一种辊道窑的急冷设备的制作方法
1.本技术涉及陶瓷生产技术领域,特别涉及一种辊道窑的急冷设备。
背景技术:
2.近年来,一种新型陶瓷产品——陶瓷大板被广泛应用到各个领域,靠着丰富的纹理元素,且具有的优良耐酸碱性、硬度高、耐高温等优点,陶瓷大板在高端装饰、家居等市场中的占有率不断增大。但由于陶瓷大板在应用过程中经常需要对成品进行切割、拉槽、倒边、钻孔甚至弯曲等加工操作,据目前现有技术生产出来的大板成品在进行后期加工时都比较容易出现破裂、断开、甚至炸碎等问题,严重制约陶瓷大板在家居、家具、和建筑装饰等领域的大规模应用。根据相关研究认为,陶瓷材质的成品在加工过程出现破裂主要是由于陶瓷成品在生产中积累了大量分布不均匀的残余热应力而导致。目前的建筑陶瓷基本都是采用辊道窑通过快烧而成,烧成时间一般控制60到120分钟,陶瓷制品经过预热、氧化分解、高温烧结、急冷、缓冷等几个阶段后完成烧结过程,但由于陶瓷制品在辊道窑炉中烧结时间较短,在经过高温烧结后必须要经过急冷后才能出窑成为成品,在此过程,如果急冷阶段的温度控制不均匀,急冷过程就容易造成成品累计有大量不均匀的残余热应力,特别是现在市场中较火的陶瓷大板生产中,由于产品规格较大,目前业内生产的陶瓷大板最大可达1.6*3.2米以上,陶瓷大板生产过程的热应力控制难度相比普通陶瓷是呈大幅度提升,陶瓷大板的内部因为烧结过程积累的残余热应力较多而且分布的不均匀,导致在后期加工时,陶瓷大板容易出现破裂、炸碎等问题。因此,如何降低陶瓷大板生产过程中残余应力的积累,并使其能够均匀分布,提高产品的加工性能是亟待解决的技术问题。
3.因此,现有技术还有待改进和发展。
技术实现要素:
4.针对现有技术的不足,本技术提供一种辊道窑的急冷设备,以解决如何降低陶瓷大板生产过程中残余应力的积累,并使其能够均匀分布,提高产品的加工性能是亟待解决的技术问题。
5.为了解决上述技术问题,本技术实施例第一方面提供了一种辊道窑的急冷设备,所述急冷设备包括:
6.窑体,所述窑体内具有窑体内腔;
7.输送装置,所述输送装置设置在所述窑体内腔中,用于输送陶瓷制品;所述陶瓷制品的上表面和下表面分别划分为若干个均分区域;
8.若干个温度检测装置,所述温度检测装置包括若干个温度传感器;
9.若干个急冷装置,若干所述急冷装置依次分布于所述均分区域按窑体内的走砖方向的不同位置的上方,所述急冷装置包括急冷风机与若干急冷支风管,若干所述急冷支风管与所述急冷风机连通,并位于所述窑体内腔中,其中,所述急冷支风管与均分区域相对应设置,所述温度传感器与所述急冷支风管的数量一一对应,且所述温度传感器设置于所述
窑体的内壁上,并按窑体内的走砖方向位于所述急冷支风管之后,用于检测所述陶瓷制品各个均分区域急冷后的温度,所述急冷支风管上设置有第一电子压力阀;
10.风机控制装置,所述风机控制装置分别与所述温度传感器、急冷风机以及第一电子压力阀连接。
11.在一种实现方式中,每个所述急冷支风管按窑体内的走砖方向均设置有两个出风口,每个相邻出风口之间呈交叉均匀分布。
12.在一种实现方式中,所述急冷装置还包括急冷主风管以及第二电子压力阀,所述急冷主风管与所述急冷风机的急冷风口连通,所述急冷支风管设置于所述急冷主风管上,所述第二电子压力阀设置于所述急冷主风管上、或所述急冷主风管与所述急冷风机之间,并与所述风机控制装置连接。
13.在一种实现方式中,所述急冷设备还包括抽风装置,所述抽风装置包括抽风机以及若干个支抽风管,所述风机控制装置与所述抽风机连接,若干所述支抽风管与所述抽风机连通。
14.在一种实现方式中,所述抽风装置还包括主抽风管以及抽力控制阀,所述主抽风管与所述抽风机的抽风口连通,所述支抽风管设置于所述主抽风管上,所述抽力控制阀设置于所述主抽风管上或者所述主抽风管与所述抽风机之间,并与所述风机控制装置连接。
