一种溜槽在线加热保温装置及具有该装置的真空感应炉的制作方法
1.本实用新型涉及真空感应熔炼技术领域,尤其是涉及一种溜槽在线加热保温装置及具有该装置的真空感应炉。
背景技术:
2.溜槽是真空感应熔炼过程中常用的钢液浇铸辅助装置,其主要起到排气、挡渣及去除夹杂物的作用,能够获得组织均匀、纯净度高的合金铸锭,并提升合金的热加工性能和使用性能。通常情况下,真空感应熔炼前,溜槽需要在炉外采用天然气等介质进行高温烘烤加热,烘烤完毕后吊运至真空炉溜槽室内等待钢液熔炼完毕后进行浇铸使用。吊运和溜槽室放置等待的时间约为10-15min,期间,溜槽在大气和真空下由于传导和辐射损失的温度约为80-100℃,溜槽温度的损失会造成浇铸过程中钢液流动性下降,增加残钢量,降低产品成材率,影响生产效率,同时溜槽温度的损失势必会通过提高出钢温度进行弥补,这样就造成生产成本增加,也会影响铸锭质量。而现有技术中尚无对溜槽进行在线加热保温的装置。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供一种溜槽在线加热保温装置及具有该装置的真空感应炉,能够实现溜槽在真空炉内的实时温度测量、加热及保温,显著减少炉外吊运和真空内辐射造成的热量损失,提高浇铸成材率和生产效率,降低生产能耗与生产成本,且结构简单、灵活性好。
4.本实用新型的技术方案为:
5.一种溜槽在线加热保温装置,包括装置本体17、温度控制柜;所述装置本体17包括外壳1,所述外壳1的顶部敞开、底部开设有第一浇注孔6,所述外壳1的底部内壁铺设有底部耐火砖3,所述外壳1的内侧壁铺设有侧壁耐火砖2,所述底部耐火砖3与侧壁耐火砖2之间形成加热室;所述侧壁耐火砖2的内侧壁开设有多个安装槽19,每个所述安装槽19内悬挂有一根硅碳棒4;所述外壳1的侧壁设置有热电偶5,所述热电偶5从所述外壳1的外部插入所述加热室;所述热电偶5的输出端与所述温度控制柜的输入端电连接,所述温度控制柜的电源输出端与所述硅碳棒4电连接。
6.进一步的,所述热电偶5用于对加热室内的温度进行测量并将测得的温度数据传输给所述温度控制柜,所述温度控制柜用于在所述温度低于预设的温度阈值时控制硅碳棒4对加热室进行加热并在所述温度达到所述温度阈值时进入保温模式。
7.进一步的,所述热电偶5有两个,所述温度控制柜用于计算两个所述热电偶5传输过来的温度数据的平均值并根据平均温度进行加热控制。
8.进一步的,所述硅碳棒4为u型且在上部设置有接线柱,所述接线柱的两端固定在所述安装槽19的两相对的侧壁,所述硅碳棒4与所述安装槽19不接触,多根所述硅碳棒4分为三组并采用星形连接法接入所述电源输出端。
9.进一步的,所述外壳1的材质为不锈钢,所述底部耐火砖3的材质为刚玉或莫来石,
所述侧壁耐火砖2的材质为硅酸铝,所述热电偶5为k型热电偶。
10.进一步的,所述外壳1、加热室的形状均为长方体,所述第一浇注孔6设置在所述外壳1的底部靠近短边一侧,所述热电偶5从所述外壳1的底部长边所在侧壁的中下部垂直插入所述加热室,多个所述安装槽19均匀开设在所述加热室的四个内侧壁。
11.进一步的,所述温度控制柜的温度调节范围为1000℃-1200℃。
12.一种具有所述溜槽在线加热保温装置的真空感应炉,包括炉体7,所述炉体7的内部设置有感应加热炉16,所述感应加热炉16的出液口下方设置有溜槽10,所述溜槽10的下方设置有模具12,所述炉体7的侧壁设置有炉门8,所述炉门8的内侧壁铰接有安装架9,铰接所用铰链的转轴轴线竖直,所述装置本体17固定在所述安装架9上,所述温度控制柜设置在所述炉体7外部,所述溜槽10设置在所述加热室内,所述溜槽10底部设置有第二浇注孔11,所述第二浇注孔11与所述第一浇注孔6连通,所述第一浇注孔6位于所述模具12的进液口上方。
13.进一步的,所述铰链的旋转角度为90
°
。
