一种红外线模具炉及铝型材加工用模具的加热方法与流程
本发明涉及模具炉,具体为一种红外线模具炉及铝型材加工用模具的加热方法。
背景技术:
1、红外线模具炉的结构包括炉体、保温层、加热线圈、风机、电热管和吸附板,利用线圈感应加热或电热丝产生的红外线辐射热量,热量通过红外线辐射板传递给模具,模具吸收电磁能并将其转换为热能,从而实现快速加热;铝型材一般采用模具冲压加工的方法进行生产,为了保证冲压效果,铝型材的冲压模具在使用之前通常需要进行预热处理,预热后的冲压模具会使待加工铝型材受热变软,从而便于铝型材的成型。
2、中国专利cn219797904u公开了一种便于填装模具的红外线模具加热炉,通过设置多组抽屉式设计,能够增加模具的使用数量。
3、但是,现有技术中,模具加热完成从模具炉中取出时,需要将料车上摆放的模具取下后再放入待加热的模具,由于模具表面的温度过高,需要使用特制的耐高温夹具或隔热手套取下模具,取下模具时需要花费较多的时间,从而造成模具炉炉门打开的时间较长,炉门打开时间过长会导致热量损失较大,而上述装置中缺乏快速更换模具的设计,因此,提出一种能够快速取出完成加热的模具并将待加热模具放入的红外线模具炉。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种红外线模具炉及铝型材加工用模具的加热方法,具备快速更换模具减少炉门打开时间的优点,解决了上述背景技术中提到的问题。
3、(二)技术方案
4、为解决上述技术问题,本发明提供如下技术方案:
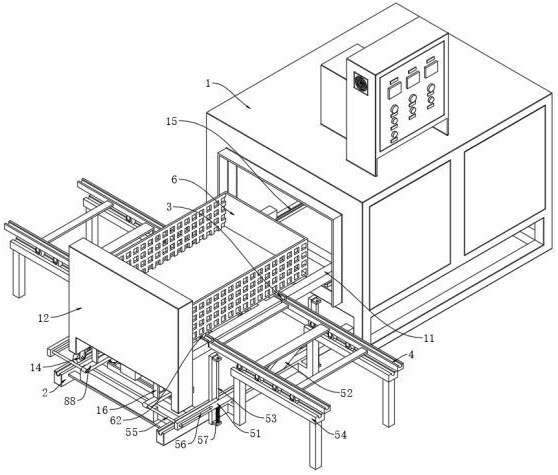
5、一种红外线模具炉,包括炉体、开合轨道、支撑架、炉门和模具框,所述开合轨道设置在炉体的前侧,所述支撑架的一端在炉体的内部进出,所述炉门固定安装在支撑架的另一端,且炉门的下端安装在开合轨道上,所述支撑架上安装有固定轨道,所述开合轨道的侧边设置有滑动轨道,所述模具框在滑动轨道和固定轨道之间移动;
6、所述开合轨道和滑动轨道之间设置有靠轨机构,所述靠轨机构包括竖直滑块和转板,所述竖直滑块沿竖直方向滑动,所述转板的两端分别与滑动轨道和竖直滑块转动连接,所述竖直滑块向下滑动时,转板拉动滑动轨道与固定轨道的一端贴靠,所述竖直滑块向上滑动时,转板推动滑动轨道远离固定轨道;
7、所述支撑架上还设置有自锁机构,所述自锁机构包括滑动插板,所述滑动插板在支撑架上竖直滑动,且滑动插板的上端与模具框的底部配合插接;
8、所述开合轨道远离炉体的一端转动设置有控制机构,所述控制机构包括挤压控制杆,所述挤压控制杆转动安装在开合轨道上,所述炉门远离炉体时推动挤压控制杆旋转,使得挤压控制杆拉动竖直滑块和滑动插板向下滑动,所述炉门远离挤压控制杆时,挤压控制杆转动复位,推动竖直滑块和滑动插板向上滑动。
9、优选地,所述控制机构还包括转动座、不完全齿轮、滑动齿条、复位弹簧、拉板、挡板和导杆,所述转动座固定安装在开合轨道上,所述挤压控制杆转动安装在转动座上,所述不完全齿轮固定安装在挤压控制杆的外侧面,且不完全齿轮的圆心与挤压控制杆的转动轴心共线,所述滑动齿条与不完全齿轮啮合连接,所述拉板和挡板分别固定安装在滑动齿条的两端,所述导杆的两端分别与拉板和挡板固定连接,且导杆贯穿转动座并与转动座滑动连接,所述复位弹簧套设在导杆上,且复位弹簧的两端分别与转动座和拉板固定连接;
10、所述挤压控制杆的形状为l形,所述挤压控制杆的两端以其转动轴心为间隔分别设置为受压偏转杆和从动压杆,所述炉门的下端固定安装有推块,所述推块的下端接近挤压控制杆的转动轴心,所述从动压杆的长度大于挤压控制杆的转动轴心到炉门下端的距离。