15.在一种实现方式中,所述窑体包括耐火砖、耐火棉以及金属层,所述的耐火砖、耐火棉、金属层由里到外叠置在窑体中形成窑体的窑体内腔,其中,所述窑体内腔的高度为2-3m,宽度为1.5-2.4m。
16.在一种实现方式中,所述急冷设备还包括安装平台,所述安装平台设置于所述窑体上,并用于放置急冷风机以及抽风机。
17.本技术实施例第二方面提供了一种控制陶瓷制品残余热应力的方法,其特征在于,所述方法应用于如上所述的辊道窑的急冷设备,所述方法包括:
18.对输送过程中的陶瓷制品中各个均分区域分别进行急冷处理,其中,所述陶瓷制品位于窑体内腔中,所述陶瓷制品的上表面和下表面分别划分为若干个均分区域;
19.检测急冷处理后的陶瓷制品中各个均分区域各自对应的当前温度值;
20.将所述当前温度值与预设温度值进行对比,根据对比结果分别控制当前温度值对应的第一电子压力阀的开度,以使所述当前温度值处于预设温度范围内,其中,所述第一电子压力阀与陶瓷制品上各个均分区域一一对应。
21.在一种实现方式中,所述将所述当前温度值与预设温度值进行对比,根据对比结果分别控制当前温度值对应的第一电子压力阀的开度,以使所述当前温度值处于预设温度范围内具体包括:
22.将所述当前温度值与预设温度值进行对比;
23.当所述当前温度值大于预设温度值时,加大当前温度值对应的第一电子压力阀的开度;
24.当所述当前温度值小于预设温度值时,减小当前温度值对应的第一电子压力阀的开度。
25.在一种实现方式中,所述方法还包括:
26.检测窑体内的当前窑压,将所述当前窑压与预设窑压进行对比,以使所述当前窑
压处于预设窑压范围内;
27.当所述窑压大于预设窑压时,加大抽力控制阀的开度;
28.当所述窑压小于预设范围内,减小抽力控制阀的开度。
29.有益效果:本技术通过将输送装置上的陶瓷制品的上表面和下表面分别划分为若干个均分区域,在陶瓷制品的每个均分区域处的上表面以及下表面均设置有急冷支风管为陶瓷制品的每个区域进行急冷,在每个均分区域处按窑体内的走砖方向的不同位置处依次设置有若干个急冷支风管,以持续为高温烧结后的陶瓷制品降温,并在每个急冷支风管后设置温度传感器,以检测急冷后的各个均分区域的温度,根据各个均分区域的温度,通过风机控制装置分别调控每个急冷支风管上的第一电子压力阀的开度,以使得陶瓷制品的各个均分区域在急冷处理后其温度均控制在一定范围内,不仅能够满足急冷后的温度要求,并且使得急冷后的陶瓷制品的各个均分区域的温度之间的差值在允许范围内,实现陶瓷制品快速均匀的冷却效果,从而达到减低陶瓷制品中残余热应力及避免出现残余热应力集中现象目的,能够有效提高陶瓷制品的品质。
附图说明
30.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员而言,在不符创造性劳动的前提下,还可以根据这些附图获得其他的附图。
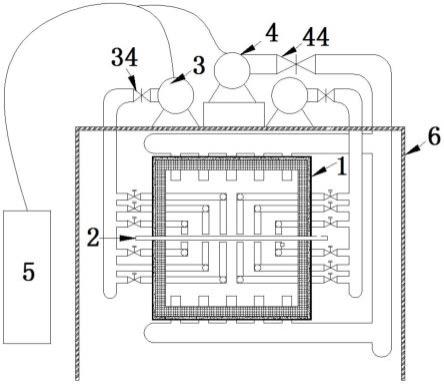
31.图1为本技术提供的一种辊道窑的急冷设备的正视结构示意图。
32.图2为本技术提供的一种辊道窑的急冷设备的侧视结构示意图。
33.图3为本技术提供的一种辊道窑的急冷设备中陶瓷制品被分割成若干区域位置的结构示意图。
34.图4为本技术提供的一种辊道窑的急冷设备中各个急冷支风管的两个出风口映射在陶瓷制品上的结构示意图。
35.图5为本技术提供的一种控制陶瓷制品残余热应力的方法的流程图。图中:1、窑体;11、耐火砖;12、耐火棉;13、金属层;2、输送装置;21、耐高温辊棒;3、急冷装置;31、急冷风机;32、急冷主风管;33、急冷支风管;331、出风口;34、第二电子压力阀;4、抽风装置;41、抽风机;42、主抽风管;43、支抽风管;44、抽力控制阀;5、风机控制装置;6、平台;7、区域位置。
具体实施方式
