由装定器和底板构成的烧制夹具的制作方法
本技术涉及由装定器和底板构成的烧制夹具。本技术更具体地讲,涉及由装定器和载置该装定器的底板构成、能够有效地防止装定器的滑动的烧制夹具。
背景技术:
1、在将陶瓷制的电子零件或玻璃烧制时,一般将被烧制物载置到也被称作搁板等的陶瓷片的装定器上进行烧制。在使用这样的装定器的烧制工艺中,要求将许多个被烧制物同时烧制的较高的生产效率。因此,使用在烧制用的底板或被称作烧制用架等的部件上载置有装定器的烧制夹具,以将多个装定器以规定间隔层叠的多级堆叠体的形态进行烧制。
2、作为与陶瓷制装定器有关的以往的技术,例如已知有通过由以氮化铝为主成分的陶瓷制作并且拥有将表背面贯通的许多个孔的多孔板构成的加热成型加工用装定器,以及在载置被烧制物的表面侧及背面侧至少被赋予凹凸形状并且形成有开口部的陶瓷烧制用窑工具板等。此外,作为用来防止在进行被烧制物的急速的加热及冷却时在装定器上发生破裂等的技术,公开了作为具有陶瓷制的多个第1线条部以及与其交叉的陶瓷制的多个第2线条部的陶瓷栅格体、第1线条部和第2线条部具有特定的接触形态的结构(作为一例参照专利文献1)。
3、另一方面,作为被称作底板等的烧制夹具,例如公开了一种烧制夹具,其特征在于,具备在中央侧具有中空部的框体以及架设在框体的中空部上并在中空部相互交叉的多个桥接部,框体和桥接部被一体成型。据报告,通过该烧制夹具,陶瓷制品的烧制进行的制造的生产性提高。
4、此外,作为其他的被称作底板等的烧制夹具,在专利文献2中公开了一种烧制用架,是构成为配置积载被烧制物的平板状装定器的烧制用架,具备:框体,在表面上配置平板状装定器并且具有开口部;柱部,穿过框体的中心并在框体间延伸;多个围绕部,被框体和柱部包围;以及多个副柱部,从围绕部的中心朝向框体或柱部延伸。据报告,通过该烧制用架,能够减少积载的平板状装定器的面内温度分布的不匀。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2018-193274号公报
8、专利文献2:国际公开2021/033375号
技术实现思路
1、实用新型要解决的课题
2、这样的陶瓷制装定器和底板(烧制用架)如图1所例示那样,在烧制时,在将装定器载置于各个底板之上、进而将被烧制物配设于各个装定器之上的状态下层叠为多级堆叠体的情况较多。在图1中,s是装定器,p是以多级堆叠体层叠的底板,c是被烧制物,通过在各个底板上载置装定器、在其上配设被烧制物,将作为多级堆叠体的烧制夹具的m提供给烧制工艺。也有需要将被作为多级堆叠体层叠的陶瓷制装定器与底板的组合以该多级堆叠体的状态的原状保管进而输送的情况。在这样的层叠操作时或以多级堆叠体的状态的原状输送时,如果因为稍稍的斜度或振动(即水平方向或上下方向的动作)而装定器在底板上滑动,则也不能维持配设于其上的被烧制物的稳定性,有可能带来被烧制物的变形、破损、烧制的不良状况、电子零件等的微细的被烧制物从装定器掉落等。因此,在陶瓷制装定器与底板的组合的层叠操作时或这些多级堆叠体状态下的输送时,要求装定器在底板上不容易地滑动的良好的操纵性。但是,到目前为止还没有开发出能够充分地防止这样的滑动的技术。
3、因而,本实用新型要解决的课题是提供一种烧制夹具,所述烧制夹具是由陶瓷制装定器与底板的组合构成的烧制夹具,在它们的层叠操作时或多级堆叠体状态下的输送时,具有不会因为稍稍的斜度或振动(水平方向或上下方向的动作)而装定器在底板上容易地滑动那样的良好的操纵性。
4、用来解决课题的手段
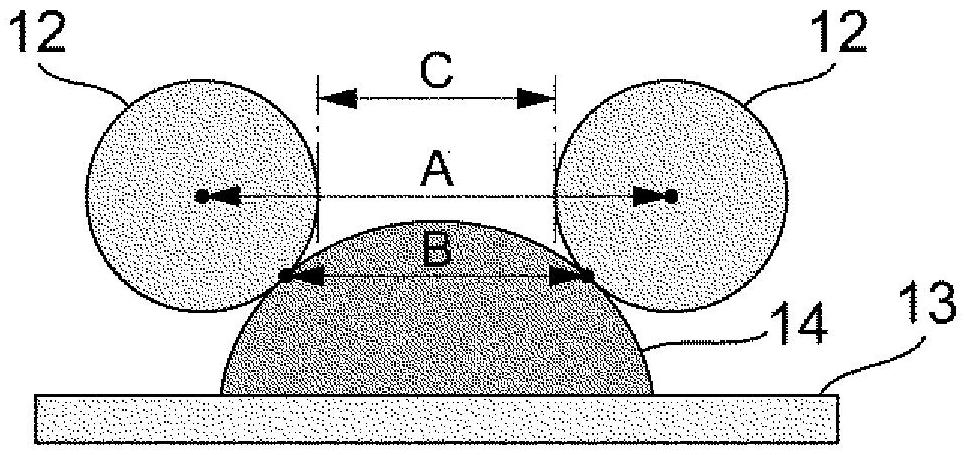
5、本实用新型的发明人进行了专门研究,结果发现,在由在至少一部分上包括所谓的网状的部位的作为陶瓷片的装定器和载置该装定器的底板构成的烧制夹具中,通过在底板的载置上述装定器的一侧的面上的与网状部位对置的规定的区域中以与当装定器被载置于底板时相邻的第1线条部分别同时接触并将其卡合的方式设置至少1个卡合突片,并且在包括该接触部位的第1线条部层的规定的区域中设计为,使得相邻的第1线条部的中心间的平均垂直距离a比卡合突片与相邻的第1线条部的接触点间的平均距离b大,成为卡合突片被以进入到相邻的第1线条部之间的方式配置,由此,装定器的底板上的移动被有效地限制,能够充分地防止装定器的底板上的滑动,进而作为陶瓷制品的烧制夹具的操纵性大幅地提高,完成了有关本实用新型的烧制夹具。
