一种防排烟风管的制作与组装方法与流程
1.本发明涉及防排烟风管,尤其涉及防排烟风管的制作与组装方法。
背景技术:
2.现在市场上,有各种各样的防排烟风管,但是这些防排烟管的制作与组装步骤非常复杂繁琐,使用这样的制作与组装方法不仅技术流程比较复杂,而且会耗费大量的人力与物力,成本是非常高的。一般防排烟风管的加工制作流程为先用设备甲供制作出l片,然后把两个l片需要人工合到一起组成方形风管,需经过敲击,铆合等流程。该结构存在以下缺点:1、人工成本很高2、制作时间很长3、安装难度很大4、容易损坏镀锌铁皮锌层、5、材料浪费严重。
3.申请公布号为cn113513802a的中国专利公开了“一种装配式防排烟风管及组装方法”,排烟组件的两个定位架上安装有两个第一板和两个第二板以形成风管主体,连接组件的连接框和定位架上的连接盘连接,通过连接螺栓可以将多段风管主体连接,支撑组件的吊臂安装在墙壁上,通过支杆支撑风管主体。该结构增加了防火板,完成后的风管重量比传统的风管重量重。
技术实现要素:
4.本发明的目的在于克服已有技术的不足,提供一种施工现场仅是拼装,不切割、不焊接,自动化生产,提高生产效率,准确识别,减少人员使用,节约成本的防排烟风管的制作与组装方法。
5.本发明的一种防排烟风管的制作与组装方法,包括以下步骤:
6.步骤一、制作多块风管侧壁管板以及多个斤字型法兰组件;
7.每一块所述的风管侧壁管板包括由内及外依次叠置设置的内侧的镀锌板、硅酸铝棉毡、防火板和外侧的镀锌板;或者每一块所述的风管侧壁管板包括由内及外依次叠置设置的镀锌板、内侧的硅酸铝棉毡、防火板、外侧的硅酸铝棉毡和外侧的镀锌板;每一块风管侧壁管板的左右两端分别卡固插入u形槽的槽腔内;
8.每一个斤字型法兰组件由l型外折边和l型内折边构成,l型外折边和l型内折边之间形成横向凹槽和竖向凹槽,横向凹槽和竖向凹槽相互垂直;
9.步骤二、组装防排烟风管的管段,具体步骤为:
10.第一步,将分别沿横向设置的第一个风管侧壁管板以及沿纵向设置的第二个风管侧壁管板的一端分别插入第一个斤字型法兰组件的横向凹槽和竖向凹槽内,然后通过燕尾丝将第一个斤字型法兰组件与卡固在第一个斤字型法兰组件的横向凹槽和竖向凹槽内的第一个风管侧壁管板的端部以及第二个风管侧壁管板的端部固定相连;
11.第二步,将所述的第一个风管侧壁管板的另一端插入第二个斤字型法兰组件的横向凹槽,然后在第二个斤字型法兰组件的竖向凹槽内插入沿纵向设置的第三个风管侧壁管板的一端,再通过燕尾丝将第二个斤字型法兰组件与卡固在第二个斤字型法兰组件的横向
凹槽和竖向凹槽内的第一个风管侧壁管板的端部以及第三个风管侧壁管板的端部固定相连;
