一种冰形切割器、冰形测量装置以及冰形测量方法与流程
1.本发明涉及风洞试验领域 ,尤其是涉及一种冰形切割器、冰形测量装置以及冰形测量方法 。
背景技术:
2.飞行器穿越大量富含过冷液滴的低温云层时,其迎风表面容易产生结冰的现象,结冰现象对于飞机的飞行安全具有严重威胁,因此,在结冰风洞中开展飞行器模型结冰试验已经称为飞行器防除冰系统设计和验证的重要环节。
3.在关于飞行器模型结冰风洞试验中,需要准确获取模型表面积冰的二维截面形状(简称冰形),冰形获取时的精准度和速度直接会影响试验的质量效率。现有技术中,结冰风动冰形的获取方法主要是热刀切割,根据工作原理热刀可分为两类:整体型面式热刀和移动窄条。其中,整体型面热刀由前缘切割与飞行器模型截面相同型线的铜薄片制成,其型面较大,使用时将加热后的热刀水平插入需要获取冰形的飞行器模型前缘积冰中,利用铜薄片的余热使接触部位积冰融化,切割完成后抽出热刀,再插入预制的方格纸进行冰形描绘。移动窄条型热刀其热刀形状为窄条状,热刀后端连接有电加热装置并固定于水平可移动的支架上,使用中通过横向移动加热的热刀,利用热刀的高温使接触部位积冰融化,实现冰形的切割。上述两种热刀在结冰风洞冰形获取中应用广泛,但在对于冰形的精确保真获取方面还存在一些不足,具体如下:整体型面式热刀在使用过程中,热刀加热温度取决于加热方式和刀体材质最大耐温温度,型面越大,热刀冷热变形现象越明显,型面冰形切割保真度越低。切割时热刀温度不受控制且刀口不同位置的温度基本一致,对于积冰厚度不同的区域同一热刀温度切割时,会出现厚度小的积冰区域被过分融化或厚度大的积冰区域切割不彻底现象。型面热刀的前缘型线根据模型型面事先定制,热刀加工完成后,只能获取模型特定位置的冰形,试验中有时需要根据模型结冰情况增加冰形获取点位,此时需要重新加工热刀,影响试验效率。该方式切割冰形时,需要多人协同工作,一人负责热刀,2
‑
3人使用速冻剂对冰刀上表面的积冰进行冷却,防止上表面积冰过度融化破坏冰形,效率较低。热刀转运中容易散热冷却影响切割效果,且存在操作人员烫伤风险。
4.移动窄条型热刀避免了上述型面型热刀的温度控制问题,但该热刀切割中需要使用氮气对切割临近区域进行冷却以保持冰形,切割产生的冰融水也靠氮气吹离模型表面。该装置切割种氮气吹除冰融水时,由于氮气温度较低,容易导致水溢流中在冰形表面随机冻结,破坏积冰形状,影响冰形获取的保真度。该装置热刀使用电加热方式加热,在结冰风洞潮湿环境下容易引发触电事故,安全性欠佳。
技术实现要素:
5.本发明的目的是提供一种冰形切割器、冰形测量装置以及冰形测量方法,来解决上述现有技术存在的技术问题。
6.本发明提供了一种冰形切割器,包括:切割组件、冷却组件、供水组件、集水容器、供气组件、引射器;所述供水组件的出水口与所述引射器的进水口连接,所述供水组件的进水口与集水容器的出水口连接;所述供气组件的进气口与气源连接,所述供气组件的热出气口与所述引射器的进气口连接;所述引射器的喷气口与所述切割组件的入口连接,所述切割组件的出口与集水容的回收口连接,所述切割组件形成容纳腔;所述引射器的进水口、进气口、喷气口相互连通;所述所述冷却组件安装于所述切割组件的容纳腔内,所述冷却组件的进气口与所述供气组件的冷出气口连接。
7.进一步地,所述切割组件为切割管,所述切割管成u型布置,所述切割管的前端呈圆弧状。
8.进一步地,所述冷却组件为冷却板,所述冷却板的形状与所述切割组件形成的容纳腔的形状一致。
9.进一步地,所述冷却板为中空结构。
10.进一步地,所述冷却板的上表面和/或下表面上设置有冷却孔。
11.进一步地,所述冷却板的表面涂层材料为改性聚四氟乙烯。
12.进一步地,所述供水组件包括:供水管和水量控制阀,所述水量控制阀安装于所述供水管上。