14.进一步的,所述炉体7的内部底端设置有延伸到所述炉门8外侧的轨道14,所述轨道14上在所述炉门8内侧设置有小车13,所述模具12设置在所述小车13上。
15.本实用新型的有益效果为:
16.(1)本实用新型的溜槽在线加热保温装置通过在外壳内铺设耐火砖、在底部设置浇注孔、在侧壁耐火砖内镶嵌硅碳棒、在侧壁设置热电偶、并设置温度控制柜,能够实现溜槽在真空炉内的实时温度测量、加热及保温,显著减少炉外吊运和真空内辐射造成的热量损失,改善钢液的流动性,提高浇铸成材率和生产效率,能获得冶金质量优良的合金铸锭,而且可以根据加热工艺需求调节不同的加热和保温温度,降低生产能耗与生产成本,且结构简单、灵活性好,尤其适用于中型真空感应炉溜槽加热。
17.(2)本实用新型的具有溜槽在线加热保温装置的真空感应炉通过在炉门内侧铰接安装架、将溜槽在线加热保温装置本体设置在安装架上,使得加热保温装置能够水平旋转,实现一次浇注完毕后轻松更换新的溜槽,提高生产效率。
附图说明
18.图1为本实用新型的溜槽在线加热保温装置的纵向截面示意图。
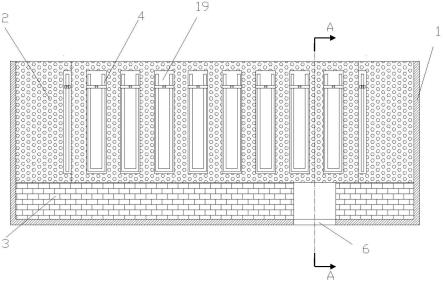
19.图2为图1的a-a向剖视图。
20.图3为本实用新型的具有溜槽在线加热保温装置的真空感应炉在钢液浇注过程中的使用情况示意图。
21.图4为本实用新型的具有溜槽在线加热保温装置的真空感应炉在钢液浇注完成后的使用情况示意图。
22.图中,1—外壳,2—侧壁耐火砖,3—底部耐火砖,4—硅碳棒,5—热电偶,6—第一浇注孔,7—炉体,8—炉门,9—安装架,10—溜槽,11—第二浇注孔,12—模具,13—小车,14—轨道,15—拖链,16—感应加热炉,17—装置本体,18—钢液,19—安装槽。
具体实施方式
23.下面将结合附图和具体实施方式,对本实用新型作进一步描述。
24.如图1至图4所示,本实用新型的溜槽在线加热保温装置包括装置本体17、温度控制柜;所述装置本体17包括外壳1,所述外壳1的顶部敞开、底部开设有第一浇注孔6,所述外壳1的底部内壁铺设有底部耐火砖3,所述外壳1的内侧壁铺设有侧壁耐火砖2,所述底部耐火砖3与侧壁耐火砖2之间形成加热室;所述侧壁耐火砖2的内侧壁开设有多个安装槽19,每个所述安装槽19内悬挂有一根硅碳棒4;所述外壳1的侧壁设置有热电偶5,所述热电偶5从所述外壳1的外部插入所述加热室;所述热电偶5的输出端与所述温度控制柜的输入端电连接,所述温度控制柜的电源输出端与所述硅碳棒4电连接。其中,底部耐火砖3铺设时在第一浇注孔6上方留出孔与第一浇注孔6贯通。
25.需要特别说明的是:图1-图4均未示出温度控制柜;为了便于描述,图4的尺寸相对于图3缩小。
26.本实施例中,所述热电偶5用于对加热室内的温度进行测量并将测得的温度数据传输给所述温度控制柜,所述温度控制柜用于在所述温度低于预设的温度阈值时控制硅碳棒4对加热室进行加热并在所述温度达到所述温度阈值时进入保温模式。
27.为了提高温度测量的精度,在本实用新型的另一实施例中,热电偶5设置有两个,所述温度控制柜用于计算两个所述热电偶5传输过来的温度数据的平均值并根据平均温度进行加热控制。
28.本实用新型的溜槽在线加热保温装置通过在外壳1内铺设耐火砖、在底部设置浇注孔、在侧壁耐火砖2内镶嵌硅碳棒4、在侧壁设置热电偶5、并设置温度控制柜,能够实现溜槽在真空炉内的实时温度测量、加热及保温,显著减少炉外吊运和真空内辐射造成的热量损失,改善钢液的流动性,提高浇铸成材率和生产效率,能获得冶金质量优良的合金铸锭,而且可以根据加热工艺需求调节不同的加热和保温温度,降低生产能耗与生产成本,且结构简单、灵活性好,尤其适用于中型真空感应炉溜槽加热。
29.本实用新型加热所用的元件为硅碳棒4,其可以为各种形状。在本实施例中,硅碳棒4为u型且在上部设置有接线柱,所述接线柱的两端固定在所述安装槽19的两相对的侧壁使得所述硅碳棒4悬挂在所述安装槽19内部且与所述安装槽19不接触,多根所述硅碳棒4分为三组并采用星形连接法接入所述电源输出端。
