一种铝箔表面水分自动烘干设备及其工艺的制作方法
1.本发明涉及水分烘干技术领域,特别涉及一种铝箔表面水分自动烘干设备。
背景技术:
2.目前对于在锂电池等电子类的产品制造过程中,需要使用到铝箔对其进行包装使得铝箔成为其外壳,由铝箔制成的外壳因其自身重量较轻以及延展性较好而得到广泛应用,而制备铝箔时需要多种化学药剂对其表面进行处理以及电解处理,之后再使用清水将其表面的化学药剂冲洗干净最后需要对铝箔表面进行烘干操作,但在烘干过程中存在以下问题:1.目前的烘干方式主要为将铝箔放置在烘干室内之后对其进行烘干,这种烘干方式难以将铝箔在制备过程中因化学药剂产生的凹陷处内的水分烘干,以及整体对于铝箔表面的烘干效果较差。
3.2.在对铝箔烘干过程结束后,没有很好的对铝箔进行收集,以及在整体的烘干过程中,铝箔因烘干处理而变形,从而当铝箔没有及时得到处理而导致最后的铝箔不达标。
技术实现要素:
4.为了解决上述问题,本发明采用以下技术方案:一种铝箔表面水分自动烘干设备,包括后安装板、前安装板、卷箔轴、收箔轴、沥水机构、烘干机构和吸水机构,所述后安装板和前安装板竖直放置,后安装板和前安装之间从左至右依次共同转动连接有贯穿后安装板的卷箔轴和收箔轴,后安装板的前端面从左至右依次设置有沥水机构和烘干机构,且沥水机构和烘干机构均位于卷箔轴与收箔轴之间,后安装板和前安装板之间设置有吸水机构,吸水机构位于烘干机构和收箔轴之间,卷箔轴上设置有未烘干的铝箔卷,铝箔卷上的铝箔另一端依次穿过沥水机构、烘干机构和吸水机构之后缠绕至收箔轴上。
5.所述沥水机构包括挡轴,所述后安装板与前安装板之间共同转动连接有左右对称的两个挡轴,挡轴位于铝箔的上侧且挡轴与铝箔紧贴,后安装板的前端面固定连接有关于铝箔上下对称的两个u形板,u形板的横向部分的前端面转动连接有左右对称的两个转动轴,且两个转动轴贯穿u形板和后安装板,上侧的两个转动轴的后段均固定套设有转动齿轮,且两个转动齿轮相互啮合,转动轴的后段套设有带轮,上方左侧的带轮和下方右侧的带轮之间通过一号皮带相连接,上方右侧的带轮和下方左侧的带轮之间通过二号皮带相连接,一号皮带位于二号皮带的后方,转动轴上固定套设有转动辊,转动辊周向面设置有多个沿其周向均匀排布的配合条,转动辊上滑动设置有沥水圆板,沥水圆板远离转动辊的周向曲面为吸水材质的软布,沥水圆板与转动辊接触的周向内壁设置有与配合条一一对应的配合槽,沥水圆板与铝箔紧贴,后安装板的前端面转动连接有两组左右对称的压轴组,每个压轴组内设置有两个关于铝箔上下对称的一号压轴,且两个一号压轴均与铝箔紧贴,后安装板的后端面转动连接有左右对称的两个配合轴,两个配合轴分别位于卷箔轴和收箔轴的正下方,对应的配合轴与卷箔轴和收箔轴之间通过配合带轮连接有竖直皮带,两个配合轴之间通过配合带轮连接有水平皮带。
6.作为本发明的一种优选技术方案,上方所述u形板的横向部分的前端面从上至下依次固定连接有配合板和配合块,配合条的长度大于配合块,下方u形板的横向部分前端面从下至上依次固定连接有配合板和配合块,且下方u形板上的配合板和配合块与上方u形板上的配合板和配合块分别相互对称,配合板和配合块之间滑动设置有连接板,上侧的连接板的左右两端面均固定连接有相互对称的沥水盒,u形板的前端面开设有上下对称的两个t形槽,沥水盒与对应t形槽相对的端面固定连接有t形块,t形块在对应的t形槽内滑动,沥水盒与对应的沥水圆板紧贴且沥水盒与沥水圆板紧贴的弧形段固定连接有铰接轴,铰接轴上铰接有沥水板,沥水板为弧形结构,且沥水板远离铰接轴的一段为尖角,沥水盒内与铰接轴相对的面铰接多个从前至后均匀排布的按压板,按压板活动端与对应的沥水板紧贴,按压板与u形板之间设置有按压弹簧,下侧沥水盒的下端面开设有多个呈矩阵排布的沥水孔。
