一种脉冲加热炉的控制方法与流程
1.本发明涉及加热炉技术领域,尤其涉及一种脉冲加热炉的控制方法。
背景技术:
2.传统的脉冲燃烧加热炉在控制时,烧嘴一旦工作,就处于满负荷、额定功率状态。从理论上来说,当烧嘴在满负荷工作时,燃气流速、火焰形状、热效率均可以达到最佳状态,炉内不会有过剩的空气和燃烧,有效的降低了燃料消耗,减少了氮氧化物的排放。
3.在实际加热炉的生产过程中,加热炉的某个加热区域所加热的钢坯需要投入较高的热负荷时,此时传统的脉冲燃烧控制中满负荷工作状态的烧嘴就能够很好的胜任该处的加热模式。但加热炉所加热的钢坯并不是一层不变的,若加热炉的某个加热区域所加热的钢坯为直接热装热送的钢坯(连铸坯料),钢坯的入炉温度最高可高达700℃以上,这时候每一组烧嘴仍然按照满负荷进行投入,在脉冲燃烧控制的一个燃烧时序和燃烧时间内很容易造成该处的加热温度远远超过设定温度,造成能源的浪费和温度控制精准性差。
技术实现要素:
4.针对上述问题,本发明提供一种脉冲加热炉的控制方法。
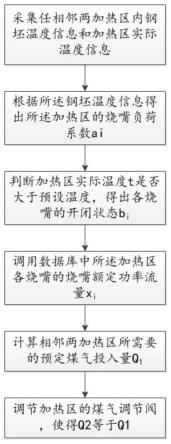
5.一种脉冲加热炉的控制方法,所述脉冲加热炉的控制方法具体包括如下:
6.s1采集任相邻两加热区内钢坯温度信息和加热区实际温度信息;
7.s2根据所述钢坯温度信息得出所述加热区的烧嘴负荷系数ai;
8.s3判断所述加热区实际温度t是否大于预设温度,根据判断结果,得出各烧嘴的开闭状态bi,其中,关闭bi=0,开启bi=1;
9.s4调用数据库中所述加热区各烧嘴的烧嘴额定功率流量xi;
10.s5计算相邻两加热区所需要的预定煤气投入量q1;
11.其中,
12.q1相邻两加热区的预定煤气投入量,
13.ai烧嘴的负荷系数,
14.xi烧嘴的额定功率流量,
15.bi烧嘴的开闭状态;
16.s6根据计算出的预定煤气投入量q1,调节加热区的煤气调节阀,使得实际煤气投入量q2等于加热区的预定煤气投入量q1。
17.在一个优选实施例中,通过热电偶采集加热区实际温度信息;通过红外高温计采集加热区钢坯温度信息。
18.在一个优选实施例中,步骤s2中烧嘴负荷系数ai是通过试验测得在不同钢坯温度下,为使加热区达到正常工作温度的烧嘴负荷系数,从而避免烧嘴能源的浪费。
19.在一个优选实施例中,步骤s3中,所述判断加热区实际温度t是否大于预设温度包
括步骤如下:
20.s31判断加热区实际温度t是否大于预设温度t1;
21.若t<t1,则烧嘴在前60s燃烧,后60s排烟,烧嘴依此规律不断工作;
22.s32温度上升,若t1<t<t2,其中,t2为上限温度,则前35s内烧嘴燃烧,然后烧嘴停止工作25s,后35s烧嘴排烟,然后烧嘴停止工作25s;
23.s33继续判断t的范围,若t1<t<t2,则前10s内烧嘴燃烧,然后烧嘴停止工作50s,后10s烧嘴排烟,然后烧嘴停止工作50s,依此规律继续工作;
24.s34温度继续上升,若t2<t时,烧嘴停止工作;
25.s35温度开始降低,若t1<t<t2,步骤s33;
26.s36温度继续降低,若t<t1,前35s内烧嘴燃烧,然后烧嘴停止工作25s,后35s烧嘴排烟,然后烧嘴停止工作25s,继续判断t,若t<t1,执行s31;
27.其中,烧嘴燃烧,bi=1;烧嘴排烟或不工作,bi=0。
28.在一个优选实施例中,t1=1000℃,t2=1015℃。
29.在一个优选实施例中,步骤s3中,所述判断加热区实际温度t是否大于预设温度包括步骤如下:
30.s31’判断加热区实际温度t是否大于上限温度t2’
;
31.若t2’
<t,烧嘴停止工作;