13.进一步地,所述供气组件包括:供气管、涡流管功率调节阀、涡流管、涡流管流量分配调节阀、热气管;所述供气管的进气口连接高压气源,所述供气管的出气口与所述涡流管的进气口连接,所述涡流管功率调节阀安装于所述涡流管上;所述涡流管的冷气出口与所述冷却组件的进气口连接,所述涡流管的热气出口与所述热气管的进气口连接;所述热气管的出气口与所述引射器的进气口连接,所述涡流管流量分配调节阀安装于所述热气管上;所述涡流管的进气口、冷气出口、热气出口相互连通。
14.本发明还提供了一种冰形测量装置,包括测量支架、测量板、方格纸和如上述中任意一项所述的冰形切割器,所述方格纸放置于所述测量板上,所述测量板和所述冰形切割器安装于所述支架上,所述测量板和所述冰形切割器可沿支架上下移动,且所述测量板位于所述冰形切割器上方。
15.本发明还提供了一种采用上述的冰形测量装置进行冰形测量的方法,包括如下步骤:步骤s10:将上述的冰形测量装置布置于风洞中;步骤s20:调整冰形切割器相对于测量支架的高度至所需测量冰形位置的目标高度;步骤s30:将冰形切割器水平移动至飞行器模型一侧目标高度处,冰形切割器沿飞
行器模型进行伸缩运动,直至切出缝隙后,冰形切割器停止移动,将冰形切割器移动远离飞行器模型;步骤s40:调整所述测量板的高度与所述冰形切割器切割时的高度一致;步骤s50:将测量板水平移动至切割缝隙中,在切割部位积冰与测量板之间的缝隙中插入预先切割好的前缘型面与飞行器模型一致的方格纸;步骤s60:使用笔在方格纸上描绘出切割位置处的冰形。
16.本发明的有益效果至少包括以下方面:1.本发明提供的冰形切割器,采用高温热气作为热源提供给切割组件对积冰进行切割,采用冷气作为冷却剂从冷却组件中喷出,且用于冰形切割的热气及区域积冰冷却的冷气由涡流管发生,无需增加加热和冷却装置,结构简单。本发明在切割过程中,涡流管进气流量、切割温度和冷却温度可以根据积冰的切割情况随时进行调整,使得冰形精确、保真度高。
17.2.现有技术中,在切割冰形前,热刀的前缘型线需要根据飞行器模型型面事先进行定制,热刀加工完成后,只能获得飞行器模型特定位置的冰形;而本发明的实施例中,冰形切割器中切割组件的形状不用根据飞行器模型型面事先进行定制,其切割组件通过在测量支架上进行不同方向的自由移动,可以切割获取不同目标位置的冰形,即本发明的切割组件可以切割飞行器模型不同部位,不同位置的冰形,适用范围广。
18.3.现有技术中,在对冰形进行切割时热刀温度不受控制,且刀口位置温度基本一致,对于积冰厚度不同的区域,采用同一热刀温度切割时,会出现在积冰厚度小的积冰区域积冰被过分融化,在积冰厚度较大的区域积冰切割不彻底有残留的现象;而本发明的实施例中,可以通过调节供气装置中的涡流管流量分配阀来控制切管组件在切割不同积冰厚度的积冰时对应不同的温度,避免在切割过程中出现对积冰切割过渡和切割不彻底的问题,对冰形的保真度高。
19.4.现有技术中,采用型面热刀切割冰形时,需要多人协同工作,1人负责热刀,2
‑
3人使用速冻剂对冰刀表面上的积冰进行冷却,防止积冰过渡融化破坏冰形,且效率较低;而本发明中采用的冰形切割器,仅需要1人即可完成该操作,具体为,在积冰切割的过程中,在切割组件的容纳腔内安装有冷却组件,通过调节供气装置控制进入切割组件的热气和进行冷却组件的冷气,来实现在切割的过程中对切割组件的持续加热和同时对切割组件周围的环境进行冷却,防止融化的冰破坏冰形,且切割效率高。
20.5.本发明中采用低温冷却板,切割中冷却板喷出的低温气体可以很好地保护切割区域,使积冰不会过度融化,保证了切割部位冰形的完整性,切割过程中对切割部位使用的是涡流管出口的冷气,无需额外使用冷冻剂等辅助冷却措施,提高了冰形的保真度,降低了试验成本和操作难度。
21.6.本发明中采用引射器,涡流管产生的热气与进入引射器中的水混合换热形成高温水汽,高温水汽与切割组件热阻小,极大地提高了切割组件的加热效率。
22.7.本发明实例提供的冰形切割器,无需供电,避免了结冰风洞低温潮湿环境下装置使用中人员触电风险,提高了安全性。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