11、优选地,所述靠轨机构还包括导轨和支撑轨道,所述导轨和支撑轨道均固定安装在开合轨道的侧边,且导轨和支撑轨道均与炉门之间存在间隔,所述竖直滑块滑动安装在导轨上,所述滑动轨道的下端安装有滚动轮,所述滚动轮与支撑轨道的上表面滚动连接。
12、优选地,所述受压偏转杆远离从动压杆的一端固定安装有延长杆,所述竖直滑块远离炉体的一端开设有水平滑孔,所述延长杆滑动安装在水平滑孔的内部。
13、优选地,所述导轨上还设置有助力弹簧,所述助力弹簧的上端与竖直滑块的下表面固定连接,且助力弹簧的下端与导轨固定连接。
14、优选地,所述自锁机构还包括水平滑杆、连接块、固定滑套和转动板,所述水平滑杆滑动安装在支撑架的底部,所述连接块固定安装在水平滑杆的表面,所述固定滑套固定安装在支撑架的内侧壁,所述滑动插板滑动安装在固定滑套的内部,所述转动板的两端分别与连接块和滑动插板转动连接,所述模具框的下表面固定设置有插槽,所述插槽与滑动插板配合插接,所述开合轨道的一侧还固定安装有挡块,所述挡块与水平状态下的受压偏转杆的下表面抵接。
15、优选地,所述支撑架的底部固定安装有连接片,所述水平滑杆的一端与连接片滑动连接,且水平滑杆的一端固定安装有限位块,所述限位块和连接片之间固定安装有伸缩弹簧。
16、优选地,所述炉体的内底部固定安装有炉内轨道,所述支撑架远离炉门一端的下表面安装有支架移动轮,所述支架移动轮滚动安装在炉内轨道上,所述炉门的底部安装有支撑轮,所述支撑轮滚动安装在开合轨道上,所述模具框的下表面固定安装有框架移动轮,所述框架移动轮与固定轨道和滑动轨道滚动适配。
17、优选地,所述炉体的底部固定安装有气缸,所述气缸的驱动端与炉门的下表面固定连接。
18、本发明还公开了一种铝型材加工用模具的加热方法,具体步骤为:
19、将待加热的铝型材加工用模具放置到一侧的滑动轨道上的模具框中;
20、控制炉门打开并远离炉体,带动放置在固定轨道上的模具框完全从炉体的内部脱出,炉门完全打开后推动固定轨道上的模具框移动到另一侧的滑动轨道上;
21、将放置在一侧的滑动轨道上的模具框推动到固定轨道上;
22、关闭炉门,启动炉体内部的红外线加热结构对固定轨道上的模具框中的铝型材加工用模具进行加热。
23、(三)有益效果
24、与现有技术相比,本发明提供了一种红外线模具炉及铝型材加工用模具的加热方法,具备以下有益效果:
25、1、该红外线模具炉,通过在支撑架上设置固定轨道,与设置在炉体一侧的滑动轨道相互配合,当铝型材加工用模具在模具炉的内部加热完成后,能够直接将模具框移动到滑动轨道上,并将滑动轨道上提前放置好待加热模具的模具框推动到固定轨道上,提高更换模具进行加热的速度,从而减少炉门打开的时间,达到减少热量损失的目的。
26、2、该红外线模具炉,通过设置靠轨机构来驱动滑动轨道移动,配合挤压控制杆受到炉门开合的控制,只有当炉门远离炉体并移动到滑动轨道的另一侧时,滑动轨道才会移动靠近固定轨道,避免滑动轨道对炉门的移动造成阻碍,通过设置自锁机构,只有炉门与炉体之间的距离在一定的范围之内时,滑动插板才会向上移动对放置到固定轨道上的模具框进行固定,使得滑动轨道与固定轨道接轨时自锁机构不会阻碍固定轨道上放置的模具框移动。
27、3、该红外线模具炉,通过设置转动座、不完全齿轮、滑动齿条和复位弹簧,当炉门远离挤压控制杆时,在复位弹簧的拉力作用下,滑动齿条推动不完全齿轮转动,使得挤压控制杆反转复位,推动竖直滑块向上移动,从而使得滑动轨道远离固定轨道,不会对炉门靠近炉体造成干扰,同时,由于水平滑杆、连接块、固定滑套、转动板和伸缩弹簧的设置,当炉门远离挤压控制杆时,伸缩弹簧缩短,水平滑杆推动转动板转动,使得滑动插板向上移动插入插槽对模具框进行固定。
- 还没有人留言评论。精彩留言会获得点赞!