔底壁上,并通过螺栓与电弧炉本体100相连接,在不需要使用时,通过拆卸吸铸坩埚底盘320上的螺栓即可拆卸下来;吸铸坩埚本体310固定在吸铸坩埚本体310的顶部板面上,也是通过螺栓与吸铸坩埚底盘320相连接;模具套筒330通过螺栓固定至吸铸坩埚本体310的上端,且模具套筒330的一端贯穿吸铸坩埚本体310和吸铸坩埚底盘320的内部,用于模具的成型。磁搅拌线圈340共设有两个,两个磁搅拌线圈340通过螺栓共同固定至吸铸坩埚底盘的底部平面上,磁搅拌线圈340可在通电的状态下产生磁场,磁场大小可通过调节通电电流大小控制,在熔炼过程中,熔融的合金样品在磁场的作用下可快速旋转,达到搅拌合金样品的目的,以使样品快速区域均匀稳定。
29.进一步的,吸铸坩埚本体310的底部板面向内凹陷,形成一个槽口;模具套筒330竖直设置,内置于吸铸坩埚本体310和吸铸坩埚底盘320,且模具套筒330与吸铸坩埚本体310和吸铸坩埚底盘320之间留有预设空间,即通过吸铸坩埚本体310与吸铸坩埚底盘320相贴合,使吸铸坩埚本体310、吸铸坩埚底盘320和模具套筒330之间留有第一冷却水槽,用于储存冷却水,给加热后的模具套筒330、吸铸坩埚本体310及吸铸坩埚底盘320进行降温处理。
30.更进一步的,在吸铸坩埚底盘320的顶部板面上开设有第一进水口321和第一出水口322。其中,第一进水口321和第一出水口322均与第一冷却水槽相连通,用来为所述冷却
水槽提供循环冷却水,从而使吸铸坩埚本体310在使用过程中能够保持较低温状态,当吸铸模具被装入模具套筒330时,通过两者之间的接触导热,使模具能够快速降温。
31.其中,参阅图1,在本技术实施例的多功能非自耗真空电弧炉中,浇铸坩埚部件200包括浇铸坩埚210、浇铸坩埚底盘220以及旋转机构500。其中,浇铸坩埚底盘220通过螺栓,固定在电弧炉本体100的侧壁上,即浇铸坩埚部件200与电弧炉本体100为可拆卸连接,在使用吸铸坩埚部件300时,仅需把浇铸坩埚部件200拆卸下来即可。浇铸坩埚210安装在浇铸坩埚底盘220的顶部板面上,通过螺栓固定在浇铸坩埚底盘220;旋转机构500安装在电弧炉本体100的外侧,旋转机构500的一端与浇铸坩埚底盘220固定连接,另一端呈悬空状态,本领域实施人员可通过轴向带动旋转机构500,实现浇铸坩埚底盘220,以及安装在浇铸坩埚底盘220上的浇铸坩埚210一同旋转。
32.进一步的,浇铸坩埚210的底部板面向内凹陷,且浇铸坩埚210的底部板面与浇铸坩埚210相贴合,以形成第二冷却水槽;在浇铸坩埚210的侧壁上开设有第二进水口521和第二出水口522,且第二进水口521和第二出水口522均设置在电弧炉本体100的外侧,用来为第二冷却水槽提供循环冷却水。
33.更进一步的,旋转机构500包括旋转盘520、把手510以及法兰盘。其中,旋转盘520固定在浇铸坩埚210的侧壁上,旋转盘520贯穿电弧炉本体100的侧壁,且旋转盘520与浇铸坩埚210为一体成型制成。旋转盘520与法兰盘同轴设置,旋转盘520安装在法兰盘的安装孔中,且旋转盘520与法兰盘为可转动连接,使旋转盘520可带动浇铸坩埚底盘220转动;还设有把手510,把手510固定在旋转盘520突出的侧壁上,便于本领域实施人员手持。
34.参阅图2,在本技术实施例的多功能非自耗真空电弧炉中,还包括机架700,机架700整体呈内部中空的矩形结构,且电弧炉本体100规固定在机架700的顶部板面上。在机架700的内腔中,安装有泵组800,泵组800的一端贯穿机架700的顶部板面,通过管道与电弧炉本体100相连接,且连通,使用泵组800为电弧炉本体100提供高真空;在泵组800与电弧炉本体100相连通的管套上,还安装有插板阀900,用插板阀900隔断泵组800与电弧炉本体100,密闭性好,真空波动小。
35.此外,在电弧炉本体100顶部安装的电极杆600,用于进行熔炼实验。
36.参阅图1和图3,在一种可能的情况下,在电弧炉本体100的侧壁和顶壁上设有水冷层400,且分别在电弧炉本体100的顶壁和侧壁上开设有水冷层进水口410和水冷层出水口420,完成电弧炉本体100的水冷层400水循环,使电弧炉本体100在熔炼过程中保持较低温度,延长熔炼时间。
37.在另一种可能的情况下,浇铸坩埚210和吸铸坩埚本体310均采用无氧铜材质。
38.浇铸坩埚的使用过程:在真空环境中,浇铸坩埚210通过螺丝安装在浇铸坩埚底盘220上,两者之间形成冷却水槽,浇铸坩埚底盘220上设有第一进水口511和第一出水口521,用来为冷却水槽提供冷却水,浇铸坩埚210一次熔炼量可达250g(以纯铁计)样品,能够满足制备大量样品的需求,熔炼完毕后可手动转动把手510,旋转机构500将带动浇铸坩埚210翻转,将熔融的合金样品浇铸进下方模具中,可以获得较大尺寸的成型块体使用完毕后,将浇铸坩埚部件200拆卸下来。
39.吸铸坩埚的使用过程:吸铸坩埚部件300安装在电弧炉100上后,熔融的合金样品在磁场的作用下快速旋转,达到搅拌合金样品的目的。
40.其中,浇铸坩埚部件200与吸铸坩埚部件300没有接触,在使用过程中,只有一个坩埚部件可对合金样品进行熔融,而将两个不同的坩埚部件集成在一个电弧炉100上,是为了提高电弧炉100的集成度。
41.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1