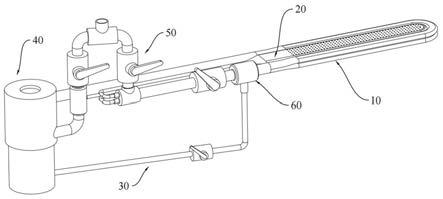
24.图1是冰形切割器的整体结构示意图 ;图2是本发明中的切割组件的结构示意图 ;图3是本发明中的冷却组件的结构示意图;图4是本发明图3中冷却组件中局部放大图;图5是本发明中供水组件结构示意图;图6是本发明中集水容器结构示意图;图7是本发明中供气组件结构示意图;图8是本发明中引射器结构示意图;图9是本发明中冰形测量方法的流程图。
25.10
‑
切割组件;11
‑
切割管;111
‑
切割管的入口;112
‑
切割管的出口;20
‑
冷却组件;21
‑
冷却板;211
‑
冷却孔;212
‑
冷却板的进气口;30
‑
供水组件;31
‑
供水管;311
‑
供水管的进水口;312
‑
供水管的出水口;32
ꢀ‑
水量控制阀;40
‑
集水容器,41
‑
集水瓶;411
‑
集水瓶的加水口;412
‑
集水瓶的出水口;413
‑
集水瓶的回收口;50
‑
供气组件;51
‑
供气管;52
‑
涡流管功率调节阀;53
‑
涡流管;54
‑
涡流管流量分配调节阀;55
‑
热气管;60
‑
引射器;61
‑
引射器的进气口;62
‑
引射器的进水口;63
‑
引射器的喷气口。
具体实施方式
26.以下的说明提供了许多不同的实施例、或是例子,用来实施本发明的不同特征。以下特定例子所描述的元件和排列方式,仅用来精简的表达本发明,其仅作为例子,而并非用以限制本发明。
27.实施例1:如图1
‑
图8所示,本发明实施例1一种冰形切割器100,包括:切割组件10、冷却组件20、供水组件30、集水容器40、供气组件50、引射器60;所述供水组件30的出水口312与所述引射器60的进水口62连接,所述供水组件30的进水口311与集水容器40的出水口412连接;所述供气组件50的进气口与气源连接,所述供气组件50的热出气口与所述引射器60的进气口61连接;所述引射器60的喷气口63与所述切割组件10的入口111连接,所述切割组件10的出口112与集水容器40的回收口413连接,所述切割组件10形成容纳腔;所述引射器60的进水口62、进气口61、喷气口63相互连通;所述所述冷却组件20安装于所述切割组件10的容纳腔内,所述冷却组件20的进气口222与所述供气组件50的冷出气口连接。
28.需要说明的是:供水组件30包括供水管31,供水组件30的出水口为供水管31的出水口312,供水组件30的进水口为供水管31的进水口311;集水容器40为集水瓶41,集水容器
40的出水口为集水瓶41的出水口412,集水容器40的回收口为集水瓶41的回收口413;切割组件10为切割管11,切割组件10的入口为切割管11的入口111,切割组件10的出口为切割管11的入口112;冷却组件20为冷却板21,冷却组件20的进气口为冷却板21的进气口222;如图4中所示的供气组件50,箭头所指的方向为气流的流动方向,沿气流流动方向(具体在图中的方向为从上至下,从左至右)上的气口依次为:供气管51的进气口、出气口;涡流管53的进气口、冷出气口、热出气口;热气管55的进气口、出气口。
29.在上述方案中,所述集水容器优选为集水瓶41,集水瓶41的顶部设置有一个加水口411,在切割前和切割过程中,当集水瓶41中的水出现不足时,可以通过加水口411将外界的水添加至集水瓶41中,时刻保证集水瓶41中的水量充足,保证试验过程中切特组件在切割过程顺利进行,当集水瓶41中的水不足时,会导致进入切割组件10中的高温水汽不足,加热温度降低,切割效率降低。在加水时可以采用将水管插入加水口411中,给集水瓶41注水,也可以采用其他加水的方式,在此不做限制;集水瓶41的瓶身上设置有两个口,一个为出水口412,一个为回收口413,其中,供水组件30包括供水管31和水量控制阀31,集水瓶412上的出水口412与供水管31的进水口311连接,使集水瓶41中的水可以进入供水管31中,供水管31的出水口312连接至引射器60的进水口62,水进入引射器60中,为试验提供充足的水。
