一种采用新型压制金属丝网强化换热的回热器
1.本发明属于低温回热器技术领域,尤其是涉及一种采用新型压制金属丝网强化换热的回热器。
背景技术:
2.在回热式低温制冷机当中回热器是一个极其关键的元件,回热器两端有很大的温差,冷热氦气流交替从不同方向经过回热器,与回热器中的回热填料进行热交换,回热填料在此过程中蓄冷,最终实现制冷机的制冷。以斯特林制冷机和脉管制冷机为代表的低温回热式制冷机在回热器的冷量损失通常占整机所有损失的50%以上,而回热损失又是回热器各项损失中占比最大的一部分。理论上回热填料比热容越大,回热损失越小,因此需要重点关注回热填料的比热容。
3.公开号为cn104654676a的中国专利文献公开了—种纳米涂层金属丝网回热器填料,利用纳米涂层比热容高的优点,在普通不锈钢丝网上形成纳米涂层可以提高回热器填料的热容,最终提高低温制冷机的制冷效率。
4.公开号为cn101799229a的中国专利文献公开了一种轴向填料和径向填料混合填充的回热器结构,采用的是常规金属丝网材料,但由于回热器结构减小了流动阻力损失,因此提高了制冷机制冷效率。
5.常规回热器填料一般是普通金属丝网,如不锈钢丝网、磷青铜丝网等,但是由于低温下两者比热容快速下降,导致低温下回热器的效率并不高,从而影响制冷机的制冷效率。对于一种填料材料目数、孔隙率等进行优化或者不同常规材料进行混合搭配,可以在一定程度上提高低温下的回热性能。深低温下希望丝网填料丝径小且孔隙率低,具有较大传热比表面积,一般方法是提高丝网目数。但是由于目前加工方法能力和丝网强度的限制,现有的可用于低温下的产品型金属丝网丝径为18
‑
45μm,目数为300
‑
635目,孔隙率0.4~0.7,无法实现更高的目数以达到更小的孔隙率。因此,为了通过降低丝网孔隙率来增大丝网填料的比表面积,需要寻求新的填料结构。
技术实现要素:
6.针对常规不锈钢丝网等回热填料低温下回热效率低、丝网目数无法进一步提高的问题,本发明提供了一种采用新型压制金属丝网强化换热的回热器,能够提高回热器整体比热容,减小回热损失,从而提高低温制冷机的制冷性能。
7.一种采用新型压制金属丝网强化换热的回热器,所述的回热器在低温段区域内紧密填充有多个压制金属丝网片,所述的压制金属丝网片采用压薄的金属丝网结构,所述压制金属丝网片中每根金属丝的宽度为20~60μm,厚度为10~25μm。
8.本发明将普通金属丝网压薄并制成规则片状,填入回热器中作为回热填料,压制丝网孔隙率更小,厚度更小,比表面积更大,且相同长度回热器可以填更多片,因此能够提高回热器整体比热容,减小回热损失,从而提高低温制冷机的制冷性能。
9.本发明中,所述的压制金属丝网片可通过滚圆机或其他外力挤压方式将金属丝网压薄后制成,所述金属丝网中每根金属丝的直径为15~45μm。
10.进一步地,采用滚圆机将将金属丝网压薄,由此制成的金属丝网片孔隙率更小、比表面积更大。
11.进一步地,所述的压制金属丝网片可以为平织或斜织,每平方英寸目数为250、270、280、300、325、350、363、370、400、500、600或635目等常见目数。
12.进一步地,所述的压制金属丝网片为圆形或环形,分别用于圆形或环形的回热器。圆形或环形的压制金属丝网片直径为8~35mm。
13.进一步地,所述压制金属丝网片的金属丝采用不锈钢丝、磷青铜丝、铜丝或表面镀层的金属丝。
14.进一步地,所述的压制金属丝网片填装入回热器低温段的薄壁管内,紧密堆叠压实,形成的回热器填料工作温区在6
‑
50k范围内。
15.与现有技术相比,本发明具有以下有益效果:
16.本发明压制金属丝网回热器填料孔隙率更小,比表面积更大,厚度更薄,相同回热器长度相比普通金属丝网所填片数更多,提高了回热器填料整体比热容,减小回热损失,从而提高低温制冷机制冷效率。
附图说明
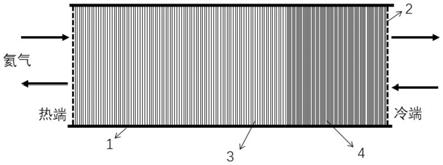
17.图1为本发明回热器填料装配完成后的剖面示意图;