6、因而,本实用新型的典型的一技术方案是以下这样的:
7、一种烧制夹具,是由装定器和载置该装定器的底板构成的烧制夹具,上述装定器是在至少一部分中包括网状部位的陶瓷片,这里,上述网状部位是包括第1线条部层及第2线条部层、一体地形成了上述第1线条部层和上述第2线条部层的部位,所述第1线条部层由以给出的间隔配置的各条在一方向上延伸的多条第1线条部构成,所述第2线条部层由以与上述第1线条部的各条之上相接并与其交叉的方式以给出的间隔配置的各条在一方向上延伸的多条第2线条部构成;
8、(1)在上述底板的载置上述装定器的一侧的面上的与上述网状部位对置的规定的区域中,设有用来将上述装定器卡合的至少1个卡合突片;
9、(2)被形成为,使得当上述装定器被载置在上述底板上时,上述卡合突片的一部分或全部与相邻的上述第1线条部分别同时接触;
10、(3)在包括该接触部位的上述第1线条部层的规定的区域中,当设相邻的上述第1线条部的中心间的平均垂直距离为a,设上述卡合突片与相邻的上述第1线条部的接触点间的平均距离为b时,满足a>b的关系。
11、所述的烧制夹具,其特征还在于,
12、(1a)在上述底板的载置上述装定器的一侧的面上的与上述网状部位对置的规定的区域中,设有用来将上述装定器卡合的多个卡合突片;
13、(2a)被形成为,使得当上述装定器被载置在上述底板上时,上述卡合突片的全部与相邻的上述第1线条部分别同时接触;
14、(3a)在该接触部位的全部中,当设相邻的上述第1线条部的中心间的垂直距离为ax,设上述卡合突片与相邻的上述第1线条部的接触点间的距离为bx时,满足ax>bx的关系。
15、所述的烧制夹具,其特征还在于,
16、在上述底板的载置上述装定器的一侧的面上的与上述网状部位对置的规定的区域中,以大致直线状以规定的间隔设有用来将上述装定器卡合的多个卡合突片;
17、当上述装定器被载置在上述底板上时,在包括上述接触部位的上述第1线条部层的规定的区域中,当设相邻的上述第1线条部的中心间的平均垂直距离为a,设相邻的上述卡合突片的顶部中央点间的与上述a同方向上的距离的平均为e时,满足e≥0.95a的关系。
18、所述的烧制夹具,其特征还在于,
19、满足e=ya的关系,其中,e及a遵循上述的定义,y是1以上的整数n或0.95n≤y<n、n<y≤1.05n的范围内的非整数。
20、所述的烧制夹具,其特征还在于,
21、满足e=ya的关系,其中,e及a遵循上述的定义,y是0.95n≤y<n或n<y≤1.05n的范围外的非整数,n是1以上的整数。
22、所述的烧制夹具,其特征还在于,
23、在上述底板的载置上述装定器的一侧的面上的与上述网状部位对置的规定的区域中,设有用来将上述装定器卡合的3个或4个以上的卡合突片,其中的至少3个卡合突片以大致直线状以规定的间隔形成。
24、所述的烧制夹具,其特征还在于,
25、被形成为大致直线状的上述至少3个卡合突片的上述规定的间隔在至少一部分中不是大致等间隔。
26、所述的烧制夹具,其特征还在于,
27、在上述底板的载置上述装定器的一侧的面上的与上述网状部位对置的规定的多个区域的各自中,设有用来将上述装定器卡合的至少1个卡合突片;
28、上述卡合突片被配置为,使得当上述装定器被载置在上述底板上时,上述底板的多个区域分别与上述装定器的周缘附近对应。
29、所述的烧制夹具,其特征还在于,
30、上述卡合突片的形状是大致半球状、大致半椭圆体状、大致圆锥状、大致圆锥台状、对顶部周缘部赋予了曲面的大致角柱状或它们的组合。
31、实用新型的效果
32、根据由有关本实用新型的装定器和载置它的底板构成的烧制夹具,通过相邻的第1线条部的中心间的平均垂直距离a比卡合突片与相邻的第1线条部的接触点间的平均距离b大,成为卡合突片被以进入到相邻的第1线条部之间的方式配置,能够有效地限制装定器的底板上的移动。结果,能够充分防止装定器的底板上的滑动,作为陶瓷制品的烧制夹具的操纵性能够大幅地提高。
- 还没有人留言评论。精彩留言会获得点赞!