7.作为本发明的一种优选技术方案,所述配合块的前端面设置有放置板,配合板远离放置板的端面开设有定位孔,且对应的连接板上开设有与其对应配合的配合孔,定位孔内滑动设置有定位杆,定位杆与放置板之间设置有定位弹簧,配合块的前端面开设有移动槽,且移动槽位于对应的配合板和放置板之间,移动槽内滑动设置有移动板,移动板的前端面与对应的定位杆固定连接。
8.作为本发明的一种优选技术方案,所述烘干机构包括烘干盒,所述后安装板的前端面固定连接有两个上下对称的烘干盒,且两个烘干盒分别位于铝箔的两侧,两个烘干盒的相对面均为开口,烘干盒内腔远离铝箔的端面固定连接有多个从左至右等距离排布的空腔结构的弧形烘干板,弧形烘干板靠近铝箔的一段的斜面开设有多个从前至后的分流孔,烘干盒远离铝箔的端面开设有与弧形烘干板一一对应的烘干孔,烘干盒远离铝箔的端面固定连接有与烘干孔一一对应的空腔结构的t形板。
9.作为本发明的一种优选技术方案,所述弧形烘干板的弧形面固定连接有加热板,且加热板位于远离铝箔的位置。
10.作为本发明的一种优选技术方案,所述后安装板与烘干盒的前端面之间转动设置有多个从左至右等距离排布的与铝箔紧贴的二号压轴,且每个烘干盒内相邻的两个二号压轴与一个弧形烘干板相对应。
11.作为本发明的一种优选技术方案,所述吸水机构包括旋转轴,后安装板和前安装板之间共同转动连接有两个上下对称的两个轴组,且两个轴组位于铝箔的两侧,轴组内设置有三个从左至右等距离排布的旋转轴,最左侧的旋转轴上固定套设有旋转齿轮,且两个旋转齿轮相互啮合,所有的旋转轴上均固定套设有链轮,且链轮位于旋转齿轮的后侧,位于铝箔同侧的链轮通过链条相互配合,旋转轴上均沿其轴向固定套设有多个等距离排布的旋转辊,且相邻旋转轴上的旋转辊相互交错,旋转辊上通过魔术贴粘贴有与铝箔紧贴的吸水布。
12.作为本发明的一种优选技术方案,所述旋转辊的前后两端面均固定连接有挡盘,后安装板和前安装板之间设置有四个呈矩阵排布的与铝箔紧贴的压块,压块与铝箔的接触面设置为具有吸水功能的材质,旋转轴位于左右两侧的压块的中间。
13.本发明的有益效果在于:1.本发明中设置的沥水机构、烘干机构和吸水机构对加工的铝箔进行三级处理,保证了对铝箔表面上的水分得到充分的烘干处理,使得最后得到铝箔的干燥程度达到标准,以及烘干机构中设置的弧形烘干板和吸水机构中设置的多个错
开的旋转辊能够保证将铝箔制备时产生的表面凹槽内的水分吹出并进行吸收处理。
14.2.本发明中设置的一号压轴、二号压轴和压块保证在每一步骤时对铝箔进行压平,使得在烘干过程中避免铝箔出现破损的同时保证最后被烘干的铝箔未变形,使其达到后续的使用标准。
15.3.本发明中设置的按压弹簧和按压板相互配合,对沥水板进行按压,避免因沥水圆板使用时间较长而导致其沥水圆板与沥水板接触效果变差而影响沥水效果的问题。
附图说明
16.下面结合附图和实施例对本发明进一步说明。
17.图1是本发明中的第一立体结构示意图。
18.图2是本发明中的第二立体结构示意图。
19.图3是本发明中图2中a处的放大图。
