自动投料系统的控制方法、控制器和计算机存储介质与流程
本发明涉及投料,尤其是一种自动投料系统的控制方法、控制器和计算机存储介质。
背景技术:
1、在现代工业中,铁是一种重要的金属。对废弃的钢材进行回收熔炼,对实现资源可持续发展、建设资源节约型和环境友好型社会具有重要意义。相关技术中,通常由人工采用夹持工具将待熔炼的物料投入熔炼炉中,利用熔炼炉对物料进行熔炼。人工投料时有高温液体飞溅的风险,安全性较差,且这种投料方式需要较大的劳动强度,生产效率较低。
技术实现思路
1、本发明实施例提供了一种自动投料系统的控制方法、控制器和计算机存储介质,能够通过自动投料系统实现自动投料,提高熔炼的生产效率和生产安全。
2、第一方面,本发明实施例提供了一种自动投料系统的控制方法,包括:所述自动投料系统包括:投料装置,所述投料装置包括底座、支撑架、吊轨和夹持组件,所述底座固定设置于熔炼炉的投料口的一侧,所述支撑架包括相互垂直、固定连接的支撑臂和横臂,所述支撑臂与所述底座固定连接,所述横臂设置于所述投料口的上方,所述夹持组件与设置于所述横臂上的所述吊轨滑动连接;送料装置,固定设置于所述投料口与所述底座之间;红外热成像仪,设置于所述横臂上;雷达测距装置,固定连接于所述横臂上,且位于所述投料口的正上方;
3、所述控制方法包括:
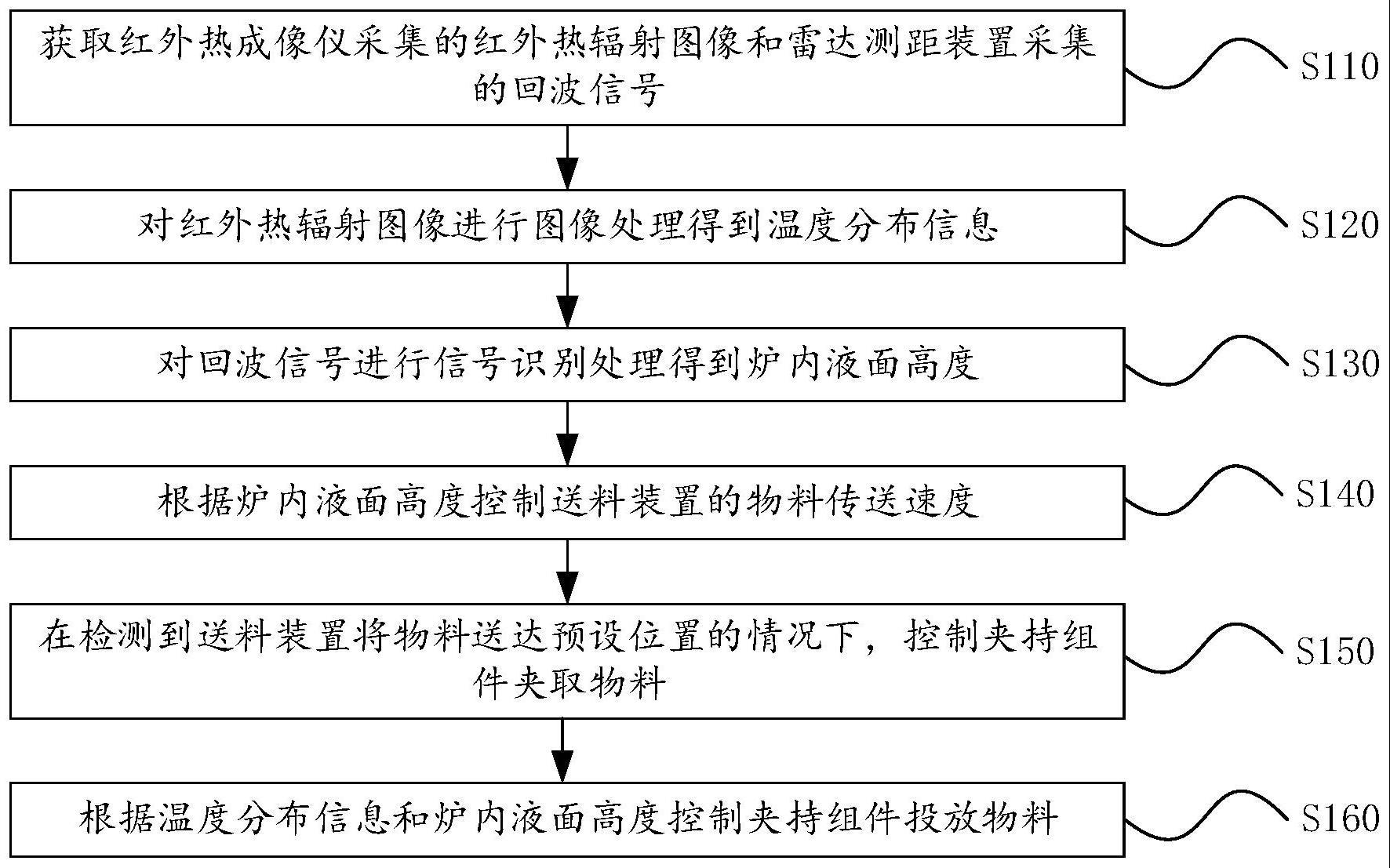
4、获取所述红外热成像仪采集的红外热辐射图像和所述雷达测距装置采集的回波信号;
5、对所述红外热辐射图像进行图像处理得到温度分布信息;
6、对所述回波信号进行信号识别处理得到炉内液面高度;
7、根据所述炉内液面高度控制所述送料装置的物料传送速度;
8、在检测到所述送料装置将物料送达预设位置的情况下,控制所述夹持组件夹取物料;
9、根据所述温度分布信息和所述炉内液面高度控制所述夹持组件投放物料。
10、在一些实施例中,所述根据所述炉内液面高度控制所述送料装置的物料传送速度,包括:
11、在所述炉内液面高度大于预设高度阈值的情况下,减慢所述物料传送速度;
12、在所述炉内液面高度小于预设高度阈值的情况下,加快所述物料传送速度。
13、在一些实施例中,所述夹持组件包括:可伸缩折叠的机械臂和夹具,所述机械臂包括连接端和活动端,所述连接端与所述吊轨滑动连接,所述活动端与所述夹具固定连接,所述夹具用于夹取物料或松开物料;
14、所述根据所述温度分布信息和所述炉内液面高度控制所述夹持组件投放物料,包括:
15、在所述温度分布信息为温度分布均匀的情况下,控制所述夹持组件沿所述吊轨滑动预设移动距离至所述投料口的正上方;
