一种配有电磁搅拌装置的钛合金锭电磁冷坩埚连续熔炼方法及装置与流程
1.本发明涉及钛合金熔炼技术领域,尤其涉及一种配有电磁搅拌装置的钛合金锭电磁冷坩埚连续熔炼方法及装置。
背景技术:
2.钛及钛合金以其比重小,塑性好,比强度和热强度高,成为最重要的工程材料之一,尤其在航空航天领域、海洋工程中具有广泛的应用。
3.现如今,工业上常用的钛合金熔炼方法主要有电子束冷床炉(eb)和真空自耗炉(var)。然而,以上两种方法均有各自的优势和不足。eb炉可一次熔炼成锭,无需经过锻造即可直接轧制,具有较高的成材率以及优良的高、低密度夹杂去除能力。但是eb炉在熔炼钛合金时,由于易挥发合金元素的挥发和凝固过程的成分偏析,钛合金锭的成分难以控制,当熔炼多元钛合金时,成分不均匀现象尤为突出。var工艺是工业上熔炼钛合金的主要方法,但也无法彻底解决成分偏析这一问题,在熔炼tc4或其他多元钛合金时,通常需要重熔三至四遍以确保终锭的成分均匀性。此外,var法不可充分去除高、低密度夹杂,熔炼成本高,成材率低。
4.eb炉和var熔炼的加热方式决定了其在熔化过程中不可直接采用连铸过程中较为成熟的电磁搅拌技术,电磁搅拌技术是一种无接触的控制手段,通过线性或旋转磁场对金属熔体进行搅拌,从而达到均匀成分和细化晶粒的目的。电磁搅拌的交变磁场会导致eb炉熔炼过程中电子束发生严重的偏移,严重时电子束会击穿结晶器,导致冷却水泄露等严重事故。var熔炼过程中,电磁搅拌的交变磁场同样会扰乱电弧的聚焦行为,导致偏弧等现象。
5.电磁冷坩埚熔炼技术采用交变磁场的涡流效应作为热源,由于熔炼过程中电磁力的搅拌作用,可对熔池进行充分的搅拌,同时对熔炼条件要求不高,可在惰性气体保护下进行。电磁冷坩埚法热效率较低,难以去除原料中的高、低密度夹杂,熔炼tc4、tc10等多元钛合金时也无法消除凝固过程中的成分偏析问题。尽管专利cn 102032783 b尽管公布了一种电磁冷坩埚的拉锭方法,实现了电磁冷坩埚熔炼的连续拉锭,但依然采用常规海绵钛的原料供应方式,也未提出改善凝固过程的合金元素偏析问题和细化晶粒的措施。
技术实现要素:
6.根据上述提出的技术问题,而提供一种钛合金锭电磁冷坩埚连续熔炼方法及装置。本发明采用的技术手段如下:
7.一种配有电磁搅拌装置的钛合金锭电磁冷坩埚连续熔炼装置,包括:真空熔炼室和设置在其中的熔炼装置,所述熔炼装置包括水冷铜坩埚、电磁感应线圈、电磁搅拌装置、拉锭装置、原料仓和合金料仓,所述水冷铜坩埚包括物料输入段、电磁感应段和物料输出段,所述物料输入段与原料仓、合金料仓相连,所述原料仓用于提供原料、所述合金料仓用于提供合金添加剂,所述电磁感应段用于通过设置其外部的电磁感应线圈对物料输入段进
入的物料进行融化,所述物料输出段与电磁搅拌装置相连,所述拉锭装置用于进行拉锭操作,所述电磁搅拌装置用于在拉锭的过程中开启电磁搅拌,对钛合金锭内部液心和糊状区进行搅拌。
8.进一步地,电磁搅拌装置与水冷铜坩埚竖直方向同心,且搅拌位置可在竖直方向依据拉锭速率调整。
9.进一步地,所述真空熔炼室连接有抽真空装置,其用于将真空熔炼室抽真空至预设真空度。
10.进一步地,所述原料仓包括用于夹持条状原料的条状原料夹具。
11.进一步地,所述原料仓包括用于输送经破碎、清洗后的屑料的散、屑料料仓。
12.本发明还公开了基于上述钛合金锭电磁冷坩埚连续熔炼装置的钛合金锭电磁冷坩埚的连续熔炼方法,包括如下步骤:
13.步骤1、通过真空设备将熔炼室抽真空,排除熔炼室内的氧气、氮气、二氧化碳和水蒸气;
14.步骤2、向熔炼室内通入氩气,使熔炼室中的真空度大于所熔炼合金中最易挥发元素的饱和蒸气压,以减少溶质元素的挥发;
15.步骤3、向水冷铜坩锅内供入原料和合金添加剂;
16.步骤4、开启感应线圈,进行融化操作;