20.图4是本发明中的后视图。
21.图5是本发明中沥水盒和连接板之间的局部剖视立体示意图。
22.图6是本发明中烘干机构的剖视立体示意图。
23.图7是本发明中图6中b处的放大图。
24.图中:1、后安装板;2、前安装板;3、卷箔轴;30、铝箔卷;4、收箔轴;5、沥水机构;50、挡轴;51、u形板;510、转动轴;511、转动齿轮;512、一号皮带;513、二号皮带;514、转动辊;515、配合条;52、沥水圆板;520、配合槽;53、一号压轴;54、配合轴;540、竖直皮带;541、水平皮带;55、配合板;550、配合块;551、连接板;56、沥水盒;560、t形槽;561、t形块;562、铰接轴;563、沥水板;564、按压板;565、按压弹簧;57、放置板;570、定位孔;571、配合孔;572、定位杆;573、定位弹簧;6、烘干机构;60、烘干盒;600、弧形烘干板;601、分流孔;602、烘干孔;603、t形板;604、加热板;605、二号压轴;7、吸水机构;70、旋转轴;71、旋转齿轮;72、链轮;73、链条;74、旋转辊;75、吸水布;76、挡盘;77、压块。
具体实施方式
25.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
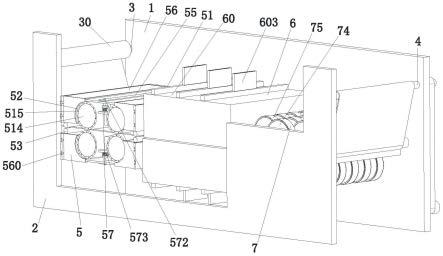
26.参阅图1和图2,一种铝箔表面水分自动烘干设备,包括后安装板1、前安装板2、卷箔轴3、收箔轴4、沥水机构5、烘干机构6和吸水机构7,所述后安装板1和前安装板2竖直放置,后安装板1和前安装之间从左至右依次共同转动连接有贯穿后安装板1的卷箔轴3和收箔轴4,后安装板1的前端面从左至右依次设置有沥水机构5和烘干机构6,且沥水机构5和烘干机构6均位于卷箔轴3与收箔轴4之间,后安装板1和前安装板2之间设置有吸水机构7,吸水机构7位于烘干机构6和收箔轴4之间,卷箔轴3上设置有未烘干的铝箔卷30,铝箔卷30上的铝箔另一端依次穿过沥水机构5、烘干机构6和吸水机构7之后缠绕至收箔轴4上。
27.参阅图1、图3和图4,所述沥水机构5包括挡轴50,所述后安装板1与前安装板2之间共同转动连接有左右对称的两个挡轴50,挡轴50位于铝箔的上侧且挡轴50与铝箔紧贴,后安装板1的前端面固定连接有关于铝箔上下对称的两个u形板51,u形板51的横向部分的前端面转动连接有左右对称的两个转动轴510,且两个转动轴510贯穿u形板51和后安装板1,
上侧的两个转动轴510的后段均固定套设有转动齿轮511,且两个转动齿轮511相互啮合,转动轴510的后段套设有带轮,上方左侧的带轮和下方右侧的带轮之间通过一号皮带512相连接,上方右侧的带轮和下方左侧的带轮之间通过二号皮带513相连接,一号皮带512位于二号皮带513的后方,转动轴510上固定套设有转动辊514,转动辊514周向面设置有多个沿其周向均匀排布的配合条515,转动辊514上滑动设置有沥水圆板52,沥水圆板52远离转动辊514的周向曲面为吸水材质的软布,沥水圆板52与转动辊514接触的周向内壁设置有与配合条515一一对应的配合槽520,沥水圆板52与铝箔紧贴,后安装板1的前端面转动连接有两组左右对称的压轴组,每个压轴组内设置有两个关于铝箔上下对称的一号压轴53,且两个一号压轴53均与铝箔紧贴,后安装板1的后端面转动连接有左右对称的两个配合轴54,两个配合轴54分别位于卷箔轴3和收箔轴4的正下方,对应的配合轴54与卷箔轴3和收箔轴4之间通过配合带轮连接有竖直皮带540,两个配合轴54之间通过配合带轮连接有水平皮带541。