30.外壳1、加热室的形状根据需求进行选择。在本实施例中,所述外壳1、加热室的形状均为长方体,所述第一浇注孔6设置在所述外壳1的底部靠近短边一侧,所述热电偶5从所述外壳1的底部长边所在侧壁的中下部垂直插入所述加热室,多个所述安装槽19均匀开设在所述加热室的四个内侧壁。
31.本实用新型根据需求设置所述硅碳棒4的数量、位置、尺寸。在本实施例中,如图1、图2所示,根据工艺需求,在加热室的底部长边所在侧壁设置8根硅碳棒4、短边所在侧壁设置2根硅碳棒4,共计20根,20根硅碳棒4分为三组并采用星形连接法接入温度控制柜的电源输出端,能够对溜槽进行均匀、稳定的加热及保温。
32.在本实施例中,所述外壳1的材质为不锈钢,所述底部耐火砖3的材质为刚玉,所述侧壁耐火砖2的材质为硅酸铝,所述热电偶5为k型热电偶,所述温度控制柜的温度调节范围为1000℃-1200℃。在另一实施例中,底部耐火砖3的材质为莫来石。
33.如图3所示,本实用新型的具有所述溜槽在线加热保温装置的真空感应炉包括炉体7,所述炉体7的内部设置有感应加热炉16,所述感应加热炉16的出液口下方设置有溜槽
10,所述溜槽10的下方设置有模具12,所述炉体7的侧壁设置有炉门8,所述炉门8的内侧壁铰接有安装架9,铰接所用铰链的转轴轴线竖直,所述装置本体17固定在所述安装架9上,所述温度控制柜设置在所述炉体7外部,所述溜槽10设置在所述加热室内,所述溜槽10底部设置有第二浇注孔11,所述第二浇注孔11与所述第一浇注孔6连通,所述第一浇注孔6位于所述模具12的进液口上方。
34.本实用新型的安装架9可以为各种形状,只要能够固定装置本体17即可。本实施例中,安装架9为板状,安装架9的左侧焊接所述装置本体17、右侧与炉门8铰接。在另一个实施例中,安装架9为框架形式,其上设置有安装室,所述装置本体17放置在所述安装室内。
35.铰链的旋转角度可以根据需求进行设计。本实施例中,所述铰链的旋转角度为90
°
。
36.本实施例中,所述炉体7的内部底端设置有延伸到所述炉门8外侧的轨道14,所述轨道14上在所述炉门8内侧设置有小车13,所述模具12设置在所述小车13上。其中,小车13与炉门8连接,炉门8的冷却水管等部件设置在拖链15上,炉门8由液压装置驱动而移动,从而带动小车13沿着轨道14运动及拖链15移动。
37.下面结合附图说明本实用新型的具有溜槽在线加热保温装置的真空感应炉的工作原理:
38.首先,将溜槽10吊装放入装置本体17的加热室内,将第二浇注孔11与第一浇注孔6对中重合,关闭炉门8。然后,温度控制柜对硅碳棒4进行送电加热,通过热量的传导和辐射对溜槽10进行烘烤和加热,热电偶5实时检测溜槽10的温度,待温度到达设定值时进入保温模式,如图3所示,钢液18在感应加热炉16内熔炼完毕后倒入溜槽10,顺着第二浇注孔11与第一浇注孔6流入模具12中,进行浇注。接着,浇注完毕后,如图4所示,打开炉门8,将装置本体17水平旋转90
°
,吊装更换新的溜槽,溜槽更换完毕后,将装置本体17旋转到原位,关闭炉门8,开始进行下个周期的熔炼生产。
39.显然,上述实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。上述实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。基于上述实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,也即凡在本技术的精神和原理之内所作的所有修改、等同替换和改进等,均落在本实用新型要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1