12.第三步,将沿纵向设置的第二个风管侧壁管板的另一端插入第三个斤字型法兰组件的竖向凹槽,然后将沿横向设置的第四个风管侧壁管板的一端插入第三个斤字型法兰组件的横向凹槽;再通过燕尾丝将第三个斤字型法兰组件与卡固在第三斤字型法兰组件的横向凹槽和竖向凹槽内的第二个风管侧壁管板的端部以及第四个风管侧壁管板的端部固定相连;
13.第四步,将沿横向设置的第四个风管侧壁管板的另一端以及沿纵向设置的第三个风管侧壁管板的另一端分别插入第四个斤字型法兰组件的横向凹槽和竖向凹槽,再通过燕尾丝将第四个斤字型法兰组件与卡固在第四个斤字型法兰组件的横向凹槽和竖向凹槽内的第四个风管侧壁管板的端部以及第三个风管侧壁管板的端部固定相连组装为一段防排烟风管的管段;
14.步骤三、在每一段防排烟风管的管段的前后两端环绕管段四壁分别固定一根角钢法兰;
15.步骤四、将彼此相邻的两段防排烟风管的管段之间通过穿过两段防排烟风管的管段端部的角钢法兰上的螺栓固定连接。
16.采用本方法有益效果是:施工快速便捷、节省成本。
附图说明
17.图1为本发明的防排烟风管侧板的一种结构的示意图;
18.图2为本发明的防排烟风管侧板的另一种结构的示意图;
19.图3为本发明防排烟风管组装成型后的结构示意图;
20.图4为本发明防排烟风管组装成l型管后的结构示意图;
21.图5为本发明防排烟风管组装成矩形管后的结构示意图;
22.图6为本发明防排烟风管组装法兰的结构示意图;
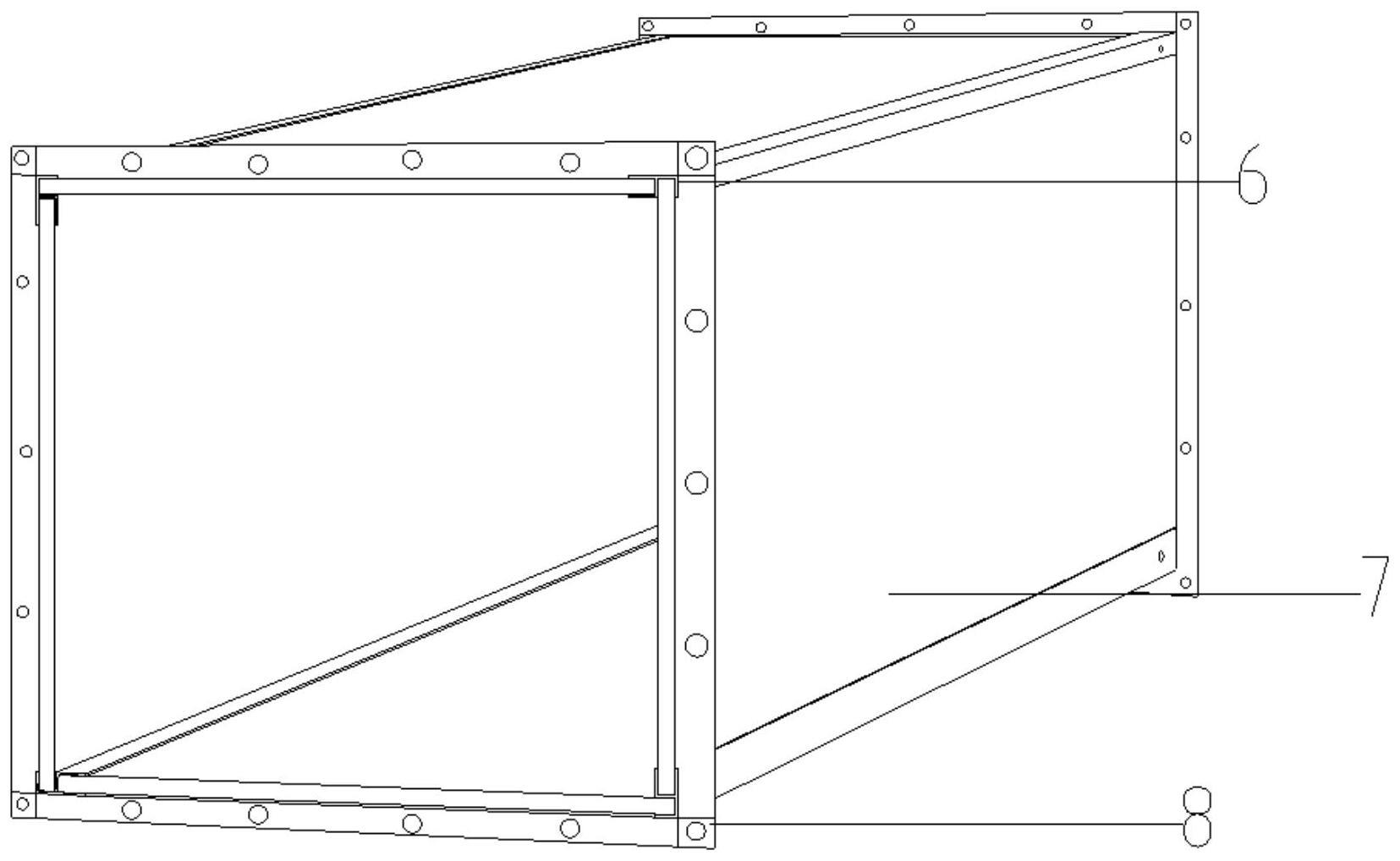
23.图7为本发明防排烟风管加装法兰后的结构示意图;
24.图8为本发明防排烟风管加装法兰后管段的结构示意图;
25.图9为本发明防排烟风管填充密封胶与粘贴不燃胶条的结构示意图;
26.图10为本发明防排烟风管两管段连接后的结构示意图。
具体实施方式
27.如附图所示本发明的一种防排烟风管的制作与组装方法,包括以下步骤:
28.步骤一、如图1、2、3所示,制作多块风管侧壁管板以及多个斤字型法兰组件6;
29.每一块所述的风管侧壁管板7包括由内及外依次叠置设置的内侧的镀锌板1、硅酸铝棉毡2、防火板3和外侧的镀锌板1,该结构可以耐火1小时;或者每一块所述的风管侧壁管板包括由内及外依次叠置设置的镀锌板1、内侧的硅酸铝棉毡2、防火板3、外侧的硅酸铝棉毡2和外侧的镀锌板1,该结构可以耐火2小时。
30.每一块风管侧壁管板的左右两端分别卡固插入u形槽4的槽腔内;
31.硅酸铝棉毡不仅安全等级高、强度高,而且在中性、氧化气氛下长期使用时,硅酸
铝棉毡仍能保持良好的抗拉强度、韧性和纤维结构,而且耐热极限很高,耐温可达到1200℃以上。
