一种高效全自动钒氮合金双推板窑炉的制作方法
本发明一般涉及窑炉设备,具体涉及一种高效全自动钒氮合金双推板窑炉。
背景技术:
1、钒氮合金作为一种新型钢铁添加剂,可替代钒铁用于微合金化钢的生产,可大大提高钢的强度、韧性、延展性、抗热疲劳性等综合性能。可在成本较低的情况下促使钢产品升级换代,在实际应用中提高建筑物及其制品的安全性,减少钢材用量、节约建筑成本。可以说,钒氮合金在钢铁工业中的应用越来约普遍。
2、目前,生产钒氮合金的推板窑炉大多采用单返单进的推进系统或者双返双进的推进系统,但是,在进行烘干操作时,由于单返单进的推进系统中外循环是单板结构,导致副窑中的坩埚加热面积受限制且烘干时间较长,影响产品产量且增大生产成本;另外,双返双进的推进系统中外循环是双板结构,虽增大了副窑中的坩埚加热面积,但增加了坩埚的使用量,也会增大生产成本,所以现有的推进系统均存在生产成本与生产设备使用量、产品质量无法平衡的问题。因此,我们提出一种高效全自动钒氮合金双推板窑炉用以解决上述问题。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种提高成品质量与产量,降低生产成本的高效全自动钒氮合金双推板窑炉。
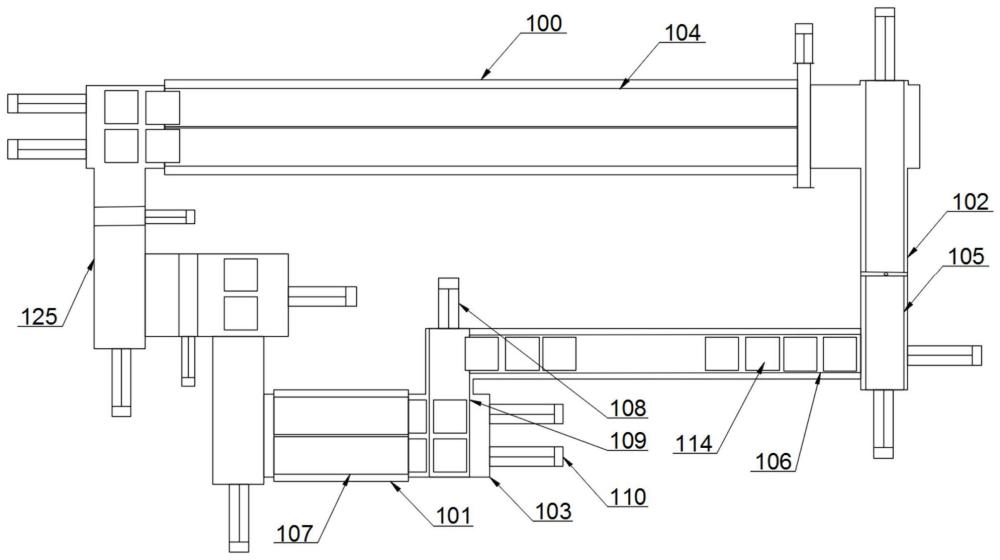
2、本发明提供一种高效全自动钒氮合金双推板窑炉,包括:
3、主窑,所述主窑内设有沿第一方向延伸的两组第一输送通道,所述第一输送通道用于并行输送两组待加工物料;
4、副窑,所述副窑内设有沿第一方向延伸的两组第四输送通道,所述第四输送通道用于并行输送两组待加工物料;所述第四输送通道与所述第一输送通道的方向相逆;
5、所述窑炉还包括:
6、传输机构,所述传输机构包括用于沿第二方向延伸的一组第二输送通道,所述第二输送通道用于承接所述第一输送通道输出的待加工物料,并使其沿第二方向依序逐个输送;所述传输机构还包括用于沿第一方向延伸的第三输送通道,所述第三输送通道用于承接所述第二输送通道输出的待加工物料,并使其沿第一方向依次逐个输送;所述第二方向与所述第一方向垂直设置;
7、转送平台,所述转送平台用于承接所述第三输送通道输出的待加工物料,并使毎两组待加工物料同时进入两组第四输送通道。
8、根据本发明提供的技术方案,所述转送平台包括:
9、推进机构,所述推进机构包括:第一驱动件和转送件;所述转送件用于承载所述第三输送通道输出的待加工物料;所述第一驱动件的第一驱动部与所述转送件连接,用于带动所述转送件沿所述第二方向移动,以使每次承接两组待加工物料;
10、所述推进机构还包括:推送件,所述推送件和所述转送件相邻且远离所述副窑设置;所述推送件具有两个和两组所述第四输送通道一一对应设置的推送部,两个推送部用于同时向两组第四输送通道推送待加工物料。
11、根据本发明提供的技术方案,所述转送件表面开设有安装槽;
12、所述转送平台还包括:
13、纠偏机构,所述纠偏机构设置在所述安装槽内;所述纠偏机构包括:第二驱动件和调整板;所述调整板的横截面积小于所述安装槽槽口的横截面积;所述第二驱动件的第二驱动部与所述调整板连接,用于带动所述调整板沿所述第二方向移动,进而带动所述转送件表面的待加工物料沿所述第二方向移动;
14、第一控制单元,所述第一控制单元与所述第一驱动件、所述推送件、所述第二驱动件通信连接,所述第一控制单元用于根据所述第一驱动件将待加工物料移送的位置,控制所述推送部与所述第二驱动件的启停。
15、根据本发明提供的技术方案,所述第一控制单元包括:
16、图像采集模块,所述图像采集模块设置在所述转送件的上方,所述图像采集模块的采集端朝向所述转送件,用于实时采集第一图片;
17、第一处理模块,所述第一处理模块用于将所述第一图片输入至第一模型,得到位置结果;所述位置结果为位置对正或者位置偏移;
18、执行模块,所述执行模块用于根据所述位置结果,生成第一控制信号,并发送至所述第一驱动件,以控制所述推送部与所述第二驱动件的启停。