36.本技术提供一种辊道窑的急冷设备,为使本技术的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本技术进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
37.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本技术的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元
件被“连接”或“耦接”到另一元件时,它可以直接连接或耦接到其他元件,或者也可以存在中间元件。此外,这里使用的“连接”或“耦接”可以包括无线连接或无线耦接。这里使用的措辞“和/或”包括一个或更多个相关联的列出项的全部或任一单元和全部组合。
38.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语),具有与本技术所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语,应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样被特定定义,否则不会用理想化或过于正式的含义来解释。
39.下面结合附图,通过对实施例的描述,对申请内容作进一步说明。
40.本实施例第一方面提供了一种辊道窑的急冷设备,如图1-2所示,所述急冷设备包括窑体1、输送装置2、若干个温度检测装置、若干个急冷装置以及风机控制装置5,所述窑体1内具有窑体内腔,所述输送装置2用于输送陶瓷制品,其设置在所述窑体内腔中,并将所述窑体内腔分隔成上下两层,以使得所述陶瓷制品的上表面与下面分别镂空于所述窑体内腔的上下两层;位于输送装置2上的陶瓷制品的上表面和下表面分别划分为若干个均分区域,每个所述温度检测装置均包括若干个温度传感器(图中未示出);若干个急冷装置依次分布于所述均分区域按窑体1内的走砖方向的不同位置的上方,每个急冷装置都包括急冷风机31与若干急冷支风管33,所述急冷风机31设置于所述窑体1外,若干所述急冷支风管33与所述急冷风机31连通,并穿过所述窑体1位于所述窑体内腔中,可以理解的是,若干急冷支风管33分布于所述内腔的上下两层中,其中,本实施例中的均分区域是按与所述窑体1的走砖方向相垂直的宽度区域平均划分的分配区域,而所述陶瓷制品的上表面与下表面的均分区域是相对立设置的,可以理解的是,陶瓷制品的上表面的一个均分区域必有与其相对应的下表面的一个均分区域,而陶瓷制品的上表面的一个均分区域与其相对应的下表面的一个均分区域共同构成了一个均分区域,而因为需要对陶瓷制品的上表面和下表面的均分区域都进行急冷,因此可以理解的是,一个急冷装置所包括的急冷支风管33的数量为均分区域数量的两倍,也就是说,在同一个均分区域里,又分别具有上表面的均分区域以及下表面的均分区域,而上表面的均分区域以及下表面的均分区域都对应设置有一个急冷支风管33;并且本实施例设置有若干个急冷装置,可以理解的是,在位于陶瓷制品的上表面或者下表面上的同一均分区域处,按窑体1内的走砖方向设置有若干个急冷支风管33,以持续为高温烧结后的陶瓷制品的各个均分区域进行急冷处理,所述温度传感器与所述急冷支风管33的数量一一对应,且所述温度传感器设置于所述窑体1内壁上,并按窑体1内的走砖方向位于所述急冷支风管33之后,这样,当对陶瓷制品急冷后,就可以马上检测到输送装置2上的陶瓷制品中的各个均分区域急冷后的温度,所述急冷支风管33上设置有第一电子压力阀,以控制与所述第一电子压力阀相对应的急冷支风管33的出风量,所述风机控制装置5设置于所述窑体1外,所述风机控制装置5分别与所述温度传感器、急冷风机31以及第一电子压力阀连接;本实施例通过将输送装置2上的陶瓷制品的上表面和下表面分别划分为若干个均分区域,在陶瓷制品的每个均分区域处的上表面以及下表面均设置有急冷支风管33为陶瓷制品的每个区域进行急冷,在每个均分区域处按窑体1内的走砖方向的不同位置处依次设置有若干个急冷支风管33,以持续为高温烧结后的陶瓷制品降温,并在每个急冷支风管33后设置温度传感器,以检测急冷后的各个均分区域的温度,根据各个均分区域的温度,通过
