一种一体式超薄水冷散热器制造方法与流程
1.本发明涉及水冷散热器技术领域,特别涉及一种一体式超薄水冷散热器制造方法。
背景技术:
2.随着科技的进步,移动型电子设备(例如:手机、平板电脑、智能手表等等)的功耗越来越高,发热量也越来越多,常规的散热系统由于其散热能力不足而渐渐无法满足移动型电子设备的散热需求,所述移动型设备的空间比较有限,因此所采用的散热方式比较有限。
3.现有的散热装置,一般是在发热源表面贴附风冷均温板,利用风冷均温板内部的循环冷却水进行吸热和散热,因此,现有的手机和平板电脑都是采用风冷均温板,但是风冷均温板由于散热原理、结构和尺寸的限制,造成散热能力有限,比现有的水冷散热器散热效果差;现有的水冷散热器包括体积庞大的水泵、水冷头、水排、风扇、水管等组成,无法安装在手机和平板电脑内部。
4.因此,需要设计出一款一体式超薄水冷散热器,使其可以放入到手机和平板电脑内部,适用于微小空间;同时需要将一体式超薄水冷散热器制造出来,用于实用。
技术实现要素:
5.本发明的目的在于克服现有技术中的上述缺陷,提供一体式超薄水冷散热器制造方法;可以降低散热器的体积,提高散热量,用于微小空间;可以适用于手机和平板电脑。
6.为实现上述目的,本发明提供了一种一体式超薄水冷散热器制造方法,包括以下步骤:
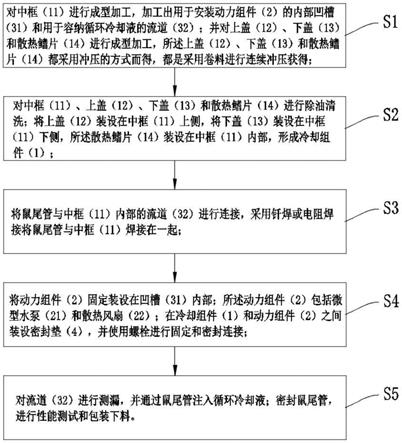
7.步骤s1:对中框进行成型加工,加工出用于安装动力组件的内部凹槽和用于容纳循环冷却液的流道;并对上盖、下盖和散热鳍片进行成型加工,所述上盖、下盖和散热鳍片都采用冲压的方式而得,都是采用卷料进行连续冲压获得;
8.步骤s2:对中框、上盖、下盖和散热鳍片进行除油清洗;将上盖装设在中框上侧,将下盖装设在中框下侧,所述散热鳍片装设在中框内部,形成冷却组件;
9.步骤s3:将鼠尾管与中框内部的流道进行连接,采用钎焊或电阻焊接将鼠尾管与中框焊接在一起;
10.步骤s4:将动力组件固定装设在凹槽内部;所述动力组件包括微型水泵和散热风扇;在冷却组件和动力组件之间装设密封垫,并使用螺栓进行固定和密封连接;
11.步骤s5:对流道进行测漏,并通过鼠尾管注入循环冷却液;密封鼠尾管,进行性能测试和包装下料。
12.作为优选的,所述中框、上盖、下盖和散热鳍片都为铝材材料构件,所述铝材材料构件导热性能较好,性价比高,容易获得;所述步骤s2还包括:将中框、上盖、下盖和散热鳍片放入电解槽内部,进行表面镀镍;所述镀层的厚度为2.0μm;将中框、上盖、下盖和散热鳍
片的各个连接处,使用自动点胶机进行点锡膏,所述锡膏不能漏点也不能点偏。
13.作为优选的,所述中框、上盖、下盖和散热鳍片都为铜材材料构件,所述铜材材料构件导热性较好;所述步骤s2还包括:将中框、上盖、下盖和散热鳍片放入电解槽内部,清除表面的杂质和进行表面抗氧化;将中框、上盖、下盖和散热鳍片的各个连接处,使用自动点胶机进行点铜膏,所述铜膏不能漏点也不能点偏。
14.作为优选的,所述步骤s2中,使用焊结炉将中框、上盖、下盖和散热鳍片焊接连接在一起,形成冷却组件;形成第一个模块,使其模块化生产。
15.作为优选的,所述步骤s3中,在焊接完成后,还需要将冷却组件放入到电解槽内部,在与动力组件组装之前进行表面处理,去除表面杂质和氧化膜;方便后续的组装,同时使得组装接触面表面更加清洁,提高组装精度,防止漏液,保证密封性。
16.作为优选的,所述步骤s5中,使用测漏机对流道内部进行测漏,使用半自动注水机通过鼠尾管对流道内部注入循环冷却液。
17.作为优选的,所述注入循环冷却液后,使用除气机对流道内部的残存空气进行多次除气;除气的次数为两次,除气完毕后,使用封口机对鼠尾管末端进行封口,保证密封和不漏气。
