一种高效节能岩板辊道窑的制作方法
1.本实用新型涉及处陶瓷生产设备技术领域,具体涉及一种高效节能岩板辊道窑。
背景技术:
2.辊道窑主要用于瓷砖、房屋外墙砖、内墙砖、地面砖等陶瓷建材的生产,辊道窑是连续烧成的窑,以转动的辊子作为坯体运载工具的隧道窑,坯体可直接置于辊子上或将坯体先放在垫板上,再将热板放在辊子上,由于辊子不断转动,可使坯体依序前进,每根辊子的端部都有小链轮,由链条带动自转,为传动平稳、安全、常将链条分若干组传动,故而称为辊道窑。
3.现有的辊道窑在将瓷砖成品烧制完成后,一般需要将其输送至冷却区内进行降温冷却,而瓷砖成品在刚刚烧制完成后,其内会含有大量的热能,而若直接对瓷砖成品进行冷却降温,则会使得这部分热量白白浪费,造成热量的损失,从而不利于辊道窑节能的理念。
4.因此,发明一种高效节能岩板辊道窑很有必要。
技术实现要素:
5.为此,本实用新型提供一种高效节能岩板辊道窑,以解决现有的辊道窑在将瓷砖成品烧制完成后,一般需要将其输送至冷却区内进行降温冷却,而瓷砖成品在刚刚烧制完成后,其内会含有大量的热能,而若直接对瓷砖成品进行冷却降温,则会使得这部分热量白白浪费,造成热量的损失,从而不利于辊道窑节能的理念的问题。
6.为了实现上述目的,本实用新型提供如下技术方案:一种高效节能岩板辊道窑,包括窑壁,所述的窑壁内壁两侧开设有通料口,所述窑壁的内壁两侧固定有隔热板,所述窑壁的外壁顶端设置有余热利用组件;
7.所述余热利用组件包括输热部件、过滤部件和换热部件,所述输热部件设置在右侧所述隔热板的外壁右侧,所述过滤部件的底端与输热部件的顶端连通且过滤部件的底端与窑壁的外壁顶端右侧连接,所述换热部件设置在过滤部件的左侧且换热部件的底端与窑壁的外壁顶端中心处连接。
8.优选的,所述通料口的内壁底端上方连接有输送辊道,所述输送辊道包括固定框和输料辊,所述输料辊的外壁前后端均与固定框的内壁前后侧转动连接。
9.优选的,所述输热部件包括进气风机,所述进气风机的外壁左侧与窑壁的外壁右侧底部固定连接,所述窑壁的内壁底端右侧且位于右端隔热板的右侧固定有喷气座,所述进气风机的外壁左端通过输气管a与喷气座的内壁右侧固定连通。
10.优选的,所述窑壁的内壁底端中心处且位于两组隔热板之间固定有加热座,所述加热座的外壁顶端和固定有火焰喷嘴,所述火焰喷嘴的上方设置有隔网,所述隔网的外壁两端分别与窑壁的两侧内壁底部固定连接,所述喷气座设置在隔网的外壁底端下方。
11.优选的,所述过滤部件包括过滤箱,所述过滤箱的外壁底端与窑壁的外壁顶端连接,所述过滤箱的内壁底端固定连通有抽热风口,所述抽热风口的底端穿过窑壁的内壁底
端右侧且位于输送辊道和喷气座的上方。
12.优选的,所述过滤箱的外壁前端铰接有箱门,所述过滤箱的内壁两侧上下端分别滑动连接有第一过滤层和第二过滤层,所述过滤箱的外壁顶端固定有抽热风机,所述抽热风机的底端与过滤箱的内壁顶端中心处连通。
13.优选的,所述换热部件包括换热箱,所述换热箱的底端与窑壁的外壁顶端固定连接,所述抽热风机的外壁左端通过输热管b与换热箱的内壁右侧底部固定连通,所述换热箱的内壁顶端固定有助燃气体输送管,所述助燃气体输送管的底端固定连通有蛇形换热管,所述蛇形换热管固定在换热箱的内部,所述蛇形换热管的底端固定连通有输气管b,所述输气管b的底端穿过换热箱的外壁前端并与窑壁的内壁前端且位于火焰喷嘴的上方固定连通。
14.优选的,所述换热箱的左侧内壁上部固定连通有输热管a,所述输热管a的底端穿过窑壁的内壁顶端左侧并固定连通有出风口,所述出风口设置在输送辊道的外壁顶端左侧上方。
15.本实用新型的有益效果是:
16.本实用新型中,通过设置的进气风机、喷气座、抽热风机和抽热风口之间的配合作用可将外部空气与陶瓷产品进行换热,使得陶瓷产品降温的同时空气的温度得到升高,而通过设置的过滤箱、第一过滤层和第二过滤层可对热空气中的烟尘气体进行过滤,过滤后的热空气会通过管道输送至换热箱内,并通过蛇形换热管对助燃空气进行加热,使其温度身高,便于提高燃料燃烧速度,而换热后的热空气也能通过输热管a对刚放置的陶瓷产品进行预热烘干,通过上述方式可知本实用新型能对刚烧制的陶瓷产品的热量进行回收利用,避免热量白白流失,减少热量的浪费。
