一种锅架及灶具的制作方法
1.本技术涉及厨房灶具技术领域,具体而言,涉及一种锅架及灶具。
背景技术:
2.锅架,也称炉架,是一种架设于燃气灶的燃烧炉头上部周围,用于支撑锅具的支架,目的是将锅具底部与燃烧炉头保持适当的距离以使燃气与空气充分混合,从而使得燃气燃烧更充分,提高燃气利用率,降低废气的排放。
3.随着灶具能效进一步提高,锅架表面的温度也越来越高,为了防止燃气灶面板处温度过高对燃气灶腔体内部的零部件造成损坏,通常在锅架都表面喷涂搪瓷涂层或陶瓷涂层使锅架具有隔热保温的功能,但是搪瓷涂层锅架表面粗糙、容易吸附油污,而且高温条件下容易爆瓷,不耐脏污;陶瓷涂层锅架虽然表面细腻,但高温条件下涂层会变得疏松,也容易吸附油污,很难清洁。
技术实现要素:
4.本技术的目的在于提供一种锅架及灶具,能够解决现有技术中涂层经高温容易变色及被油污渗入涂层表面无法清洁的技术问题。
5.本技术的实施例一方面提供了一种锅架,锅架设置于灶具上用于支撑锅具,锅架包括基体,以及依次包裹于基体表面的耐高温无机层和疏油层,基体包括固定连接的支撑部和安装部,安装部用于将锅架设置于灶具上,支撑部用于支撑锅具。
6.作为一种可实施的方式,耐高温无机层包括玻璃态无机层。
7.作为一种可实施的方式,玻璃态无机层的厚度在20-50um之间,表面粗糙度在0.1-0.5um之间。
8.作为一种可实施的方式,疏油层包括二氧化硅层。
9.作为一种可实施的方式,二氧化硅层的厚度在0.5-3um之间,表面粗糙度小于0.05um。
10.作为一种可实施的方式,基体包括冷轧钢板基体、316钢基体、304钢基体或者403钢基体中的一种。
11.作为一种可实施的方式,基体包括盘面以及间隔设置于盘面边沿的角片,角片垂直于盘面设置。
12.作为一种可实施的方式,支撑部和安装部设置于角片的两端且均伸出于所述盘面。
13.作为一种可实施的方式,支撑部和盘面之间的夹角呈锐角。
14.本技术实施例另一方面提供了一种灶具,包括灶具本体以及设置于灶具的面板上的上述锅架。
15.本技术实施例的有益效果包括:
16.本实用新型提供的锅架,锅架设置于灶具上用于支撑锅具,使得锅具与灶具之间
保持一定的距离,空气能够进入锅具与灶具之间的空间,与燃气充分混合,提高燃气的利用率,锅架包括基体,以及依次包裹于基体表面的耐高温无机层和疏油层,耐高温无机层能够隔绝燃气燃烧时的热量,避免了锅架过热导致的面板处温度过高,具有耐高温的特点,疏油层具有疏油的特点,能够避免油污粘结至锅架表面,从而使得锅架不占油污,不易变色,易清洗。基体包括固定连接的支撑部和安装部,安装部用于将锅架设置于灶具上,支撑部用于支撑锅具。
附图说明
17.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
18.图1为本技术实施例提供的一种锅架的结构示意图;
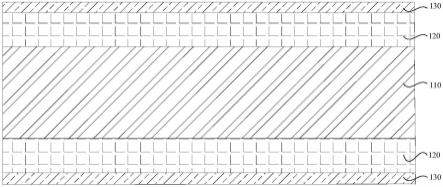
19.图2为图1中a-a的截面示意图。
20.图标:100-锅架;110-基体;120-耐高温无机层;130-疏油层;140-支撑部;150-安装部;160-盘面;170-角片。
具体实施方式
21.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
22.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
23.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
24.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
25.锅架通常被放置于灶具上,用于支撑锅具,使得锅具与灶具之间保持一定的距离,现有的锅架为了避免燃气燃烧时锅架温度过高导致面板温度过高,通常会在锅架外喷涂保温层,现有技术中保温层高温容易变色及被油污渗入涂层表面无法清洁。
26.本实用新型提供了一种锅架100,如图1、图2所示,锅架100设置于灶具上用于支撑锅具,锅架100包括基体110,以及依次包裹于基体110表面的耐高温无机层120和疏油层130,基体110包括固定连接的支撑部140和安装部150,安装部150用于将锅架100设置于灶
具上,支撑部140用于支撑锅具。