30.外部的高压气源通过供气组件50的进气口进入,并分为成热气和冷气,热气通过引射器60的进气口61进入引射器60中,与进入引射器60中的水进行混合作用,产生高温水汽,高温水汽通过切割组件10的入口111进行切割组件10中,此时切割组件10会由于高温水汽的不断进入,温度变高,逐步达到切割积冰时需要的温度,在切割的过程中,切割组件10中的高温水汽需要一直循环,因此,高温水汽通过切割组件10的出口112进入到集水容器40中,实现对水的回收,循环使用,避免造成浪费。
31.引射器60位于供水组件30和切割组件10之间,集水容器40、供水组件30、引射器60、切割组件10之间的连接构成了一个回路,使得切割组件10也形成了容纳腔。
32.冷却组件20安装于切割组件10的容纳腔内,冷却组件20的进气口212与供气组件50的冷出气口连接,当高温的切割组件10在对积冰切割时,冷却组件20可以及时对切割组件10周围的冰进行冷却,防止冰融化,对冰形的形状产生影响。
33.因此,本发明实施例提供的冰形切割器100,采用高温热气作为热源提供给切割组件10对积冰进行切割,采用冷气作为冷却剂从冷却组件20中喷出,本发明在切割过程中,切割温度和冷却温度可以根据积冰的切割情况随时进行调整,使得冰形精确、保真度高。
34.现有技术中,在切割冰形前,热刀的前缘型线需要根据飞行器模型型面事先进行定制,热刀加工完成后,只能获得飞行器模型特定位置的冰形;而本发明的实施例中,冰形切割器中切割组件10的形状不用根据飞行器模型型面事先进行定制,其切割组件10通过在测量支架上进行不同方向的自由移动,可以切割获取不同目标位置的冰形,即本发明的切割组件10可以切割飞行器模型不同部位,不同位置的冰形,适用范围广。
35.现有技术中,在对冰形进行切割时热刀温度不受控制,且刀口位置温度基本一致,对于积冰厚度不同的区域,采用同一热刀温度切割时,会出现在积冰厚度小的积冰区域积冰被过分融化,在积冰厚度较大的区域积冰切割不彻底有残留的现象;而本发明的实施例中,可以通过调节供气装置中的涡流管53流量分配阀来控制切管组件在切割不同积冰厚度的积冰时对应不同的温度,避免在切割过程中出现对积冰切割过渡和切割不彻底的问题,
对冰形的保真度高。
36.现有技术中,采用型面热刀切割冰形时,需要多人协同工作,1人负责热刀,2
‑
3人使用速冻剂对冰刀表面上的积冰进行冷却,防止积冰过渡融化破坏冰形,且效率较低;而本发明中采用的冰形切割器,仅需要1人即可完成该操作,具体为,在积冰切割的过程中,在切割组件10的容纳腔内安装有冷却组件20,通过调节供气装置控制进入切割组件10的热气和进行冷却组件20的冷气,来实现在切割的过程中对切割组件10的持续加热和同时对切割组件10周围的环境进行冷却,防止融化的冰破坏冰形,且切割效率高。
37.本发明中采用低温冷却板21,切割中冷却板21喷出的低温气体可以很好地保护切割区域,使积冰不会过度融化,保证了切割部位冰形的完成性,切割过程中对切割部位使用的是涡流管53出口的冷气,无需额外使用冷冻剂等辅助冷却措施,提高了冰形的保真度,降低了试验成本和操作难度。
38.本发明中采用引射器60,涡流管53产生的热气与进入引射器60中的水混合换热形成高温水汽,高温水汽与切割组件10热阻小,极大地提高了切割组件10的加热效率。
39.进一步地,所述切割组件10为切割管11,所述切割管11成u型布置,所述切割管11的前端呈圆弧状。