18.作为优选的,所述步骤s5中,使用烤箱对一体式超薄水冷散热器进行老化烧机,再进行性能测试,所述性能测试包括热阻测试和电性测试;使用热阻测试仪对产品测试热阻值是否达标;使用功能测试机对产品的波形、电流和转速是否符合要求。
19.作为优选的,所述步骤s5中,所述中框上设有吸热腔,所述吸热腔内部装设有循环冷却液,所述吸热腔紧贴发热源,并位于发热源一侧;所述吸热腔上设有若干根柱体;设置有若干根柱体可以增加吸热腔与循环冷却液的接触面积,更有利于循环冷却液进行吸热,增加热交换效率。
20.作为优选的,所述步骤s5中,通过网板在吸热腔一侧涂覆一侧导热膏;所述导热膏为导热硅脂;所述吸热腔和发热源之间可以通过导热硅脂传递热量,最后,检查产品是否漏装,确认产品无短装,并使用封箱器对产品进行包装下料。
21.与现有技术相比,本发明的有益效果在于:
22.1、本发明设计出了一种一体式超薄水冷散热器的制造方法,使得制造出的水冷散热器可以将尺寸减小,适用于微小空间;可以放入到手机和平板电脑内部;同时相对于现有技术中的风冷均温板,散热性能提升了10%,具有显著的提升和进步。
23.2、本发明将水冷散热器的加工工艺分成两大部分,分别是:冷却组件和动力组件,并使用螺栓将两者进行固定和密封连接;将现有技术中的核心部件,例如:水冷头、水排和水管;代替成一体式的冷却组件,所述冷却组件之间的连接采用钎焊或者扩散焊的焊接工艺,大量使用冲压工艺,可以大大降制造成本;同时将制造工艺模块化,使得制造方便,工序安排顺畅,容易形成生产流水线,提高生产效率,降低生产成本。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据
这些附图获得其他的附图。
25.图1是本发明提供的一种一体式超薄水冷散热器制造方法的步骤示意图;
26.图2是本发明提供的一种一体式超薄水冷散热器的结构示意图;
27.图3是本发明提供的一种一体式超薄水冷散热器的分解示意图。
28.在图中包括有:
29.1、冷却组件;11、中框;12、上盖;13、下盖;14、散热鳍片;2、动力组件;31、凹槽;32、流道;21、微型水泵;22、散热风扇;4、密封垫;5、吸热腔;23、柱体。
具体实施方式
30.下面将结合本发明本实施方式中的附图,对本发明本实施方式中的技术方案进行清楚、完整地描述,显然,所描述的本实施方式是本发明的一种实施方式,而不是全部的本实施方式。基于本发明中的本实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他本实施方式,都属于本发明保护的范围。
31.请参考图1至图3,本发明提供了一种一体式超薄水冷散热器制造方法。
32.如图1所示,所述一体式超薄水冷散热器制造方法,包括以下步骤:
33.步骤s1:对中框11进行成型加工,具体的,所述中框11可以采用数控加工中心铣削加工,加工出用于安装动力组件2的内部凹槽31和用于容纳循环冷却液的流道32,达到要求的尺寸和精度;所述中框11还可以采用机械压铸,使得中框11一体成型,节约加工工序,降低生产成本。
34.如图3所示,所述上盖12、下盖13和散热鳍片14都是片状结构,需要对上盖12、下盖13和散热鳍片14进行成型加工,具体的,所述上盖12、下盖13和散热鳍片14都采用冲压工艺进行成型加工,可以采用卷料进行连续冲压获得成品。
35.步骤s2:在步骤s1的成型加工中,所述中框11、上盖12、下盖13和散热鳍片14表面都可能附着有若干油渍,所以需要对中框11、上盖12、下盖13和散热鳍片14进行除油清洗;具体的,可以采用超声波清洗机进行清洗,使得表面无杂质,在清洗过程中还可以顺便去除表面的氧化膜。
36.进一步的,所述中框11、上盖12、下盖13和散热鳍片14可以采用性价比较高的铝材材料构件,还需要将中框11、上盖12、下盖13和散热鳍片14放入电解槽内部,进行表面镀镍;所述镀层的厚度为2.0μm;电镀后,使用自动点胶机将中框11、上盖12、下盖13和散热鳍片14的各个连接处进行点锡膏,所述锡膏不能漏点也不能点偏。