32.s32’温度降低,当t降低至t1’
,则烧嘴在前60s燃烧,后60s排烟,依此规律工作;
33.s33’温度上升,若t1’
<t<t2’
,则烧嘴在前60s燃烧,后60s排烟,依此规律工作;
34.其中,烧嘴燃烧,bi=1;烧嘴排烟或不工作,bi=0。
35.在一个优选实施例中,t1’
=990℃,t2’
=1000℃。
36.一种执行脉冲加热炉的控制方法的控制系统,包括:
37.采集模块,用于采集加热区钢坯温度信息和加热区实际温度信息;
38.判断模块,与所述采集模块电信号连接,用于接收来自所述采集模块采集的所述加热区实际温度信息,判断所述加热区实际温度信息是否大于预设温度,得出bi值;
39.数据库,内部包括钢坯温度信息对应的烧嘴的负荷系数ai和烧嘴额定功率流量xi;
40.控制系统,与所述采集模块、所述判断模块、所述数据库电信号连接,用于接收来自所述判断模块的bi值,接收所述采集模块的所述加热区钢坯温度信息,根据钢坯温度信息调用数据库中所述钢坯温度信息对应的烧嘴的负荷系数ai,调用数据库中对应的烧嘴额定功率流量xi,计算得出预定煤气投入量q1;
41.煤气调节阀,与所述控制系统电信号连接,用于根据控制系统计算出的预定煤气投入量q1;调节所述煤气调节阀的开度,使得实际煤气投入量q2等于加热区的预定煤气投入量q1。
42.本发明脉冲加热炉的控制方法具有以下技术效果:
43.1.本技术脉冲加热炉的控制方法保留了脉冲燃烧控制方法,根据温度需求开关烧嘴的特性,能够确保炉温控制的准确性。
44.2.本技术脉冲加热炉的控制方法能够根据各加热段的钢坯类型实时调整煤气流量,在热负荷需求较低的时,能够根据需要适当关小煤气流量。在保证烧嘴最佳工作状态的前提下,解决传统脉冲燃烧控制的加热炉在低热负荷需求状态下,能耗较高的问题。
附图说明
45.参照附图来阅读对于示例性实施例的以下描述,本发明的其他特性特征和优点将变得清晰。并入到说明书中并且构成说明书的一部分的附图示出了本发明的实施例,并且与描述一起用于解释本发明的原理。在这些附图中,类似的附图标记用于表示类似的要素。下面描述中的附图是本发明的一些实施例,而不是全部实施例。对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,可以根据这些附图获得其他的附图。
46.图1本发明脉冲加热炉的控制方法原理流程图;
47.图2本发明脉冲加热炉的控制方法加热区内加热示意图。
具体实施方式
48.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
49.下面结合附图及实施例,详细说明该脉冲加热炉的控制方法。
50.一种脉冲加热炉的控制方法,脉冲加热炉的控制方法具体包括如下:
51.s1通过红外高温计采集任相邻两加热区内加热区钢坯温度信息和通过热电偶采集相邻两加热区实际温度信息;
52.s2根据钢坯温度信息调用数据库得出加热区的烧嘴负荷系数ai,其中,烧嘴负荷系数ai是通过试验测得在不同钢坯温度下,为使加热区达到正常工作温度的烧嘴负荷系数;
53.s3判断加热区实际温度t是否大于预设温度,根据判断结果,得出各烧嘴的开闭状态bi,其中,关闭bi=0,开启bi=1;
54.s4调用数据库中加热区各烧嘴的烧嘴额定功率流量xi;
55.s5计算相邻两加热区所需要的预定煤气投入量q1;
56.其中,
57.q1相邻两加热区的预定煤气投入量,ai烧嘴的负荷系数,xi烧嘴的额定功率流量,bi烧嘴的开闭状态;
58.s6根据计算出的预定煤气投入量q1,调节加热区的煤气调节阀,使得实际煤气投入量q2等于加热区的预定煤气投入量q1。