风机控制装置5分别调控每个急冷支风管33上的第一电子压力阀的开度,以使得陶瓷制品的各个均分区域在急冷处理后其温度均控制在一定范围内,不仅能够满足急冷后的温度要求,并且使得急冷后的陶瓷制品的各个均分区域的温度之间的差值在允许范围内,实现陶瓷制品快速均匀的冷却效果,从而达到减低陶瓷制品中残余热应力及避免出现残余热应力集中现象目的,能够有效提高陶瓷制品的品质,其中,同一均分区域上对应的各个第一电子压力阀的开度为统一控制,或者说,控制同一均分区域上对应的各个第一电子压力阀的开度一致。
41.在一种实施例中,如图4所示,每个所述急冷支风管33按窑体1内的走砖方向均设置有两个出风口331,每个相邻出风口331之间呈交叉均匀分布,有利于控制陶瓷制品急冷温度的均匀性。
42.在一种实施例中,如图1-2所示,所述急冷装置还包括急冷主风管32以及第二电子压力阀34,所述急冷主风管32与所述急冷风机31的急冷风口(图中未示出)连通,并分布盘旋设置于所述窑体1外的左右两侧上,若干所述急冷支风管33的一端分别设置于所述急冷主风管32位于窑体1外的左右两侧上,若干所述急冷支风管33的另一端穿过所述窑体1,并均匀分布于所述窑体内腔的上下两层,若干急冷支风管33分别对应陶瓷制品的各个区域,如图4所示,将输送装置2上的陶瓷制品平均分隔成若干区域位置7,例如,将陶瓷制品平均分割成6个区域,每个区域均对应有相应的急冷支风管33,以使得各个急冷支风管33可以分别吹向窑体内腔的输送装置2上的陶瓷制品的各个区域位置7,所述第二电子压力阀34与所述风机控制装置5连接,其中,所述第二电子压力阀34可以设置于所述急冷主风管32上,还可以设置于所述急冷主风管32与所述急冷风机31之间,在本实施例中,如图1所示,所述第二电子压力阀34设置于所述急冷主风管32上,本实施例通过风机控制装置5可以控制所述第二电子压力阀34的开度,例如,可以加大第二电子压力阀34的开度,以加快急冷风机31对陶瓷制品的降温速度,进而提高急冷风机31对陶瓷制品的降温效率。
43.在一种实施例中,如图1-2所示,所述急冷设备还包括抽风装置4,所述抽风装置4包括抽风机41以及若干个支抽风管43,所述抽风机41与所述风机控制装置5连接,并设置于所述窑体1外,若干所述支抽风管43与所述抽风机41连通,并穿过所述窑体1位于所述窑体内腔中,若干支抽风管43分布于所述窑体内腔的上下两层中,本实施例通过设置抽风机41,并借助所述支抽风管43以将窑体1内的热风抽取到窑体1外部。
44.在一种实施例中,如图1-2所示,所述抽风装置4还包括主抽风管42以及抽力控制阀44,所述主抽风管42与所述抽风机41的抽风口(图中未示出)连通,并分布盘旋于所述窑体1外的上下两侧上,若干所述支抽风管43的一端分别设置于所述主抽风管42位于窑体1外的上下两侧上,若干所述支抽风管43的一端穿过所述窑体1,并均匀分布于所述窑体内腔的上下两层,所述抽力控制阀44与所述风机控制装置5连接,其中,所述抽力控制阀44可以设置于所述主抽风管42上,还可以设置于所述主风管与所述抽风机41之间,在本实施例中,如图所示,所述抽力控制阀44设置于所述主抽风管42上,为了保证窑体1内的压力稳定在一个固定值附近,本实施例通过设置抽力控制阀44,通过风机控制装置5控制抽力控制阀44的开度,以精准控制抽风机41的抽风量,当窑体1内的窑压过大时,可以加大抽力控制阀44的开度;而当窑体1内的窑压过小时,可以减小抽力控制阀44的开度,从而稳定控制窑体内腔的压力大小。