27.基体110作为锅架100的主体,需要支撑锅具,应当具有一定的支撑力,具有一定的刚性。耐高温无机层120和疏油层130依次包裹于基体110的表面,耐高温无机层120具有耐高温的特点,疏油层130具有疏油的特点,在耐高温无机层120和疏油层130的共同作用下,能够避免锅架100经高温容易变色及被油污渗入涂层表面的情况发生。
28.本实用新型实施例对于基体110的具体结构不做限制,可以是圆形、方形、或者其他形状,可以包括三个角片170、四个角片170或者更多,本领域技术人员可以根据实际情况进行具体的设置,只要包括支撑部140和安装部150即可,安装部150用于将锅架100设置于灶具上,支撑部140用于支撑锅具。其中,图1只是基体110的一种形式,是为了展示锅架100上涂层的设置位置,并不是对本实用新型实施例的限制。
29.本实用新型提供的锅架100,锅架100设置于灶具上用于支撑锅具,使得锅具与灶具之间保持一定的距离,空气能够进入锅具与灶具之间的空间,与燃气充分混合,提高燃气的利用率,锅架100包括基体110,以及依次包裹于基体110表面的耐高温无机层120和疏油层130,耐高温无机层120能够隔绝燃气燃烧时的热量,避免了锅架100过热导致的面板处温度过高,具有耐高温的特点,疏油层130具有疏油的特点,能够避免油污粘结至锅架100表面,从而使得锅架100不占油污,不易变色,易清洗。基体110包括固定连接的支撑部140和安装部150,安装部150用于将锅架100设置于灶具上,支撑部140用于支撑锅具。
30.可选的,耐高温无机层120包括玻璃态无机层。
31.玻璃态无机层具有表面致密,耐高温,硬度超高,超耐磨耐刮等优点,具体的,本实用新型对相同条件下不同涂层的耐擦拭性和硬度进行了对比,不同涂层分别为玻璃态无机层+防油层、搪瓷涂层和陶瓷涂层,结果如表1所示。
32.表1
[0033][0034]
由表1可知,玻璃态无机层+防油层的耐擦拭性较高,同时硬度也比较大。
[0035]
另外,玻璃态无机层具有一定的吸附和润湿性,能够与基体110很好的贴合,从而提高玻璃态无机层的附着力,玻璃态无机层还具有低膨胀系数的特点,在使用时,燃气燃烧产生的高温也不会使其发生太大的体积变化,从而避免高温使其裂缝的情况发生。
[0036]
玻璃态无机层由以下原料混合的溶液烧结形成,其中,各原料按照重量占比为:二氧化硅占比在20-30%之间、氧化铝占比在5-8%之间、氧化钙占比在7-10%之间、钴黑占比在10-15%之间、有机硅助剂占比在0.5-1%之间、水占比在45-60%之间。
[0037]
其中,二氧化硅具有比较高的硬度值,而且化学性质比较稳定,不与水和弱酸等发生化学反应,而且熔点较高,在高温时不易变形,氧化铝是一种高硬度的化合物,钴黑和有机硅助剂作为烧结催化剂,其中,钴黑也称黑色氧化钴。水作为溶剂,将各种原料混合,烧结
时会蒸发。
[0038]
可选的,如图2所示,玻璃态无机层的厚度在20-50um之间,表面粗糙度在0.1-0.5um之间。
[0039]
玻璃态无机层包裹在基体110的表面,用于隔热,避免高温使其温度过高导致面板温度过高。示例的,玻璃态无机层的厚度设置为30um。
[0040]
本实用新型实施例的一种可实现的方式中,疏油层130包括二氧化硅层。二氧化硅层具有疏油、疏水的特性,使得油污、水等不易粘结在二氧化硅层的表面,而二氧化硅层作为锅架100的最外层,能够使得油污、水不易粘结在锅架100表面,从而避免油污渗入锅架100,具体的,本实用新型在相同条件下,对不同涂层的高温耐污性进行了对比,不同涂层分别为玻璃态无机层+防油层、搪瓷涂层和陶瓷涂层,结果如表2所示。
[0041]
表2
[0042][0043]
需要说明的是,为了使得二氧化硅能够与玻璃态无机层更好的结合,避免后续使用时掉落,本实用新型的二氧化硅层采用硅氮烷聚合物烧结形成,硅氮烷聚合物是以si-n为主链的无机聚合物,由于其化学结构的特殊性,在高温条件下可转化为疏油性二氧化硅。在硅氮烷聚合物烧结时,形成的二氧化硅层与玻璃态无机层紧密结合,从而提高二氧化硅层的附着力。而且二氧化硅化学性质比较稳定,不与水和弱酸等发生化学反应,而且熔点较高,在高温时不易变形,在使用时具有较高的稳定性。
[0044]
可选的,如图2所示,二氧化硅层的厚度在0.5-3um之间,表面粗糙度小于0.05um。
[0045]
二氧化硅层作为疏油层130,表面应当尽可能的平整、光滑,表面粗糙度应当尽可能的小,但是由于现有工艺技术的限制,所以,二氧化硅层的表面粗糙度小于0.05um,进一步的,二氧化硅层的表面粗糙度小于0.03um,可以进一步提高二氧化硅层的平整度,从而进一步提高二氧化硅层的疏油性。