17.步骤5、拉出引锭杆,进行拉锭操作;
18.步骤6、当引锭杆通过电磁搅拌器中心后,开启电磁搅拌,对钛合金锭内部液心和糊状区进行搅拌;
19.步骤7、继续拉锭,直至熔炼结束。
20.熔炼结束后,通过吊车将钛合金锭吊出。
21.进一步地,所熔炼的钛基体原料为经过一次eb炉熔炼的ta1、ta2块料以及ta1、ta2铸锭轧制加工的切边料。
22.进一步地,所述的ta1、ta2块料,或ta1、ta2铸锭轧制加工的切边料经过抛丸、酸洗、烘干处理,以去除表面氧化层。
23.进一步地,所熔炼的合金原料按拉锭速率连续供料。
24.本发明是在电磁冷坩埚连续熔炼钛合金技术的基础上,结合工业中较为成熟的电磁搅拌技术达到减小溶质偏析和细化晶粒的作用。具体地,电磁搅拌装置产生的旋转或螺旋电磁力驱动钛合金锭液心及糊状区内的钛液运动,进而起到均匀成分,细化晶粒的作用。同时,结合eb炉充分去除高、低密度夹杂的优势,以经过一次eb炉熔炼的ta1、ta2块料或eb锭轧制的边角料为原料,不仅可以对物料进行再利用,降低钛合金制造成本,还可充分减少钛合金内的高、低密度夹杂。从而,得到内部成分均匀,晶粒细小,力学性能均匀的成品。解决电磁冷坩埚法无法充分去除高、低密度夹杂的缺点。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以
根据这些附图获得其他的附图。
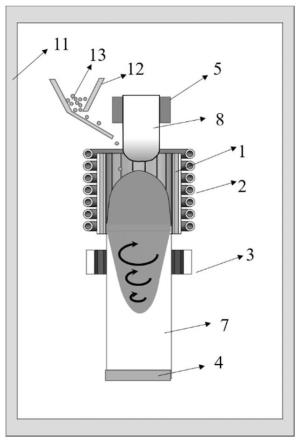
26.图1为本发明电磁冷坩埚结构图。
27.图2为本发明散、屑料加料方式示意图。
28.图3为本发明轧制切边料加料方式示意图。
29.图中:1-水冷分瓣铜坩埚;2-电磁感应线圈;3-电磁搅拌装置;4-拉锭装置;5-条状原料夹具;6-散、屑料料仓;7-熔炼后的钛合金锭;8-条状原料;9-经破碎、清洗后的屑料;10-轧制切边料;11-真空熔炼室;12-合金料仓;13-混匀的合金添加剂。
具体实施方式
30.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.本发明实施例公开了一种钛合金锭电磁冷坩埚连续熔炼装置,包括:真空熔炼室11和设置在其中的熔炼装置,所述熔炼装置包括水冷铜坩埚、电磁感应线圈、电磁搅拌装置、拉锭装置、原料仓和合金料仓12,水冷分瓣铜坩埚1包括物料输入段、电磁感应段和物料输出段,所述物料输入段与原料仓、合金料仓相连,所述原料仓用于提供原料、所述合金料仓用于提供合金添加剂13,合金添加剂依据所熔钛合金牌号进行配料,依据熔炼速率供料;所述电磁感应段用于通过设置在其外部的电磁感应线圈2对物料输入段进入的物料进行融化,所述物料输出段与电磁搅拌装置3相连,所述拉锭装置4用于进行拉锭操作,所述电磁搅拌装置用于在拉锭的过程中开启电磁搅拌,对钛合金锭内部液心和糊状区进行搅拌,最终得到熔炼后的钛合金锭7。
32.电磁搅拌装置与水冷铜坩埚竖直方向同心,且搅拌位置可在竖直方向依据拉锭速率调整。
33.所述真空熔炼室连接有抽真空装置,其用于将真空熔炼室抽真空至预设真空度。
34.如图1所示,原料可为经过一次eb炉熔炼后的ta1、ta2条状原料8,所述原料仓包括用于夹持条状原料的条状原料夹具5。
35.如图2所示,也可为ta1、ta2轧制过程的切边料,所述原料仓包括用于输送经破碎、清洗后的屑料9的散、屑料料仓6。
36.如图3所示,还可为轧制切边料10。
37.实施例1
38.本实施例利用上述配有电磁搅拌装置的钛合金锭电磁冷坩埚连续熔炼装置生产φ200mm的tc4钛合金圆锭,本实施例中采用eb锭切块料熔炼tc4圆锭的工艺,本实施例中,圆锭的成型是由电磁冷坩埚的规格决定,具体包括如下步骤:
39.首先,通过真空设备,充分排除熔炼室内的氧气、氮气、二氧化碳和水蒸气,本实施例中,将熔炼室抽真空至1pa,在其他可选的实施方式中,能够充分排除上述杂质的真空度均可。当熔炼室达到1pa后,向熔炼室内通入氩气,使熔炼室内压强大于al元素的挥发饱和蒸气压,达到500pa,以抑制熔炼过程中al元素的挥发。采用图1所示块料为原料,原料为从eb炉熔炼得到ta1锭锯下的块料,尺寸小于水冷分瓣铜坩锅,并通过铜坩锅上方的可上下移
动的固定夹具固定。开启感应线圈,进行融化操作,同时开启合金料仓放入合金添加剂,本实施例中,感应线圈的频率为20khz,熔炼功率为100kw,熔炼速率为2mm/min,合金添加剂由钒铝合金和铝豆组成,加入量根据块料融化速率确定。待合金添加剂充分融化且冷坩埚内钛液液面内达到冷坩埚高度的2/3时,通过铜坩锅底部的拉锭机构缓慢拉锭,拉锭速率与熔炼速率相匹配。拉锭过程中固定切块料的夹具缓慢向下移动供料,合金料仓基于拉锭速率持续供入合金添加剂,整个熔炼过程中维持钛液液面相对稳定。当引锭杆通过水冷铜坩锅下方的环形电磁搅拌器中心后,开启电磁搅拌,对钛合金锭内部液心和糊状区进行搅拌,并持续至拉锭结束,电磁搅拌的频率和强度与拉锭速率匹配,本实施例中的电磁搅拌频率为3hz,搅拌电流为500a。熔炼末期逐渐降低电磁感应线圈的加热功率,熔炼结束后,通过吊车将钛合金锭吊出。
40.通过该方法熔炼得到的尺寸为φ200mm的tc4圆锭,不含有高低密度夹杂,内部成分均匀,晶粒细小,力学性能均匀,可进一步用以生产tc4棒材或管材。同时,可降低tc4的生产成本,提高经济效益。eb锭的锭头、锭尾、短尺锭等残钛售价约为45000元/t,0a级海绵钛售价为68000元/t,以eb锭的锭头、锭尾以及短尺锭为原料熔炼得到tc4圆锭,其成本可降低33.8%。
41.实施例2
42.本实施例利用上述配有电磁搅拌装置的钛合金锭电磁冷坩埚连续熔炼装置生产200*200mm的tc10钛合金方锭,本实施例中采用eb锭轧制切边料熔炼tc10方锭的工艺,具体包括如下步骤:
43.选用尺寸为200*200mm的水冷分瓣铜坩锅。首先,通过真空设备,将熔炼室抽真空至1pa,充分排除熔炼室内的氧气、氮气、二氧化碳和水蒸气。当熔炼室达到1pa后,向熔炼室内通入氩气,使熔炼室内压强大于al和sn元素的挥发饱和蒸气压(1000pa),以抑制熔炼过程中易挥发元素al和sn的挥发。采用图3所示eb炉熔炼ta1锭的轧制切边料为原料,原料固定于铜坩锅上方的可上下移动的固定夹具。开启感应线圈,进行融化操作,同时开启合金料仓放入合金添加剂,本实施例中,感应线圈的频率为30khz,熔炼功率为120kw,熔炼速率为3mm/min,合金添加剂由钒铝合金、铝豆、铁锭、纯铜颗粒和锡粒组成且充分混合,合金添加剂的加入量根据块料融化速率确定。待合金添加剂充分融化且冷坩埚内钛液液面内达到冷坩埚高度的2/3时,通过铜坩锅底部的拉锭机构缓慢拉锭,拉锭速率与熔炼速率相匹配。拉锭过程中缓慢向下移动供料,合金料仓基于熔炼速率持续供入合金添加剂,熔炼过程中维持钛液液面相对稳定。当引锭杆通过水冷铜坩锅下方的环形电磁搅拌器中心后,开启电磁搅拌,对钛合金锭内部液心和糊状区进行搅拌,并持续至拉锭结束,电磁搅拌的频率和强度与拉锭速率匹配,本实施例中的电磁搅拌频率1hz,搅拌电流为550a。熔炼末期逐渐降低电磁感应线圈的加热功率,熔炼结束后,通过吊车将钛合金锭吊出。
44.通过该方法熔炼得到的尺寸为200*200mm的tc10圆锭,不含有高低密度夹杂,内部成分均匀,晶粒细小,力学性能均匀,可进一步用以生产tc10棒材或管材。
45.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术
方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1