附图说明
17.图1为本实用新型正视方向的外部结构示意图;
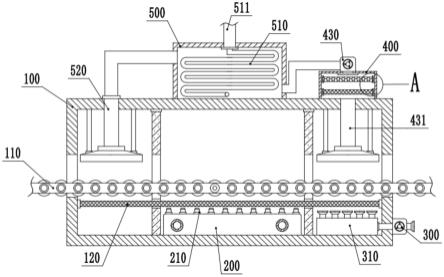
18.图2为本实用新型正视方向的剖视结构示意图;
19.图3为本实用新型图2中a处放大的结构示意图;
20.图4为本实用新型中蛇形换热管的立体结构示意图。
21.图中:100、窑壁;110、输送辊道;120、隔网;200、加热座;210、火焰喷嘴;300、进气风机;310、喷气座;400、过滤箱;410、第一过滤层;420、第二过滤层;430、抽热风机;431、抽热风口;500、换热箱;510、蛇形换热管;511、助燃气体输送管;520、输热管a。
具体实施方式
22.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
23.参照附图1-4,本实用新型提供的一种高效节能岩板辊道窑,包括窑壁100,设置的窑壁100是由莫来石/堇青石工字砖、莫来石/堇青石耐火板和陶瓷纤维板材质制成,窑壁100内壁两侧开设有通料口,开设的通料口是为了方便工人将陶瓷产品输送至窑壁100内进行加热生产,通料口的内壁底端上方连接有输送辊道110,输送辊道110包括固定框和输料辊,输料辊的外壁前后端均与固定框的内壁前后侧转动连接,通过输料辊的后端还连接有
链轮,两组链轮之间通过链条传动,而输送辊道110整体通过伺服电机提供转动动力,而工人可将待烧制的陶瓷产品放置到输送辊道110上,窑壁100的内壁两侧固定有隔热板,设置的隔热板的材质可与100的材质相同,设置的隔热板是为了将窑壁100内的预热区、烧制区和冷却区进行分隔,避免各个分区温度流通,窑壁100的内壁底端中心处且位于两组隔热板之间固定有加热座200,加热座200的外壁顶端和固定有火焰喷嘴210,设置的加热座200可通过火焰喷嘴210对陶瓷产品进行加热烧制,设置的火焰喷嘴210可以天然气为燃烧介质,并通过火焰喷嘴210来喷出火焰进行燃烧,火焰喷嘴210的上方设置有隔网120,隔网120的外壁两端分别与窑壁100的两侧内壁底部固定连接,设置的隔网120是为了隔绝火焰,避免火焰与输送辊道110上输送的产品直接接触,优选的,设置的隔网120的材质可选择石棉网;
24.窑壁100的外壁顶端设置有余热利用组件,设置的余热利用组件是为了将陶瓷产品烧制后内部的热量进行收集并进行再利用,余热利用组件包括输热部件、过滤部件和换热部件,输热部件设置在右侧隔热板的外壁右侧,输热部件包括进气风机300,进气风机300的外壁左侧与窑壁100的外壁右侧底部固定连接,窑壁100的内壁底端右侧且位于右端隔热板的右侧固定有喷气座310,设置的进气风机300是为了将外部的空气输送至喷气座310内,而设置的喷气座310是为了将进气风机300输送的空气从输送辊道110的底端喷出,进气风机300的外壁左端通过输气管a与喷气座310的内壁右侧固定连通,喷气座310设置在隔网120的外壁底端下方,而喷气座310喷出的空气会向上移动,而输送辊道110上运输的刚刚烧制的陶瓷产品会与空气进行换热,使得空气的温度升高,升温后的空气即可通过抽热风口431进入到过滤箱400内;
25.过滤部件的底端与输热部件的顶端连通且过滤部件的底端与窑壁100的外壁顶端右侧连接,设置的过滤部件是为了对热空气含有的残余烟尘进行过滤,过滤部件包括过滤箱400,过滤箱400的外壁底端与窑壁100的外壁顶端连接,设置的过滤箱400是为了对第一过滤层410和第二过滤层420进行储存安装,过滤箱400的内壁底端固定连通有抽热风口431,抽热风口431的底端穿过窑壁100的内壁底端右侧且位于输送辊道110和喷气座310的上方,设置的抽热风口431是为了将热空气输送至过滤箱400内来对烟尘进行过滤,过滤箱400的外壁前端铰接有箱门,设置的箱门是为了方便工人后续将第一过滤层410和第二过滤层420取出进行清理或者更换,过滤箱400的内壁两侧上下端分别滑动连接有第一过滤层410和第二过滤层420,设置的过滤箱400的内壁两侧上下端在与第一过滤层410和第二过滤层420对应位置处均固定有滑动轨架,进气风机300的外壁两侧均与滑动轨架滑动连接,设置的第一过滤层410与第二过滤层420是为了热空气中残存的烟尘进行过滤,设置的第一过滤层410与第二过滤层420的材质分别为陶瓷纤维板和聚四氟乙烯板,过滤箱400的外壁顶端固定有抽热风机430,抽热风机430的底端与过滤箱400的内壁顶端中心处连通,设置的抽热风机430是为了将过滤后的热空气输送至换热箱500内与助燃气体进行换热;