40.在上述方案中,切割组件10优选为切割管11,切割管11的内部是中空的,切割管11的一端与引射器60的喷气口63连接,另一端与集水瓶41连接,此时,引射器60中产生的高温水汽进入切割管11中,对切割管11进行加热,使其达到切割积冰的温度,高温水汽沿着切割管11的入口向出口流动,最后会通过切割管11的出口流回至集水瓶41中,对高温水汽进行回收;且将切割管11弯折成了u型,使得前端呈圆弧状,当切割管11在切割积冰的时候,前端会与飞行器模型的表面接触,将前端设置为圆弧状可以避免切割管11在飞行器模型表面移动的时候划伤表面。
41.进一步地,所述冷却组件20为冷却板21,所述冷却板21的形状与所述切割组件10形成的容纳腔的形状一致。
42.在上述方案中,冷却组件20优选为冷却板21,冷却板21的形状也设置成和切割管11一样为u形,在安装的时候,工作人员可以将切割管11掰开,使其容纳腔的面积变大,然后将冷却板21放入容纳腔中合适的位置后,工作人员松开切割管11,切割管11将会恢复原来的形状,将冷却板21夹在容纳腔中,实现了冷却板21安装在切割管11中,当冷却板21发生损坏时,可以单独将冷却板21拆卸下来进行替换,也可以当切割管11发生损坏时,对其单独进行拆卸替换;除此之外,也可以通过胶粘或者焊接的方式实现冷却板21和切割管11之间的连接;冷却板21的厚度不能高于切割管11的水平面,避免对切割时的冰形产生影响,也使得冷却板21与冰之间保持一定的距离,使冷却板21中的冷气可以顺利喷出,对其周围的积冰进行冷却。
43.进一步地,所述冷却板21为中空结构。
44.进一步地,所述冷却板21的上表面和/或下表面上设置有冷却孔211。
45.在上述方案中,将冷却板21设置为中空结构,并且在上下表面上间隔均匀设置多个冷却孔211,冷却板21的进气口212与供气系统50的冷出气口连通,使得冷气进入冷却板21的中空结构内,然后冷气通过上下表面的冷却孔211喷出,对切割管11切割时周围的冰进
行冷却,可以很好的保护切割区域,使切割时积冰不会出现过度融化的现象,保证了切割部位冰形的完整性。
46.优选地,冷却板21的采用的是铝或铜等金属材料制作而成,采用金属材料可以保证冷却板21在成型的时候相对容易,且保证了冷却板21的强度。
47.当冷却板21设置为一层的时候,其上下表面均需要设置冷却孔211,保证对位于切割管11两侧的冰均可以实现冷却;当冷却板21设置为两层的时候,其中一个冷却板21只需要保证在靠近积冰的表面上设置有冷却孔211,可以对切割管11两侧的冰实现冷却即可。
48.本发明在切割的时候,对切割部位使用的是涡流管53出口产生的冷气,无需额外使用冷冻剂等辅助冷却措施,降低了试验成本和操作难度。
49.进一步地,所述冷却板21的表面涂层材料为改性聚四氟乙烯。
50.在上述方案中,在冷板板的表面上涂覆一层改性聚四氟乙烯,是由于改性聚四氟乙烯的自润性和疏水性比较强,可以防止冰融化成水后二次冻结,以保证切割管11的切割过程顺利,若在冷却板21表面没有凃改性聚四氟乙烯等疏水性材料,在切割的过程中,冰融化的水进入到冷却板21上后,容易附着在冷却板21表面,且由于冷却板21自身温度较低,这部分水很容易冻结在冷却板21表面,有可能会堵塞冷却孔211,使得切割过程中对于冰的冷却效果变差、切割板由于积冰移动困难、使得冰形的保真度降低。
51.进一步地,所述供水组件30包括:供水管31和水量控制阀32,所述水量控制阀32安装于所述供水管31上。
52.在上述方案中,水量控制阀32可以安装在供水管31的任何位置上,当切割管11中高温水汽不足时,水量控制阀32调整增大进入引射器60中的水量,当切割管11中的高温水汽过多时,可以通过控制水量控制阀32使得进入引射器60中的水量减小;通过水量控制阀32可以随时根据切割过程的需要来调整供水量的大小,保证切割过程的顺利进行,保证切割的冰形保真度高。
