一种陶瓷原料烧成用煅烧炉的制作方法
1.本实用新型涉及煅烧炉技术领域,更具体地涉及一种陶瓷原料烧成用煅烧炉。
背景技术:
2.水泥窑窑尾预热器内部会选用陶瓷材料来进行防腐,其在生产中就需要进行烧成作业,例如公开号为cn214735419u的一种磷石膏矿粉生料煅烧炉,它包括圆柱状的煅烧炉炉体、设置在煅烧炉炉体内的煅烧区以及搅拌机构;所述煅烧炉炉体的顶部两侧分别设置有进料接口与出气管道,所述煅烧炉炉体的底部设置有磷石膏煅烧料出口,所述煅烧炉炉体的侧壁上还设有用于敲打煅烧炉炉体内壁附着粉料的一组振动电机,所述煅烧炉炉体的下部设有一进风管道,本实用新型煅烧效率高,通过搅拌机构保证粉料煅烧均匀、不堵料,出料方便,有效提高生产效率,其虽然通过倾斜式的斜坡来对出料进行引导,但是如果出料量过大还是容易造成堵塞的情况,使用时还具有一定的不便性,因此需要设计一种陶瓷原料烧成用煅烧炉。
技术实现要素:
3.为了克服现有技术的上述缺陷,本实用新型提供了一种陶瓷原料烧成用煅烧炉,以解决上述背景技术中存在的问题。
4.本实用新型提供如下技术方案:一种陶瓷原料烧成用煅烧炉,包括:
5.烧成设备主体,所述烧成设备主体包括锻造炉本体、电机和搅拌构件,所述锻造炉本体顶端设置有入料管和排烟管,且底端的两侧设有出料管,所述搅拌构件设置在锻造炉本体内部,且与锻造炉本体底端的电机相连接;
6.辅排机构,所述辅排机构包括安装套,所述安装套连接在锻造炉本体的内表面上,且安装套被搅拌构件所穿过,所述安装套内部的搅拌构件上套接有半齿套,所述半齿套的外侧设置有卡齿套,且卡齿套与半齿套活动连接,所述卡齿套的两侧皆连接有辅排杆,且辅排杆延伸穿过安装套上的通孔;
7.入风机构,所述入风机构嵌入连接在锻造炉本体的一侧,采用半齿套的转动来带动卡齿套进行左右往复移动,从而让辅排杆可以持续对两侧的出料口进行疏通和引导,使得本装置更加不容易产生堵塞的情况,减少了工作人员后期维护的负担。
8.进一步的,所述锻造炉本体的入料管为向上弯折式钢构件,且顶端铰接有盖板。
9.进一步的,所述安装套的两侧皆连接有倾斜块,两个所述倾斜块上皆开设有限位孔,两个所述限位孔与安装套两侧的通孔内径一样,且辅排杆从限位孔中穿过,这样利用限位孔可以对出料进行引导,便于出料工作。
10.进一步的,两个所述辅排杆相互远离的一侧皆连接有辅排板,且辅排板距锻造炉本体的内表面底端的距离至少为两厘米,这样可以提升推料的效果,以及防止卡料。
11.进一步的,所述入风机构包括入风主管,所述入风主管嵌入安装在锻造炉本体的侧面,且入风主管的输入端连接有供风构件,所述入风主管上嵌入连接有弯形辅管,所述弯
形辅管的外侧与锻造炉本体的内表面相连接,且弯形辅管为螺纹状空心钢构件,所述弯形辅管上均匀连接有出风头,采用弯形辅管呈螺旋状的设计,使得出风更加均匀。
12.进一步的,所述弯形辅管的螺旋层数至少为两层,且出风头的开口略微朝下,减少出料口堵塞的情况。
13.本实用新型的技术效果和优点:
14.1.本实用新型通过设有安装套、半齿套、卡齿套和辅排杆,采用半齿套的转动来带动卡齿套进行左右往复移动,从而让辅排杆可以持续对两侧的出料口进行疏通和引导,使得本装置更加不容易产生堵塞的情况,减少了工作人员后期维护的负担。
15.2.本实用新型通过设有入风主管和弯形辅管,采用弯形辅管呈螺旋状的设计,使得出风更加均匀。
附图说明
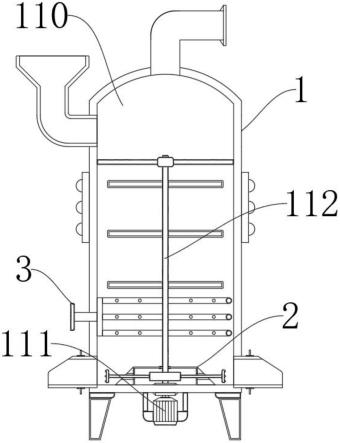
16.图1为本实用新型的整体结构正视剖面示意图。
17.图2为本实用新型的整体结构正面示意图。