16、获取熔炼炉炉身的第一竖直高度、所述夹具与熔炼炉底面的第二竖直高度;
17、将所述炉内液面高度与预设安全距离相加得到第三竖直高度,所述第三竖直高度用于确定物料投放位置;
18、第二竖直高度减去第三竖直高度得到第一行程;
19、根据所述第一竖直高度和所述第三竖直高度进行判断,确定位置信息,所述位置信息用于指示物料投放位置与所述投料口的相对位置:
20、根据所述位置信息、预设加速度控制所述机械臂的伸长带动所述夹具移动至所述物料投放位置;
21、在所述物料投放位置上控制所述夹具释放物料。
22、在一些实施例中,所述根据所述第一竖直高度和所述第三竖直高度进行判断,确定位置信息,包括:
23、在所述第一竖直高度大于或者等于所述第三竖直高度的情况下,确定第一相对位置信息,所述第一相对位置信息用于指示所述物料投放位置位于所述投料口上方或与所述投料口平齐;
24、在所述第一竖直高度小于所述第三竖直高度的情况下,确定第二相对位置信息,所述第二相对位置信息用于指示所述物料投放位置位于所述投料口下方。
25、在一些实施例中,在所述位置信息为所述第一相对位置信息的情况下,所述根据所述位置信息、预设加速度控制所述机械臂的伸长带动所述夹具移动至所述物料投放位置,包括:
26、根据所述第一相对位置信息,根据预设加速度控制所述机械臂的活动端以匀加速方式伸长至所述第一行程的第一中点位置;
27、从所述第一中点位置,根据预设加速度控制所述机械臂的活动端以匀减速方式伸长至所述物料投放位置,以带动所述夹具移动至所述物料投放位置。
28、在一些实施例中,在所述位置信息为所述第二相对位置信息的情况下,所述根据所述位置信息、预设加速度控制所述机械臂的伸长带动所述夹具移动至所述物料投放位置,还包括:
29、根据所述第二相对位置信息,将所述第二竖直高度减去所述第一竖直高度得到第二行程、所述第二行程为所述夹具与所述投料口所在水平面之间的竖直距离;
30、将所述第一竖直高度减去所述炉内液面高度得到第三行程,所述第三行程为所述投料口与炉内液面的高度差;
31、根据预设加速度控制所述机械臂的活动端以匀加速方式伸长至所述第二行程的第二中点位置;
32、从所述第二中点位置,根据预设加速度控制所述机械臂的活动端以匀减速方式伸长至所述投料口;
33、从所述投料口,根据预设加速度控制所述机械臂的活动端以匀加速方式伸长至所述第三行程的第三中点位置;
34、从所述第三中点位置,根据预设加速度控制所述机械臂的活动端以匀减速方式伸长至物料投放位置,以带动所述夹具移动至所述物料投放位置。