45.在一种实施例中,如图1-2所示,所述窑体1包括耐火砖11、耐火棉12以及金属层13,所述的耐火砖11、耐火棉12、金属层13由里到外叠置在窑体1中形成窑体1的窑体内腔,由于窑体1宽度过小容易导致生产效率较低,过大则容易导致窑炉温差较大,本实施例将所述窑体内腔设置高度为2-3m,而窑体内腔的宽度设置具体看辊道窑的宽度,与其保持宽度一致,一般处于1.5-2.4m之间,通过该设置,相比于现有窑炉而言,不仅可以提高生产效率,还可以避免窑炉的温差过大。
46.在一种实施例中,如图1-2所示,所述输送装置2包括耐高温辊棒21以及无级变速电机(图中未示出),所述无级变速电机设置于所述窑体1的侧边上,若干所述耐高温辊棒21穿过所述窑体1与所述无级变速电机的驱动端连接,由所述无级变速电机带动所述耐高温辊棒21转动,从而达到运输陶瓷制品目的。
47.在一种实施例中,如图1-2所示,所述急冷设备还包括平台6,所述急冷风机31、抽风机41均设置在平台6上,以防止急冷风机31以及抽风机41在窑体1上过热而易损坏。
48.本实施例第二方面还提供了一种控制陶瓷制品残余热应力的方法,方法应用于如上所述的辊道窑的急冷设备,如图5所示,所述方法包括:
49.s10、对输送过程中的陶瓷制品中各个均分区域分别进行急冷处理,其中,所述陶瓷制品位于窑体内腔中,所述陶瓷制品的上表面和下表面分别划分为若干个均分区域;
50.s20、检测急冷处理后的陶瓷制品中各个均分区域各自对应的当前温度值;
51.s30、将所述当前温度值与预设温度值进行对比,根据对比结果分别控制当前温度值对应的第一电子压力阀的开度,以使所述当前温度值处于预设温度范围内,其中,所述第一电子压力阀与陶瓷制品上各个均分区域一一对应。
52.具体地,所述预设温度值为预先设置的温度值,该预设温度值可以为500℃,所述预设温度范围为505℃或者495℃,可以理解的是,本实施例对输送过程中的陶瓷制品中各个均分区域分别急冷处理后,所检测的陶瓷制品各个均分区域各自对应的当前温度值之间的温差应小于5℃;从而达到对急冷阶段的温度的均匀控制不,以避免急冷过程因温度控制不均匀而造成的残余热应力,从而导致在后期加工时,陶瓷大板容易出现破裂、炸碎等问题。
53.在一种实施例中,所述将所述当前温度值与预设温度值进行对比,根据对比结果分别控制当前温度值对应的第一电子压力阀的开度,以使所述当前温度值处于预设温度范围内具体包括:
54.s301、将所述当前温度值与预设温度值进行对比;
55.s302、当所述当前温度值大于预设温度值时,加大当前温度值对应的第一电子压力阀的开度;
56.s303、当所述当前温度值小于预设温度值时,减小当前温度值对应的第一电子压力阀的开度。
57.具体地,假设该预设温度值为500℃,所述预设温度范围为505℃或者495℃,那么分别检测陶瓷大板的各个均分区域在急冷后对应的当前温度值,当所述当前温度值大于505℃时,同时加大当前温度值对应的均分区域所对应的所有第一电子压力阀的开度,其中,同一均分区域所对应的所有第一电子阀压力开度均相同,当所述当前温度值小于495℃时,同时减小当前温度值对应的均分区域所对应的所有第一电子压力阀的开度,以使得各
个均分区域所对应的当前温度在495℃-505℃内。
58.在一种实施例中,所述方法还包括:
59.s401、检测窑体内的当前窑压,将所述当前窑压与预设窑压进行对比,以使所述当前窑压处于预设窑压范围内;
60.s402、当所述窑压大于预设窑压时,加大抽力控制阀的开度;
61.s403、当所述窑压小于预设范围内,减小抽力控制阀的开度。
62.具体地,在急冷阶段中,在对陶瓷制品进行降温处理的过程中,需要保证窑体内的窑压稳定在一个固定值附近,所以需要对窑体内的压力进行控制,本实施例可以通过设置抽风机,通过抽风机抽取急冷处理后的热风,以将窑体内的热风抽取到窑体外部,也就是外界中,为了保证窑体内的压力稳定在一个固定值附近,那么可以通过在抽风机的支抽风管中设置抽力控制阀,以通过抽力控制阀的开度精准控制抽风机的抽风量,当窑体内的窑压大于预设范围内时,也就是大于固定值附近时,加大抽力控制阀的开度;而当窑体内的窑压小于预设范围内时,也就是小于固定值附近时,减小抽力控制阀的开度;直至窑压在预设范围内,以稳定控制窑体内腔的压力大小,直至窑压在预设范围内,以稳定控制窑体内腔的压力大小。