28.工作时,首先通过卷箔轴3和收箔轴4安装卷绕好铝箔,收箔轴4在外部现有电机的带动下逆时针旋转,且收箔轴4通过水平皮带541和竖直皮带540的配合作用带动卷箔轴3逆时针旋转,从而实现铝箔自左向右移动再卷绕的动作,同时上方左侧的转动轴510在外部现有的电机带动下逆时针旋转,该转动轴510与其右侧的转动轴510通过齿轮相配合从而使得上方右侧的转动轴510顺时针转动,同时上方的转动轴510分别通过一号皮带512和二号皮带513带动下方两个转动轴510转动,从而使得四个转动轴510中相邻的两个转动轴510均为相反的转动方向,转动轴510旋转带动其对应的转动辊514以相同的旋向开始旋转,故转动辊514上设置的沥水圆板52与对应的铝箔接触后,沥水圆板52上对应位置的软布将铝箔上水分进行初步吸收,通过设置的四个转动辊514以及使得各自的方向不相同,相互配合将铝箔上的水份进行吸收,使得同侧的上下两个沥水圆板52与铝箔接触后相互对应压平,以及设置的一号压轴53对经过沥水机构5中的铝箔进行挤压,避免出现因沥水圆板52的转动对铝箔挤压过度使得铝箔变形的问题,以及设置的配合条515和配合槽520相互配合,便于在沥水圆板52上的软布吸水能力变差时对其进行更换。
29.参阅图1、图2、图3和图5,上方所述u形板51的横向部分的前端面从上至下依次固定连接有配合板55和配合块550,配合条515的长度大于配合块550,下方u形板51的横向部分前端面从下至上依次固定连接有配合板55和配合块550,且下方u形板51上的配合板55和配合块550与上方u形板51上的配合板55和配合块550分别相互对称,配合板55和配合块550之间滑动设置有连接板551,上侧的连接板551的左右两端面均固定连接有相互对称的沥水盒56,u形板51的前端面开设有上下对称的两个t形槽560,沥水盒56与对应t形槽560相对的端面固定连接有t形块561,t形块561在对应的t形槽560内滑动,沥水盒56与对应的沥水圆板52紧贴且沥水盒56与沥水圆板52紧贴的弧形段固定连接有铰接轴562,铰接轴562上铰接有沥水板563,沥水板563为弧形结构,且沥水板563远离铰接轴562的一段为尖角,沥水盒56内与铰接轴562相对的面铰接多个从前至后均匀排布的按压板564,按压板564活动端与对应的沥水板563紧贴,按压板564与u形板51之间设置有按压弹簧565,下侧沥水盒56的下端面开设有多个呈矩阵排布的沥水孔。
30.工作时,首先通过配合板55和配合块550之间的间隙以及设置的t形槽560将沥水盒56通过滑动的方式放置进u形板51上,设置的左右两侧的t形槽560和配合块550以及配合板55相互配合,对放置的沥水盒56进行限位,保证沥水盒56与对应的沥水圆板52的紧密配
合,在沥水圆板52将铝箔上的水分吸收之后,通过转动轴510的旋转使得沥水圆板52上的软布与沥水板563接触,从而使得沥水板563上的尖角段将软布上吸收的水分刮下,以及设置的按压弹簧565和按压板564相互配合,对沥水板563进行按压,避免因沥水圆板52使用时间较长而导致其沥水圆板52与沥水板563接触效果变差而影响沥水效果的问题,以及在沥水板563将沥水圆板52上吸收的水分刮下时,上侧的沥水盒56对其进行收集以及便于后续取出处理,下侧的沥水盒56中收集的水分直接由沥水孔中流出。