[0046]
二氧化硅层作为疏油层130,厚度设置在0.5-3um之间,进一步的,可以设置在0.5-2um之间。
[0047]
本实用新型实施例的一种可实现的方式中,基体110包括冷轧钢板基体110、316钢基体110、304钢基体110或者403钢基体110中的一种。
[0048]
基体110作为锅架100的主体,需要支撑锅具,应当具有一定的支撑力,而钢材具有一定的刚性。其中,冷轧钢板具有表面光滑、强度大、硬度大的优点。而316钢、304钢和403钢具有因为添加其他金属提高了耐腐蚀性和高温强度。
[0049]
可选的,基体110包括盘面160以及间隔设置于盘面160边沿的角片170,角片170垂直于盘面160设置。
[0050]
角片170设置于盘面160的边沿上,角片170垂直于盘面160设置,盘面160将多个角
片170固定,使得多个角片170的顶部可以支撑锅具。
[0051]
需要说明的是,角片170的个数及设置位置本实用新型不做具体限定,示例的,可以是四个,均布分布于盘面160的外周。
[0052]
本实用新型实施例的一种可实现的方式中,支撑部140和安装部150设置于角片170的两端且均伸出于盘面160。
[0053]
支撑部140和安装部150均伸出于盘面160,使得盘面160不与灶具接触,也不与锅具接触,从而减少了锅架100与灶具面板的接触面积,减少热量传递,降低了灶具面板的温升。
[0054]
可选的,支撑部140的表面和盘面160之间的夹角呈锐角。
[0055]
支撑部140的表面与盘面160之间的夹角呈锐角,使得支撑部140相对于盘面160为斜面,且靠近盘面160中心的部分较低,从而使得支撑部140适应锅具的底面,使得锅具与支撑部140的接触面积增大,从而使得支撑更加平稳。
[0056]
本实用新型提供的锅架100是在基体110上依次制备耐高温无机层120和疏油层130,具体的,锅架100的制备方法包括:
[0057]
s110:提供基体110,基体110包括固定连接的支撑部140和安装部150,安装部150用于将锅架100设置于灶具上,支撑部140用于支撑锅具。
[0058]
本领域技术人员应当知晓,在基体110表面包裹耐高温无机层120时需要基体110表面干燥清洁,因为表面有脏污时不利于耐高温无机层120的包覆,使得锅架100在后续的使用中出现掉涂层的情况,所以,在基体110表面包裹耐高温无机层120之前,需要对基体110的表面进行处理,具体的,先将锅架100表面去除油污,然后清洗,最后烘干。示例的,可以采用超声波去除油污,超声波采用酒精等有机溶剂,然后用水清洗,最后在烘箱中烘干。当然,这只是清洗基体110的示例,并不是对本实用新型实施例清洗基体110的限制,本领域技术人员可以根据实际情况进行设置,只要能将基体110表面清洗干净即可。
[0059]
s120:基体110表面包裹耐高温无机层120。
[0060]
具体的,s121:混合原材料形成溶液,其中,原材料及重量占比包括:二氧化硅占比在20-30%之间、氧化铝占比在5-8%之间、氧化钙占比在7-10%之间、钴黑占比在10-15%之间、有机硅助剂占比在0.5-1%之间、水占比在45-60%之间。
[0061]
s122:研磨溶液,直至溶液的细度在3-5um之间,形成研磨后溶液。
[0062]
s123:在基体110表面喷涂研磨后溶液;
[0063]
s124:烧结喷涂在基体110表面的研磨后溶液形成耐高温无机层120,烧结条件为:烧结温度在520-560℃之间,烧结时间在20-30min之间。
[0064]
s130:在耐高温无机层120表面包裹疏油层130。
[0065]
具体的,s130还包括:s131:在耐高温无机层120表面喷涂硅氮烷聚合物;
[0066]
s132:烧结硅氮烷聚合物形成疏油层130,其中烧结条件为,烧结温度在180-200℃之间,烧结时间在15-20min之间。
[0067]
本技术实施例还公开了一种灶具,包括灶具本体以及设置于灶具的面板上的如上述锅架100,该灶具包含与前述实施例中的锅架100相同的结构和有益效果。锅架100的结构和有益效果已经在前述实施例中进行了详细描述,在此不再赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1