59.需要说明的是:通过红外高温计采集任相邻两加热区内加热区钢坯温度信息和通过热电偶采集相邻两加热区实际温度信息具体包括:
60.通过红外高温计采集钢坯入炉温度,然后在计算各加热区时候钢坯温度时候,计算在该加热区内6个钢坯入炉温度的平均值作为该加热区的钢坯温度信息。
61.如图2所示,加热一区有编号1-6,6块钢坯,加热一区的钢坯温度信息为编号1-6钢坯的入炉温度的平均值。
62.在一个实施方式中,步骤s3中,判断加热区实际温度t是否大于预设温度包括步骤
如下:
63.s31判断加热区实际温度t是否大于预设温度t1;
64.若t<t1,则烧嘴在前60s燃烧,后60s排烟,烧嘴依此规律不断工作;
65.s32温度上升,若t1<t<t2,其中,t2为上限温度,则前35s内烧嘴燃烧,然后烧嘴停止工作25s,后35s烧嘴排烟,然后烧嘴停止工作25s;
66.s33继续判断t的范围,若t1<t<t2,则前10s内烧嘴燃烧,然后烧嘴停止工作50s,后10s烧嘴排烟,然后烧嘴停止工作50s,依此规律继续工作;
67.s34温度继续上升,若t2<t时,烧嘴停止工作;
68.s35温度开始降低,若t1<t<t2,步骤s33;
69.s36温度继续降低,若t<t1,前35s内烧嘴燃烧,然后烧嘴停止工作25s,后35s烧嘴排烟,然后烧嘴停止工作25s,继续判断t,若t<t1,执行s31;
70.其中,烧嘴燃烧,bi=1;烧嘴排烟或不工作,bi=0。
71.其中,t1=1000℃,t2=1015℃。
72.步骤s31-s36的目的在于,在加热区实际温度达到超温范围之前,通过多个阶段加热,能够缩短工作时间,降低装置的热负荷,等加热区实际温度超过极限温度停止燃烧,通过之前产生的余热进行加热。
73.具体过程为加热区实际温度在低于设定温度时烧嘴连续燃烧工作,保证该加热区的连续供热负荷;加热区实际温度在到达设定温度后并且在钢坯加热工艺需求能够接受的条件下,适当的超温范围内,分两阶段逐步的缩短工作时间,降低热负荷,保证炉温的稳定性,炉膛温度不会急升骤降;加热区实际温度超过极限温度后及时停止燃烧工作,能够保证设定温度的命令有效执行,不会因为超温而烧坏钢坯,进一步保证炉膛温度控制的准确性,并且能够节约能源的消耗。
74.整个过程严格遵循燃烧和排烟的工作时间的平衡,保证两侧烧嘴的排烟温度不会因此超温,有效的保护设备。
75.在另一个实施方式中,步骤s3中,判断加热区实际温度t是否大于预设温度包括步骤如下:
76.s31’判断加热区实际温度t是否大于上限温度t2’
;
77.若t2’
<t,烧嘴停止工作;
78.s32’温度降低,当t降低至t1’
,则烧嘴在前60s燃烧,后60s排烟,依此规律工作;
79.s33’温度上升,若t1’
<t<t2’
,则烧嘴在前60s燃烧,后60s排烟,依此规律工作;
80.其中,烧嘴燃烧,bi=1;烧嘴排烟或不工作,bi=0。
81.其中,t1’
=990℃,t2’
=1000℃。
82.步骤s31
’‑
s33’的目的在于,在加热区实际温度低于设定温度的上限温度时,烧嘴连续燃烧工作;在加热区实际温度超过上限温度时,烧嘴停止工作;烧嘴停止工作后,当加热区实际温度低于下限温度时,烧嘴重新启动并连续燃烧工作,依此规律不断工作。
83.整个过程控制逻辑简单,调试方便,适用于绝大部分加热炉的控制;加热区实际温度超过极限温度后及时停止燃烧工作,能够保证设定温度的命令有效执行,不会因为超温而烧坏钢坯,并且能够节约能源的消耗;加热区实际温度基本上是在设定温度的上限温度和下限温度之间波动,温度控制范围较为精确,能够保证在较小的温度波动范围内加热钢