18.图3为本实用新型的辅排机构结构正视剖面示意图。
19.图4为本实用新型的辅排机构结构俯视剖面示意图。
20.图5为本实用新型的入风机构结构俯视示意图。
21.附图标记为:1、烧成设备主体;110、锻造炉本体;111、电机;112、搅拌构件;2、辅排机构;210、安装套;211、半齿套;212、卡齿套;213、辅排杆;214、倾斜块;215、限位孔;216、辅排板;3、入风机构;310、入风主管;311、弯形辅管;312、出风头。
具体实施方式
22.下面将结合本实用新型中的附图,对本实用新型中的技术方案进行清楚、完整地描述,另外,在以下的实施方式中记载的各结构的形态只不过是例示,本实用新型所涉及的一种陶瓷原料烧成用煅烧炉并不限定于在以下的实施方式中记载的各结构,在本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施方式都属于本实用新型保护的范围。
23.实施例一:
24.参照图1-4,本实用新型提供了一种陶瓷原料烧成用煅烧炉,包括:
25.烧成设备主体1,烧成设备主体1包括锻造炉本体110、电机111和搅拌构件112,锻造炉本体110顶端设置有入料管和排烟管,且底端的两侧设有出料管,搅拌构件112设置在锻造炉本体110内部,且与锻造炉本体110底端的电机111相连接;
26.辅排机构2,辅排机构2包括安装套210,安装套210连接在锻造炉本体110的内表面上,且安装套210被搅拌构件112所穿过,安装套210内部的搅拌构件112上套接有半齿套211,半齿套211的外侧设置有卡齿套212,且卡齿套212与半齿套211活动连接,卡齿套212的两侧皆连接有辅排杆213,且辅排杆213延伸穿过安装套210上的通孔;
27.入风机构3,入风机构3嵌入连接在锻造炉本体110的一侧,锻造炉本体110的入料管为向上弯折式钢构件,且顶端铰接有盖板,安装套210的两侧皆连接有倾斜块214,两个倾斜块214上皆开设有限位孔215,两个限位孔215与安装套210两侧的通孔内径一样,且辅排
杆213从限位孔215中穿过,两个辅排杆213相互远离的一侧皆连接有辅排板216,且辅排板216距锻造炉本体110的内表面底端的距离至少为两厘米。
28.工作原理:工作时,搅拌构件112的转动会带动半齿套211进行旋转,从而让与之啮合的卡齿套212带着辅排杆213发生左右移动,使得辅排杆213带动两侧的辅排板216移动,对两侧的出料口附近进行疏通工作。
29.实施例二:
30.参照图1和5,实施例二与实施例一的区别在于:入风机构3包括入风主管310,入风主管310嵌入安装在锻造炉本体110的侧面,且入风主管310的输入端连接有供风构件,入风主管310上嵌入连接有弯形辅管311,弯形辅管311的外侧与锻造炉本体110的内表面相连接,且弯形辅管311为螺纹状空心钢构件,弯形辅管311上均匀连接有出风头312,弯形辅管311的螺旋层数至少为两层,且出风头312的开口略微朝下。
31.工作原理:需要进行供风时,启动外置供风设备,让气流从入风主管310到弯形辅管311中,再从出风头312处喷入至锻造炉本体110内部。
32.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
33.其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
34.最后:以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1