31.参阅图3和图5,所述配合块550的前端面设置有放置板57,配合板55远离放置板57的端面开设有定位孔570,且对应的连接板551上开设有与其对应配合的配合孔571,定位孔570内滑动设置有定位杆572,定位杆572与放置板57之间设置有定位弹簧573,配合块550的前端面开设有移动槽,且移动槽位于对应的配合板55和放置板57之间,移动槽内滑动设置有移动板,移动板的前端面与对应的定位杆572固定连接。
32.安装沥水盒56时,先人工按压定位杆572使得其压缩对应的定位弹簧573,此时定位杆572退出定位孔570和配合孔571内,之后将沥水盒56放置进u形板51上,当配合孔571与定位孔570重合后,定位弹簧573复位,定位杆572在弹力作用下卡入对应的定位孔570和配合孔571中,故此时将放置的沥水盒56定位卡住,避免在工作过程中因转动产生的震动而使得沥水盒56与沥水圆板52的配合效果变差而影响沥水效果,以及当沥水盒56需要进行更换时便于操作人员对其进行换取。
33.参阅图6和图7,所述烘干机构6包括烘干盒60,所述后安装板1的前端面固定连接有两个上下对称的烘干盒60,且两个烘干盒60分别位于铝箔的两侧,两个烘干盒60的相对面均为开口,烘干盒60内腔远离铝箔的端面固定连接有多个从左至右等距离排布的空腔结构的弧形烘干板600,弧形烘干板600靠近铝箔的一段的斜面开设有多个从前至后的分流孔601,烘干盒60远离铝箔的端面开设有与弧形烘干板600一一对应的烘干孔602,烘干盒60远离铝箔的端面固定连接有与烘干孔602一一对应的空腔结构的t形板603。
34.工作时,当铝箔进入烘干盒60内时,t形板603与外部现有的气泵相连接,外部现有的气泵开始工作,使得出来的气体由t形板603的空腔内快速冲入弧形烘干板600的空腔中,之后通过弧形烘干板600的开口处流入并与对应的铝箔面接触,从而加速铝箔上的水分快速风干,以及将铝箔制备时产生的表面凹槽内的水分吹出,以及设置的分流孔601便于部分从弧形烘干板600中冲出的气流流出,降低从弧形烘干板600中流出气流的压强,防止因在铝箔面上流动的气体压强过大而导致铝箔有破损的问题。
35.参阅图6,所述弧形烘干板600的弧形面固定连接有加热板604,且加热板604位于远离铝箔的位置。
36.工作时,通过加热板604通电时的加热板604上产生的热量传递至弧形烘干板600中的气体中,便于将铝箔表面烘干。
37.参阅图6,所述后安装板1与烘干盒60的前端面之间转动设置有多个从左至右等距离排布的与铝箔紧贴的二号压轴605,且每个烘干盒60内相邻的两个二号压轴605与一个弧形烘干板600相对应。
38.工作时,对应的上下侧的两个二号压轴605将经过的铝箔压住,以及与其相邻的两个二号压轴605相配合,使得每个弧形烘干板600对应的铝箔的平面的有二号压轴605通过压平的方式进行支撑,避免因弧形烘干板600烘干作业使得铝箔变形的问题。