坯,保证钢坯加热工艺的稳定性。
84.一种执行权利要求1脉冲加热炉的控制方法的控制系统,其包括:
85.采集模块,用于采集加热区钢坯温度信息和加热区实际温度信息;
86.判断模块,与采集模块电信号连接,用于接收来自采集模块采集的加热区实际温度信息,判断加热区实际温度信息是否大于预设温度,得出bi值;
87.数据库,内部包括钢坯温度信息对应的烧嘴的负荷系数ai和烧嘴额定功率流量xi;
88.控制系统,与采集模块、判断模块、数据库电信号连接,用于接收来自判断模块的bi值,接收采集模块的加热区钢坯温度信息,根据钢坯温度信息调用数据库中钢坯温度信息对应的烧嘴的负荷系数ai,调用数据库中对应的烧嘴额定功率流量xi,计算得出预定煤气投入量q1;
89.煤气调节阀,与控制系统电信号连接,用于根据控制系统计算出的预定煤气投入量q1;调节煤气调节阀的开度,使得实际煤气投入量q2等于加热区的预定煤气投入量q1。
90.实施例1
91.s1采集加热一区内钢坯温度为450℃、加热二区内钢坯温度为425℃,和采集加热一区实际温度925℃、采集加热二区实际温度1025℃;
92.s2根据钢坯温度450℃,调用数据库得出加热一区的各烧嘴负荷系数a1=0.33、a2=0.33、a3=0.33;根据钢坯温度425℃,调用数据库得出加热二区的各烧嘴负荷系数a4=0.40、a5=0.40、a6=0.40;
93.s3加热一区实际温度t=925℃小于预设温度950℃,根据判断结果,得出加热一区各烧嘴的开闭状态此时分别为b
1=
1、b
2=
1、b
3=
1;加热二区实际温度t=1025℃大于预设温度1000℃,根据判断结果,得出加热一区各烧嘴的开闭状态此时分别为b
4=
0、b
5=
0、b
6=
0;
94.s4调用数据库中加热一区各烧嘴的烧嘴额定功率流量x
1=
3950m3/h、x
2=
3950m3/h、x
3=
3950m3/h;调用数据库中加热二区各烧嘴的烧嘴额定功率流量x
4=
3950m3/h、x
5=
3950m3/h、x
6=
1975m3/h;
95.s5计算加热一区和加热二区此时所需要的预定煤气投入量q1;
96.其中,q1=a1x1b1+a2x2b2+...+anx
nbn
97.=0.33*3950*1+0.33*3950*1+0.33*3950*1+0.40*3950*0+0.40*3950*0+0.40*1975*0=3910.5m3/h
98.s6根据计算出的预定煤气投入量q1=3910.5m3/h,调节加热一区和加热二区的煤气调节阀,使得实际煤气投入量q2等于加热区的预定煤气投入量q1=3910.5m3/h。
99.实施例2
100.s1采集加热三区内加热区钢坯温度为52℃、加热四区内加热区钢坯温度为60℃,和采集加热三区实际温度1113℃、采集加热四区实际温度1152℃;
101.s2根据钢坯温度52℃,调用数据库得出加热三区的各烧嘴负荷系数a
1=
0.70、a
2=
0.70、a
3=
0.70;根据钢坯温度60℃,调用数据库得出加热四区的各烧嘴负荷系数a
4=
0.75、a
5=
0.75、a
6=
0.75;
102.s3加热三区实际温度t=1113℃小于预设温度1140℃,根据判断结果,得出加热三区各烧嘴的开闭状态此时分别为b
1=
1、b
2=
1、b
3=
1;加热四区实际温度t=1152℃小于预设温度1165℃,根据判断结果,得出加热四区各烧嘴的开闭状态此时分别为b
4=
1、b
5=
1、b
6=
1;
103.s4调用数据库中加热三区各烧嘴的烧嘴额定功率流量x