18.图2为金属丝网压制前后的微观结构变化图;
19.图3为本发明实施例中压制金属丝网片的电镜图(500目平织);
20.图4为本发明压制金属丝网回热器填料与普通不锈钢丝网性能对比图。
21.图中:1
‑
回热器管壁,2
‑
硬质丝网,3
‑
普通金属丝网,4
‑
压制金属丝网片。
具体实施方式
22.下面结合附图和实施例对本发明做进一步详细描述,需要指出的是,以下所述实施例旨在便于对本发明的理解,而对其不起任何限定作用。
23.如图1所示,为压制金属丝网回热器填料装配完成后回热器剖面示意图,显示了压制金属丝网片在回热器中的装配,包括回热器管壁1和硬质丝网2。回热器管壁1内部在靠近热端区域装填普通金属丝网3,填装温区50k以上,靠近冷端区域(低温段区域)装填压制金属丝网片4,填装温区6~50k,安装完毕后,热端和冷端均通过不锈钢的硬质丝网2卡牢。
24.压制金属丝网片4的制备方式为:将金属丝直径为15~45μm的传统金属丝网进行碾压使其变薄、变平,压制后每根的金属丝宽为20~60μm,厚度10~25μm。
25.由此制成的压制金属丝网片4相比原始结构具有更小孔隙率、更大比表面积的特点,可显著提高低温下回热器的热容。
26.多个压制金属丝网片4被一片片填入回热器冷端并紧密堆叠压实,使用不锈钢的硬质丝网2卡牢。金属丝网之间、回热器管内壁与金属丝网之间都紧密接触,氦气作为工质在金属丝网中交变流动并与之换热,从而回热器可以实现回热功能。
27.每片压制金属丝网片4目数采用250、270、280、300、325、350、363、370、400、500、
600、635目等常见目数,每片压制金属丝网片4的整体直径为8~35mmμm。将压制的不锈钢丝网片一片一片填入不锈钢回热器薄壁管内,网片尽可能紧密压实,片与片之间尽量不留空隙,形成的回热器填料适用制冷机工作温度范围为6
‑
50k。
28.如图2为普通丝网和压制丝网微观结构对比。如图3为压制金属丝网片的电镜图(500目平织),显示了压制金属丝网的几何结构。压制金属丝网片4相比于普通金属丝网3,两面不锈钢丝拱起的地方被压平,因此丝网丝径变大,厚度变薄,片与片之间的接触可以更加紧密。
29.由于是将不锈钢丝网压薄制成的回热填料,相同回热器长度相比于一般的不锈钢丝网回热填料能填更多片,能够提高回热器整体的热容,从而提高低温回热器的回热效率,最终使低温制冷机制冷效率得到提高。
30.此种填入新型压制金属丝网的回热器可应用于g
‑
m制冷机、斯特林制冷机和脉管制冷机等,工作温区6~50k。
31.金属丝网的金属丝可以采用不锈钢丝、磷青铜丝、铜丝或表面镀层的金属丝,本实施例中,采用不锈钢丝网。
32.本发明的压制丝网回热器填料具体制作顺序为:
33.1)将普通不锈钢丝网一端放入滚圆机两个圆柱之间,机器运行中丝网慢慢全部通过两个圆柱之间的缝隙,整体厚度变小,以常见500目丝网为例,压制前后厚度从55μm左右变为42μm左右。
34.2)使用机械模具冲剪不锈钢丝网或使用线切割工艺,制作圆形或环形压制不锈钢网片;
35.3)将制成的压制不锈钢网片,先使用丙酮进行超声波清洗,洗去油污和杂质,然后使用酒精进行超声波清洗,清洗完成后将网片放入真空烤箱中烘干。
36.4)挑选形状规则且平整的网片。
37.如图4所示,为模拟得到普通500目与压制500目不锈钢丝网性能对比,建立的模型设定输入声功100w,冷端温度30k,脉管和回热器等尺寸固定,在回热器靠近冷端15mm的一段分别填入普通500目和压制500目不锈钢丝网,通过优化传输管和惯性管得到最大制冷量。由图可以看出,压制500目不锈钢丝网在不同频率下相比于普通500目不锈钢丝网制冷量提升50%~80%。
38.以上所述的实施例对本发明的技术方案和有益效果进行了详细说明,应理解的是以上所述仅为本发明的具体实施例,并不用于限制本发明,凡在本发明的原则范围内所做的任何修改、补充和等同替换,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1