39.参阅图1、图2和图4,所述吸水机构7包括旋转轴70,后安装板1和前安装板2之间共同转动连接有两个上下对称的两个轴组,且两个轴组位于铝箔的两侧,轴组内设置有三个从左至右等距离排布的旋转轴70,最左侧的旋转轴70上固定套设有旋转齿轮71,且两个旋转齿轮71相互啮合,所有的旋转轴70上均固定套设有链轮72,且链轮72位于旋转齿轮71的后侧,位于铝箔同侧的链轮72通过链条73相互配合,旋转轴70上均沿其轴向固定套设有多个等距离排布的旋转辊74,且相邻旋转轴70上的旋转辊74相互交错,旋转辊74上通过魔术贴粘贴有与铝箔紧贴的吸水布75。
40.工作时,外部现有电机带动左侧上方的旋转轴70逆时针转动,该旋转轴70通过其上的旋转齿轮71与下方的旋转齿轮71相互啮合带动左侧下方的旋转轴70顺时针转动,故铝箔同一侧的左侧的旋转轴70通过链轮72和链条73的配合带动同侧的旋转轴70转动,从而使得铝箔上侧的旋转辊74逆时针转动,铝箔下侧的旋转辊74顺时针转动,故通过设置的吸水布75将铝箔上的残留的水分吸收,以及旋转辊74上的吸水布75将铝箔上不同区域残留的水分分开来吸收,从而避免因铝箔在之前的作业过程中而产生的不平整而导致有水分残留在铝箔上。
41.参阅图1和图2,所述旋转辊74的前后两端面均固定连接有挡盘76,后安装板1和前安装板2之间设置有四个呈矩阵排布的与铝箔紧贴的压块77,压块77与铝箔的接触面设置为具有吸水功能的材质,旋转轴70位于左右两侧的压块77的中间。
42.工作时,当铝箔烘干作业结束后被送入至吸水机构7时,设置的压块77对进行吸水机构7的铝箔进行压平,避免后续卷绕在收箔轴4上的铝箔不平整的问题,同时也对铝箔表面进行一次初步吸收残留的水分,在压平铝箔的同时保证铝箔表面的干燥性,以及设置的挡盘76避免在旋转辊74的旋转过程中吸水布75与旋转轴70发生相对偏移而掉落的问题。
43.此外,本发明还提供了一种铝箔表面水分自动烘干工艺,包括以下步骤:s1、沥水作业:首先通过卷箔轴3和收箔轴4安装卷绕好铝箔,收箔轴4在外部现有电机的带动下逆时针旋转,从而实现铝箔自左向右移动再卷绕的动作,同时上方左侧的转动轴510在外部现有的电机带动下逆时针旋转,从而使得四个转动轴510中相邻的两个转动轴510均为相反的转动方向,转动轴510旋转带动其对应的转动辊514以相同的旋向开始旋转,故转动辊514上设置的沥水圆板52与对应的铝箔接触后,沥水圆板52上对应位置的软布将铝箔上水渍进行初步吸收,以及在沥水圆板52将铝箔上的水分吸收之后,通过转动轴510的旋转使得沥水圆板52上的软布与沥水板563接触,从而使得沥水板563上的尖角段将软布上吸收的水分刮下。
44.s2、烘干作业:外部现有的气泵开始工作,使得出来的气体由t形板603的空腔内快速冲入弧形烘干板600的空腔中,之后通过弧形烘干板600的开口处流入并与对应的铝箔面接触,从而加速铝箔上的水分快速风干,以及通过对加热板604通电时的加热板604上产生的热量传递至弧形烘干板600中的气体中。
45.s3、吸水作业:外部现有电机带动左侧上方的旋转轴70逆时针转动,故铝箔同一侧的左侧的旋转轴70通过链轮72和链条73的配合带动同侧的旋转轴70转动,从而使得铝箔上侧的旋转辊74逆时针转动,铝箔下侧的旋转辊74顺时针转动,故通过设置的吸水布75将铝箔上的残留的水分吸收。
46.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当
将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1