19、根据本发明提供的技术方案,所述第一控制单元还包括:
20、碰撞检测模块,所述碰撞检测模块设置在所述副窑上,所述碰撞检测模块用于在所述位置结果为位置对正时,检测待加工物料和所述副窑窑口是否会发生碰撞,并将检测信息发送至所述第一处理模块;
21、所述第一处理模块还用于分析检测信息,得到检测结果;
22、所述执行模块还用于根据所述检测结果,生成第二控制信号,并发送至所述第二驱动件,以控制所述推送部与所述第二驱动件的启停。
23、根据本发明提供的技术方案,所述窑炉还包括:
24、第二控制单元,所述第二控制单元与所述副窑通信连接;所述第二控制单元用于调用烘干参数数据库,并在所述烘干参数数据库中查询与待加工物料的编码、数量完全一致的物料所对应的烘干时长和抽检水分含量比;所述烘干参数数据库至少包括:物料编码以及对应的物料数量、烘干时长和抽检水分含量比;
25、所述第二控制单元还用于判断所述抽检水分含量比是否达标,若达标,则将当前的烘干时长作为待加工物料的最终烘干时长,若不达标,则调整烘干时长,并将调整后的烘干时长作为待加工物料的最终烘干时长。
26、根据本发明提供的技术方案,所述窑炉还包括:多组承载件,所述承载件用于盛放待加工物料;
27、所述承载件包括:
28、底板,所述底板上设有沿顺时针方向依次连接的第一侧板、第二侧板、第三侧板和第四侧板;
29、所述第二侧板和所述第四侧板上开设有多个透气孔道;
30、所述底板、第一侧板、第二侧板、第三侧板和第四侧板共同形成容纳空间,用于盛放待加工物料。
31、根据本发明提供的技术方案,所述窑炉还包括:抽检单元;
32、所述抽检单元用于随机选取至少三组承载件,作为抽检对象;
33、所述抽检单元还用于为每组所述抽检对象构建抽检坐标系,并利用筛选框在所述抽检坐标系中选取抽检区域;
34、所述抽检单元还用于在所述抽检区域选取至少三个坐标位置,并计算每个所述坐标位置与所述抽检坐标系原点之间的第一距离,以及每个所述坐标位置处的至少三个待加工物料的水分含量比;
35、所述抽检单元还用于根据所述水分含量比与所述第一距离,构建抽检曲线图;
36、所述抽检单元还用于分析所述抽检曲线图,得到烘干效果;所述烘干效果为均匀烘干或者非均匀烘干。
37、根据本发明提供的技术方案,所述窑炉还包括:裂纹检测单元;
38、所述裂纹检测单元用于获取由所述副窑输出所有物料时的物料图片;
39、所述裂纹检测单元还用于识别并标记所述物料图片上的裂纹区域;
40、所述裂纹检测单元还用于获取裂纹区域在副窑内的位置;
41、所述裂纹检测单元还用于根据裂纹区域的裂纹程度,调用烘干参数数据库,调整与当前物料的裂纹区域在副窑内的位置、编码、数量、时长和水分含量比完全一致的物料所对应的烘干强度;所述烘干参数数据库还包括与物料编码、物料数量、烘干时长和抽检水分含量比对应的烘干位置和烘干强度。
42、根据本发明提供的技术方案,所述主窑与排气系统密封连接。
43、综上所述,本发明公开一种高效全自动钒氮合金双推板窑炉的具体结构。本发明通过在主窑内设有沿第一方向延伸的两组第一输送通道,以及在副窑内设有沿第一方向延伸的两组第四输送通道,第四输送通道与所述第一输送通道的方向相逆;进一步地,还设计了传输机构以及转送平台,传输机构包括用于沿第二方向延伸的一组第二输送通道,以及,用于沿第一方向延伸的第三输送通道;利用转送平台承接所述第三输送通道输出的待加工物料,并使毎两组待加工物料同时进入两组第四输送通道。
44、本发明使用第二输送通道、第三输送通道依次承接两组第一输送通道上的两组待加工物料,并依序逐个输送,再通过转送平台承接第三输送通道输出的待加工物料,并将每两组待加工物料同时输送到两组第四输送通道。即,将主窑和副窑之间的物料输送结构设计为单输送、双推入的形式,在不改变窑炉整体的物料传输总数量的前提下,增大了副窑内物料的烘干质量和效率,使得生产成本与生产设备使用量、产品质量达到平衡状态,即实现降本增效的目的。
- 还没有人留言评论。精彩留言会获得点赞!