63.终上所述,所述本实施例提供了一种辊道窑的急冷设备,所述急冷设备包括窑体1、输送装置2、若干个温度检测装置、若干个急冷装置以及风机控制装置5,所述窑体1内具有窑体内腔,所述输送装置2用于输送陶瓷制品,其设置在所述窑体内腔中,并将所述窑体内腔分隔成上下两层,以使得所述陶瓷制品的上表面与下面分别镂空于所述窑体内腔的上下两层;位于输送装置2上的陶瓷制品的上表面和下表面分别划分为若干个均分区域,每个所述温度检测装置均包括若干个温度传感器;若干个急冷装置依次分布于所述均分区域按窑体1内的走砖方向的不同位置的上方,每个急冷装置都包括急冷风机31与若干急冷支风管33,所述急冷风机31设置于所述窑体1外,若干所述急冷支风管33与所述急冷风机31连通,并穿过所述窑体1位于所述窑体内腔中,可以理解的是,若干急冷支风管33分布于所述内腔的上下两层中,其中,本实施例中的均分区域是按与所述窑体1的走砖方向相垂直的宽度区域平均划分的分配区域,而所述陶瓷制品的上表面与下表面的均分区域是相对立设置的,可以理解的是,陶瓷制品的上表面的一个均分区域必有与其相对应的下表面的一个均分区域,而陶瓷制品的上表面的一个均分区域与其相对应的下表面的一个均分区域共同构成了一个均分区域,而因为需要对陶瓷制品的上表面和下表面的均分区域都进行急冷,因此可以理解的是,一个急冷装置所包括的急冷支风管33的数量为均分区域数量的两倍,也就是说,在同一个均分区域里,又分别具有上表面的均分区域以及下表面的均分区域,而上表面的均分区域以及下表面的均分区域都对应设置有一个急冷支风管33;并且本实施例设置有若干个急冷装置,可以理解的是,在位于陶瓷制品的上表面或者下表面上的同一均分区域处,按窑体1内的走砖方向设置有若干个急冷支风管33,以持续为高温烧结后的陶瓷制品的各个均分区域进行急冷处理,所述温度传感器与所述急冷支风管33的数量一一对应,且所述温度传感器设置于所述窑体1内壁上,并按窑体1内的走砖方向位于所述急冷支风管33之后,这样,当对陶瓷制品急冷后,就可以马上检测到输送装置2上的陶瓷制品中的各个均分区域急冷后的温度,所述急冷支风管33上设置有第一电子压力阀,以控制与所述第一电子压力阀相对应的急冷支风管33的出风量,所述风机控制装置5分别与所述温度传感器、
急冷风机31以及第一电子压力阀连接;本实施例通过将输送装置2上的陶瓷制品的上表面和下表面分别划分为若干个均分区域,在陶瓷制品的每个均分区域处的上表面以及下表面均设置有急冷支风管33为陶瓷制品的每个区域进行急冷,在每个均分区域处按窑体1内的走砖方向的不同位置处依次设置有若干个急冷支风管33,以持续为高温烧结后的陶瓷制品降温,并在每个急冷支风管33后设置温度传感器,以检测急冷后的各个均分区域的温度,根据各个均分区域的温度,通过风机控制装置5分别调控每个急冷支风管33上的第一电子压力阀的开度,以使得陶瓷制品的各个均分区域在急冷处理后其温度均控制在一定范围内,不仅能够满足急冷后的温度要求,并且使得急冷后的陶瓷制品的各个均分区域的温度之间的差值在允许范围内,实现陶瓷制品快速均匀的冷却效果,从而达到减低陶瓷制品中残余热应力及避免出现残余热应力集中现象目的,能够有效提高陶瓷制品的品质,其中,同一均分区域上对应的各个第一电子压力阀的开度为统一控制,或者说,控制同一均分区域上对应的各个第一电子压力阀的开度一致。
64.最后应说明的是:以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1