53.进一步地,所述供气组件50包括:供气管51、涡流管功率调节阀52、涡流管53、涡流管流量分配调节阀54、热气管55;所述供气管51的进气口连接高压气源,所述供气管51的出气口与所述涡流管53的进气口连接,所述涡流管功率调节阀52安装于所述涡流管53上;所述涡流管53的冷气出口与所述冷却组件20的进气口连接,所述涡流管53的热气出口与所述热气管55的进气口连接;所述热气管55的出气口与所述引射器60的进气口连接,所述涡流管流量分配调节阀54安装于所述热气管55上;所述涡流管53的进气口、冷气出口、热气出口相互连通。
54.在上述方案中,供气管51的一端与高压气源连接,一端与涡流管53的进气口连接,当高压气源通过供气管51进入涡流管53后会被分成冷气和热气,在供气管51上还安装有涡流管功率调节阀52,通过涡流管功率调节阀52来调节进入涡流管53中高压气源的量;经过涡流管53产生的冷气用于冷却板21对切割区域的冰进行冷却,热气通过热气管进入引射器60,在热气管上安装有涡流管53流量分配调节阀,用于控制进入切割管11中热气的大小,从而实现对切割管11温度的控制。
55.实施例2:
本实施例2提供了一种冰形测量装置(在附图中未示出),包括测量支架、测量板、方格纸和如实施例1中任意一项所述的冰形切割器,所述方格纸放置于所述测量板上,所述测量板和所述冰形切割器安装于所述支架上,所述测量板和所述冰形切割器可沿支架上下移动,且所述测量板位于所述冰形切割器上方。
56.在上述方案中,冰形切割器滑动安装于测量支架上,测量板也滑动安装于测量支架上,测量板安装与冰形切割器的上方,通过移动冰形切割器相对于测量支架的位置,首先将冰形切割器移动至飞行器模型需要切割的一侧,然后沿着飞行器模型需要切割部位的弧形移动并进行切割,直至切割出所需要的冰形;然后移动测量板在测量支架上的位置至切好的冰形处,对该位置的冰形进行测量。
57.通过该测量装置,冰形切割器中切割组件10的形状不用根据飞行器模型型面事先进行定制,其切割组件10通过在测量支架上进行不同方向的自由移动,可以切割获取不同目标位置的冰形。本发明的冰形测量装置中通过冰形切割器可以切割飞行器模型不同部位、不同位置的冰形,冰形保真度高、适用范围广。
58.实施例3:如图9所示,本实施例3提供了一种采用上述的冰形测量装置进行冰形测量的方法,包括如下步骤:步骤s10:将如实施例2中所述的冰形测量装置布置于风洞中;步骤s20:调整冰形切割器相对于测量支架的高度至所需测量冰形位置的目标高度;步骤s30:将冰形切割器水平移动至飞行器模型一侧目标高度处,冰形切割器沿飞行器模型进行伸缩运动,直至切出缝隙后,冰形切割器停止移动,将冰形切割器移动远离飞行器模型;步骤s40:调整所述测量板的高度与所述冰形切割器切割时的高度一致;步骤s50:将测量板水平移动至切割缝隙中,在切割部位积冰与测量板之间的缝隙中插入预先切割好的前缘型面与飞行器模型一致的方格纸;步骤s60:使用笔在方格纸上描绘出切割位置处的冰形。
59.在上述方案中,步骤s10:将冰形测量装置布置在风洞合适的位置中;步骤s20:调整冰形切割器的高度,将冰形切割器沿测量支架的竖直方向移动至需要测量冰形位置的目标高度处;步骤s30:将冰形切割器沿垂直于测量支架竖直方向并且向着靠近飞行器模型的方向水平移动,直至冰形切割器移动至飞行器模型一侧,冰形切割器沿着飞行器模型表面的轮廓进行切割,直到切割出需要测量的冰形的缝隙后,冰形切割器停止工作,将冰形切割器水平移动至初始状态;步骤s40:调整测量板的高度,将测量板沿测量支架的竖直方向移动至需要测量冰形位置的目标高度处,即将测量板移动至冰形切割器切割时的高度;步骤s50:将测量板水平移动至切割缝隙中,在切割部位积冰与测量板之间的缝隙中插入预先切割好的前缘型面与飞行器模型一致的方格纸,直到测量板与飞行器模型卡合;步骤s60:使用笔在方格纸上描绘出切割位置处的冰形。工作人员使用笔在测量板上描绘出冰形的轮廓;接下来,如果还需要测量飞行器模型其他位置的冰形,重复上述步骤s20
‑
步骤s60即可。
60.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1