35、在一些实施例中,所述自动投料系统还包括:固定连接于所述支撑臂上的摄像装置,所述摄像装置用于监控所述投料口采集目标区域图像;
36、在所述位置信息为所述第一相对位置信息的情况下,所述在所述物料投放位置上控制所述夹具释放物料包括:
37、获取所述摄像装置采集的目标区域图像,所述采集目标区域图像用于显示所述投料口情况;
38、基于预设基准图像对所述目标区域图像进行图像识别处理,在识别到物料与所述投料口对准的情况下,控制所述夹具释放物料投入熔炼炉中。
39、在一些实施例中,所述自动投料系统还包括:设置于所述夹具上的称重装置;
40、所述控制方法还包括:
41、获取所述称重装置采集的物料重量数据;
42、在控制所述夹具投放物料的同时进行计数计时处理,得到累计投放次数和每次投放的投放时刻;
43、根据所述物料重量数据、所述投放时刻和所述累计投放次数进行数据处理,得到物料投放记录信息。
44、第二方面,本发明实施例提供了一种控制器,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如第一方面所述的自动投料系统的控制方法。
45、第三方面,本发明实施例提供了一种计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于被处理器执行时实现如第一方面所述的自动投料系统的控制方法。
46、本发明实施例包括:自动投料系统包括:投料装置、送料装置、红外热成像仪和雷达测距装置,其中,投料装置包括底座、支撑架、吊轨和夹持组件,底座固定设置于熔炼炉的投料口的一侧,支撑架包括相互垂直、固定连接的支撑臂和横臂,支撑臂与底座固定连接,横臂设置于投料口的上方,夹持组件与设置于横臂上的吊轨滑动连接;送料装置,固定设置于投料口与底座之间;设置于横臂上的红外热成像仪;雷达测距装置,固定连接于横臂上,且位于投料口的正上方;通过利用该自动投料系统,在获取红外热成像仪采集的红外热辐射图像和雷达测距装置采集的回波信号之后,对红外热辐射图像进行图像处理得到温度分布信息,对回波信号进行信号识别处理得到炉内液面高度,而后根据炉内液面高度控制送料装置的物料传送速度;接着在检测到送料装置将物料送达预设位置的情况下,控制夹持组件夹取物料;最后根据温度分布信息和炉内液面高度控制夹持组件投放物料,实现自动投料,降低了人力成本,提高了生产安全。即是说,本发明实施例能够通过自动投料系统实现自动投料,提高熔炼的生产效率和生产安全。
47、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
- 还没有人留言评论。精彩留言会获得点赞!