37.更进一步的,所述中框11、上盖12、下盖13和散热鳍片14还可以采用导热性较好的铜材材料构件,还需要将中框11、上盖12、下盖13和散热鳍片14放入电解槽内部,清除表面的杂质和进行表面抗氧化;使用自动点胶机将中框11、上盖12、下盖13和散热鳍片14的各个连接处进行点铜膏,所述铜膏不能漏点也不能点偏。
38.将上盖12装设在中框11上侧,将下盖13装设在中框11下侧,所述散热鳍片14装设在中框11内部,并使用焊结炉将中框11、上盖12、下盖13和散热鳍片14焊接连接在一起,形成冷却组件1;形成第一个模块,使其模块化生产。
39.步骤s3:将鼠尾管与中框11内部的流道32进行连接,采用钎焊或电阻焊接将鼠尾管与中框11焊接在一起;在本实施例中,使用电阻焊接机进行焊接,使得鼠尾管焊接牢靠不
漏气;焊接完成后,还需要将冷却组件1放入到电解槽内部,在与动力组件2组装之前进行表面处理,去除表面杂质和氧化膜。
40.步骤s4:将动力组件2固定装设在凹槽31内部;所述动力组件2包括微型水泵21和散热风扇22;具体的,所述微型水泵21可以从中框11的底部进行装入,所述散热风扇22可以从中框11的正面进行装入,所述上盖12上设有散热风扇22进入的通孔;在冷却组件1和动力组件2之间装设密封垫4,并使用螺栓进行固定和密封连接;装设有密封垫4可以使得内部的循环冷却液不容易溢出,起到密封的作用,可以使用密封橡胶;还可以使用密封胶密封或者激光焊接密封,所述螺栓可以采用电批将螺栓锁附到位,使得组装成一个成品。
41.步骤s5:使用测漏机对流道32内部进行测漏,并使用半自动注水机通过鼠尾管对流道32内部注入循环冷却液;所述注入循环冷却液后,使用除气机对流道32内部的残存空气进行多次除气;在本实施例中,除气的次数为两次,除气完毕后,使用封口机对鼠尾管末端进行封口,保证密封和不漏气。
42.使用烤箱对一体式超薄水冷散热器进行老化烧机,再进行性能测试,所述性能测试包括热阻测试和电性测试;使用热阻测试仪对产品测试热阻值是否达标;使用功能测试机对产品的波形、电流和转速是否符合要求。
43.所述中框11上设有吸热腔5,所述吸热腔5内部装设有循环冷却液,所述吸热腔5紧贴发热源,并位于发热源一侧;所述吸热腔5与发热源之间涂覆有导热膏,所述导热膏为导热硅脂;所述吸热腔5和发热源之间可以通过导热硅脂传递热量,所述导热硅脂可以通过网板在吸热腔5一侧进行涂覆;所述吸热腔5上还设有若干根柱体23;设置有若干根柱体23可以增加吸热腔5与循环冷却液的接触面积,更有利于循环冷却液进行吸热,增加热交换效率;在本实施例中,所述柱体23的形状为圆柱体,在其他实施例中,所述柱体23还可以是多边形柱体或者椭圆柱体;或者采用其他有利于热交换的方式。
44.最后,检查产品是否漏装,确认产品无短装,并使用封箱器对产品进行包装下料。
45.通过上述制造方法,制造出的一体式超薄水冷散热器,相对于现有技术中的水冷散热器,尺寸大幅度减小,适用于微小空间;可以放入到手机和平板电脑内部;同时相对于现有技术中的风冷均温板,散热性能提升了10%,具有显著的提升和进步。
46.上述制造方法就将一体式超薄水冷散热器分成两大部分,分别是:冷却组件1和动力组件2,并使用螺栓将两者进行固定和密封连接;将现有技术中的核心部件,例如:水冷头、水排和水管;代替成一体式的冷却组件,所述冷却组件1之间的连接采用钎焊或者扩散焊的焊接工艺,同时各个组成部件大量使用冲压工艺,可以大大降制造成本;同时将制造工艺模块化,使得制造方便,工序安排顺畅,容易形成生产流水线,提高生产效率,降低生产成本。
47.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1