1=
3950m3/h、x
2=
3950m3/h、x
3=
3950m3/h;调用数据库中加热四区各烧嘴的烧嘴额定功率流量x
4=
3950m3/h、x
5=
3950m3/h、x
6=
3950m3/h;
104.s5计算加热三区和加热四区所需要的预定煤气投入量q1;
105.其中,q1=a1x1b1+a2x2b2+...+anx
nbn
106.=0.70*3950*1+0.70*3950*1+0.70*3950*1+0.75*3950*1+0.75*3950*1+0.75*1975*1=15701.25m3/h
107.s6根据计算出的预定煤气投入量q1=15701.25m3/h,调节加热三区和加热四区的煤气调节阀,使得实际煤气投入量q2等于加热区的预定煤气投入量q1=15701.25m3/h。
108.实施例3
109.判断加热区实际温度t是否大于预设温度包括步骤如下:
110.s31判断加热一区实际温度t是否大于预设温度1000℃;
111.若采集到t=900<1000℃,则烧嘴在前60s燃烧,后60s排烟,烧嘴依此规律不断工作;
112.s32温度上升,若1000℃<t=1005<1015℃,则前35s内烧嘴燃烧,然后烧嘴停止工作25s,后35s烧嘴排烟,然后烧嘴停止工作25s,完成该过程后;
113.s33温度继续上升,继续判断t的范围,若1000℃<1010<1015℃,则前10s内烧嘴燃烧,然后烧嘴停止工作50s,后10s烧嘴排烟,然后烧嘴停止工作50s,依此规律继续工作;
114.s34温度继续上升,若1015℃<t=1016时,烧嘴停止工作;
115.s35温度开始降低,若1000℃<t=1010<1015℃,步骤s33;
116.s36温度继续降低,若t=980<1000℃,前35s内烧嘴燃烧,然后烧嘴停止工作25s,后35s烧嘴排烟,然后烧嘴停止工作25s,继续判断t,若990<t=1000℃,执行s31;
117.其中,加热区实际温度t是一个不断变换的过程,因此,任一个时刻,烧嘴的状态也是在不断的变化的,从而导致在加热的过程中bn是不断的变化,步骤s5中计算得出的预定煤气投入量q1为某一时刻的预定煤气投入量。
118.实施例4
119.判断加热区实际温度t是否大于预设温度包括步骤如下:
120.s31’判断加热一区实际温度t是否大于上限温度1000℃;
121.若1000℃<t=1010,烧嘴停止工作;
122.s32’温度降低,当t降低至990℃,则烧嘴在前60s燃烧,后60s排烟,依此规律工作;
123.s33’温度上升,若990℃<t=995<1000℃,则烧嘴在前60s燃烧,后60s排烟,依此规律工作;
124.其中,加热区实际温度t是一个不断变换的过程,因此,任一个时刻,烧嘴的状态也是在不断的变化的,从而导致在加热的过程中bn是不断的变化,步骤s5中计算得出的预定煤气投入量q1为某一时刻的预定煤气投入量。
125.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者设备不仅包括那些要素,而且还包
括没有明确列出的其他要素,或者是还包括为这种物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括要素的物品或者设备中还存在另外的相同要素。
126.以上实施例仅用以说明本发明的技术方案而非限制,仅仅参照较佳实施例对本发明进行了详细说明。本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1