一种组装式的冷却塔填料的制作方法
1.本实用新型涉及冷却塔技术领域,特别涉及一种组装式的冷却塔填料。
背景技术:
2.填料在冷却塔中的作用就是增加散热量,延长冷却水停留时间,增加换热面积,增加换热量。均匀布水。不是将某种需降温的东西填进塔里。冷却塔就是使热流体(包括水)冷却到合理温度的一种设备。工业生产或制冷工艺过程中产生的废热,一般要用冷却水来导走。冷却塔的作用是将携带废热的冷却水在塔内与空气进行热交换,使废热传输给空气并散入大气中。冷却塔应用范围:空调冷却系统、冷冻系列、电炉、注塑、制革、发电、汽轮机、铝型材加工、空压机、工业水冷却等领域。
3.现有的冷却塔填料中,填料片的一侧为凸起,另一填料片与其相对设有凹槽,凸起和凹槽配合能够实现两层填料片之间的限位,但无法实现两层填料片之间的固定,因此,为防止脱落以及保证填料片之间的间隙,在凸起和凹槽之间还需要使用pvc粘结剂进行粘结固定,组装工艺较为繁琐。同时,pvc胶水易挥发,气味大,且有一定毒性,制造和使用过程中,不利于操作人员操作,存在健康和环保危害。且现有的填料一般为平行四边状,其支撑度较差,当出现部分位置出现水流积蓄的情况时,则容易导致部分位置出现凹陷的情况,当长期受力则容易导致填料局部受损,影响了换热效果。
技术实现要素:
4.本实用新型的主要目的是提出一种组装式的冷却塔填料,旨在不需要通过pvc胶水也可以实现填料片之间的结合,减少对操作人员的危害,且方便安装。
5.为实现上述目的,本实用新型提出一种组装式的冷却塔填料,包括填料片,所述填料片由多个型腔组成,所述型腔呈正六边形状,多个型腔形成凹凸状的曲线并形成凸部和凹部;型腔的上壁和下壁分别设有相互配合的限位部和限位槽;当两填料片相互叠合时,凸部插设于凹部,同时限位部卡入限位槽内。
6.优选地,所述凹部呈倒立的正梯形状,所述凸部与凹部形状相适。
7.优选地,所述限位部包括颈部以及设于颈部后端的头部,所述限位槽设有与颈部和头部相配合的颈槽和卡槽。
8.优选地,所述限位部设于同一侧或错位设置。
9.优选地,所述头部的上端和下端分别设有第一斜面和第二斜面。
10.优选地,所述头部呈椭圆形状,所述头部呈中部朝两侧逐渐缩径设置。
11.优选地,所述头部的同一横截面的两点间距的最大值与所述颈槽内壁两点间距的最大值的比值为1 .1~1 .2。
12.优选地,所述头部和颈部之间呈弧形过渡。
13.优选地,所述型腔为中部中空的腔体。
14.本实用新型技术方案在实际操作中,将两填料片相互叠合时,凸部插设于凹部使
填料片之间形成左右限位,同时凸部插设于凹部内,使填料片形成垂向限位,方便了填料片安装于冷却塔内,同时将型腔设置为正六边形可以有效提高流体与填料片自己的接触面积以及接触时间,提高了换热效果,其中限位部可通过挤压入限位槽内,不需要使用胶水,从而保障了使用者的安全。
附图说明
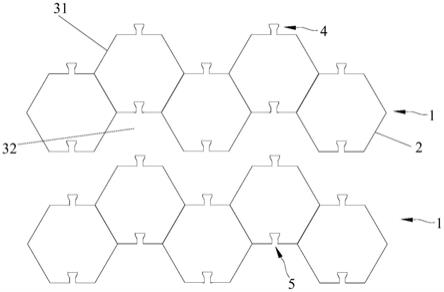
15.图1为本实用新型结构示意图;
16.图2为本实用新型第一实施例配合示意图;
17.图3为本实用新型第二实施例示意图。
18.图中,1为填料片,2为型腔,31为凸部,32为凹部,4为限位部,41为头部,411为第一斜面,412为第二斜面,42为颈部,5为限位槽,51为卡槽,52为颈槽。
具体实施方式
19.下面将结合附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后、顶、底、内、外、垂向、横向、纵向,逆时针、顺时针、周向、径向、轴向
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
21.另外,若本实用新型实施例中有涉及“第一”或者“第二”等的描述,则该“第一”或者“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
22.如图1至3所示,一种组装式的冷却塔填料,包括填料片1,所述填料片1由多个型腔2组成,所述型腔2呈正六边形状,多个型腔2形成凹凸状的曲线并形成凸部31和凹部32;型腔2的上壁和下壁分别设有相互配合的限位部4和限位槽5;当两填料片1相互叠合时,凸部31插设于凹部32,同时限位部4卡入限位槽5内。
23.在实际操作中,将两填料片1相互叠合时,凸部31插设于凹部32使填料片1之间形成左右限位,同时凸部31插设于凹部32内,使填料片1形成垂向限位,方便了填料片1安装于冷却塔内,同时将型腔2设置为正六边形可以有效提高流体与填料片1自己的接触面积以及接触时间,提高了换热效果,其中限位部4可通过挤压入限位槽5内。
24.在本实用新型实施例中,所述凹部32呈倒立的正梯形状,所述凸部31与凹部32形状相适。相互叠合时形成了类似蜂窝的结构,从而提高了填料的稳定性和坚固程度,且受力更均匀,避免了填料片1受损,提高填料的使用寿命。
25.在本实用新型实施例中,所述限位部4包括颈部42以及设于颈部42后端的头部41,
所述限位槽5设有与颈部42和头部41相配合的颈槽52和卡槽51,即形成了限位结构,其中头部41可挤压入颈槽52后伸入卡槽51内。
26.在本实用新型实施例中,所述限位部4设于同一侧或错位设置。即一实施例中限位部4位于同一侧其制造成本较低,当两侧错位设置时其安装效果更稳定。
27.在本实用新型实施例中,所述头部41的上端和下端分别设有第一斜面411和第二斜面412。从而方便限位部4卡入限位槽5,同时拆卸也较为方便,可以避免损坏限位部4或限位槽5。
28.在本实用新型实施例中,所述头部41呈椭圆形状,所述头部41呈中部朝两侧逐渐缩径设置,从而方便卡入和定位。
29.在本实用新型实施例中,所述头部41的同一横截面的两点间距的最大值与所述颈槽52内壁两点间距的最大值的比值为1 .1~1 .2。若该比值过大,则可能会导致压接困难甚至出现压裂的情况,若该比值较小,则可能会导致限位槽5和限位部4配合后起不到固定效果,因此,将a与 b的比值设置为1 .1~1 .2可在保证限位槽5和限位部4后能够起到稳定的固定作用的同时不会对压接过程造成较大困难。
30.在本实用新型实施例中,所述头部41和颈部42之间呈弧形过渡,从而减少挤压时产生的形变,使压合更稳定简单。
31.在本实用新型实施例中,所述型腔2为中部中空的腔体,其为现有技术在此不一一赘述。
32.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1