32.每一个斤字型法兰组件6由l型外折边和l型内折边构成,l型外折边和l型内折边之间形成横向凹槽和竖向凹槽,横向凹槽和竖向凹槽相互垂直;
33.步骤二、组装防排烟风管的管段,具体步骤为:
34.第一步,如图3、4所示,将分别沿横向设置的第一个风管侧壁管板以及沿纵向设置的第二个风管侧壁管板的一端分别插入第一个斤字型法兰组件的横向凹槽和竖向凹槽内,然后通过燕尾丝5将第一个斤字型法兰组件与卡固在第一个斤字型法兰组件的横向凹槽和竖向凹槽内的第一个风管侧壁管板的端部以及第二个风管侧壁管板的端部固定相连;
35.第二步,将所述的第一个风管侧壁管板的另一端插入第二个斤字型法兰组件的横向凹槽,然后在第二个斤字型法兰组件的竖向凹槽内插入沿纵向设置的第三个风管侧壁管板的一端,再通过燕尾丝5将第二个斤字型法兰组件与卡固在第二个斤字型法兰组件的横向凹槽和竖向凹槽内的第一个风管侧壁管板的端部以及第三个风管侧壁管板的端部固定相连;
36.第三步,将沿纵向设置的第二个风管侧壁管板的另一端插入第三个斤字型法兰组件的竖向凹槽,然后将沿横向设置的第四个风管侧壁管板的一端插入第三个斤字型法兰组件的横向凹槽;再通过燕尾丝5将第三个斤字型法兰组件与卡固在第三斤字型法兰组件的横向凹槽和竖向凹槽内的第二个风管侧壁管板的端部以及第四个风管侧壁管板的端部固定相连;
37.第四步,如图5所示,将沿横向设置的第四个风管侧壁管板的另一端以及沿纵向设置的第三个风管侧壁管板的另一端分别插入第四个斤字型法兰组件的横向凹槽和竖向凹槽,再通过燕尾丝5将第四个斤字型法兰组件与卡固在第四个斤字型法兰组件的横向凹槽和竖向凹槽内的第四个风管侧壁管板的端部以及第三个风管侧壁管板的端部固定相连组装为一段防排烟风管的管段;
38.步骤三、如图6,7所示,在每一段防排烟风管的管段的前后两端环绕管段四壁分别固定一根角钢法兰8,优选的在所述的角钢法兰8与防排烟风管的管段之间压紧设置有不燃胶条9。
39.步骤四、根据施工需要的长度,将彼此相邻的两段防排烟风管的管段之间通过穿过两段防排烟风管的管段端部的角钢法兰8上的螺栓11固定连接。优选的在角钢法兰与防排烟风管固定的缝隙处使用硅胶10密封;优选的在彼此相连的两个角钢法兰接触部位之间设置有不燃密封胶条,确保风管的严密性。
40.传统的组装方式会耗费大量的人力,采用乐高拼装式组装,只需要将各个部件像拼积木式的拼接即可,采用本方法只需插接操作并辅以锚固钉就能完成风管的组装,组合非常的方便,操作简单,不仅达到省时省力的效果,还会保障质量,改善传统施工现场噪音污染的现象。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1