26.换热部件设置在过滤部件的左侧且换热部件的底端与窑壁100的外壁顶端中心处连接,换热部件包括换热箱500,换热箱500的底端与窑壁100的外壁顶端固定连接,抽热风机430的外壁左端通过输热管b与换热箱500的内壁右侧底部固定连通,换热箱500的内壁顶端固定有助燃气体输送管511,设置的助燃气体输送管511是为了先将助燃空气输送至换热箱500内的蛇形换热管510内,设置而对助燃空气可以为富氧气体或者空气,助燃气体输送管511的底端固定连通有蛇形换热管510,蛇形换热管510固定在换热箱500的内部,设置的
蛇形换热管510是为了将助燃空气与抽热风机430输送的热空气进行换热,使得助燃空气的温度得到升高,而蛇形换热管510的材质优选为铜,设置的蛇形换热管510可通过管道固定架与换热箱500的内壁固定连接,蛇形换热管510的底端固定连通有输气管b,输气管b的底端穿过换热箱500的外壁前端并与窑壁100的内壁前端且位于火焰喷嘴210的上方固定连通,设置的输气管b是为了将加热后的助燃气体输送至窑壁100内壁的火焰喷嘴210处,使得火焰喷嘴210能够提高燃烧效率,且助燃空气的温度得到提高也能提高火焰喷嘴210处的燃烧效果,换热箱500的左侧内壁上部固定连通有输热管a520,输热管a520的底端穿过窑壁100的内壁顶端左侧并固定连通有出风口,出风口设置在输送辊道110的外壁顶端左侧上方,设置的输热管a520是为了将换热口的热空气输送至窑壁100的内壁左侧,进而能对进入到窑壁100内的待烧制的陶瓷产品进行预热烘干。
27.本实用新型的使用过程如下:首先,将设备与外接电源设备进行电连接,本领域工人可将待烧制的陶瓷产品放置到输送辊道110上,接着启动与输送辊道110连接的伺服电机使得输送辊道110上的输料辊进行旋转,进而使得输送辊道110能将陶瓷产品输送至窑壁100内,而当陶瓷产品移动至火焰喷嘴210上方时,设置的加热座200可将天然气输送至火焰喷嘴210处,而火焰喷嘴210在点火后可将天然气进行点燃,随后喷出火焰,而设置的输气管b可将助燃空气输送至火焰喷嘴210处,而火焰喷嘴210喷出的火焰的温度可透过隔网120对陶瓷产品进行烧制,而烧制后的陶瓷产品会通过输送辊道110输送至冷却区内,而此时设置的进气风机300会将空气输送至喷气座310处,而喷气座310可将空气向上喷出使得空气与陶瓷产品进行接触,使得陶瓷产品的温度降低,且空气温度会升高,而设置的抽热风机430在启动后会通过抽热风口431将热空气输送至过滤箱400内,而过滤箱400在通过第一过滤层410和第二过滤层420对热空气内含有的烟尘颗粒进行过滤,过滤后的空气会通过输热管b将热空气输送至换热箱500内,而热空气会通过蛇形换热管510对助燃气体输送管511输送的助燃空气进行换热,使得助燃空气的温度进行升高,从而有利于提高燃料的燃烧温度,加快燃烧速度,稳定燃烧过程,而换热后的热空气会通过输热管a520和出风口喷出,进而能对刚放置的陶瓷产品进行预热烘干,而第一过滤层410与第二过滤层420长时间使用后工人可打开过滤箱400前端的箱门将其取出进行更换。
28.以上所述,仅是本实用新型的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本实用新型加以修改或将其修改为等同的技术方案。因此,依据本实用新型的技术方案所进行的任何简单修改或等同置换,尽属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1