一种处理乙烯废碱液的方法及装置与流程
1.本发明属于环保废水治理技术领域,具体涉及一种处理乙烯废碱液的方法及装置。
背景技术:
2.在乙烯生产过程中,目前普遍采用碱洗法脱除裂解气中的co2、h2s等酸性气体。碱洗过程产生了大量的废碱液,这类废碱液中除含有剩余的naoh外,还含有在碱洗过程中生成的na2s、na2co3等无机盐。由于乙烯废碱液含有高浓度的cod和硫化物,生物降解性差,国内外对于乙烯废碱液的处理方案多是先进行预处理去除其中的硫化物和有机物,以防止对污水处理场生化系统的冲击。
3.根据乙烯废碱液的水质特点,一些专利提出了处理方法。cn98121081.3公开了一种处理石油炼制工业油品碱精制废碱液的方法,把石油炼制过程中的油品碱精制单元排出的主要含无机硫化物、有机硫化物、酚类和环烷酸类的废碱液进行湿式液相氧化,在100~190℃和使废碱液保持为液相的压力下,使废碱液与超过理论需氧量的含氧气体接触,以分子氧氧化废碱液中的无机硫化物和有机硫化物,使其中的硫转化为硫酸盐和/或硫代硫酸盐,然后把氧化后的废碱液降压冷却,加酸酸化回收其中的酚和环烷酸,得到的废水用间歇式活性污泥法(sbr)处理,进入sbr生物反应池的废水中的盐含量控制在30g/l以下。该方法不产生空气污染、装置腐蚀轻、可实现废碱液的脱硫除臭,但需通过向反应器内补充大量蒸汽来维持反应温度,因此装置运行能耗较高。
4.为了降低运行能耗,以期实现热量有效利用,研究者提出了在湿式氧化反应器前设置换热器,利用湿式氧化后物料对进料废碱液进行预热,减少反应装置蒸汽消耗。但是,碱洗过程中裂解气中重组分的冷凝造成大量有机物进入乙烯废碱液中,其中存在易发生热聚合的物质在后续预热过程中会产生高聚物,长期运行过程中会导致换热器堵塞,不利于长期稳定运行。
5.us20050171390a1公开了一种湿式氧化处理工艺及系统,该方法是在高温和高压下对具有碳-杂原子键的一种或多种化合物的废水进行湿式氧化处理,以破坏其中至少一种化合物的碳-杂原子键,经处理后的废水进入后续高级氧化系统。该技术采用废碱液与氧化用空气混合预热进料的方式,一方面易发生热聚合的物质在后续预热过程中会产生高聚物造成换热器堵塞,而且由于空气中含有氧,氧气会参与生成过氧化物自聚物导致进一步生成高聚物,加剧换热器堵塞。而且,含聚合物废碱液进入后续湿式氧化反应器,长期运行还会造成湿式氧化反应器堵塞和局部超温。
6.综上可知,目前采用的各种方法处理废碱液存在或者不合适、或者处理效果不足、或者对其他处理单元有害、或者投资大和运行费用高等问题。随着乙烯生产规模的大型化和集约化,乙烯废碱液的产量也大幅增加,因此其高效化、节能化和稳定化处理技术的开发是目前研究的重点。
技术实现要素:
7.针对现有技术的不足,本发明提供了一种处理乙烯废碱液的方法及装置。本发明根据乙烯废碱液的特点,在最大化利用反应热量的同时,能够避免长期运行过程中热聚合物造成换热设备堵塞,以及在湿式氧化过程中产生局部超温等问题。
8.本发明一方面提供了一种处理乙烯废碱液的方法,包括以下内容:乙烯废碱液进气浮单元处理,处理后输送至换热单元,经取热后废碱液进湿式氧化单元,在使溶液保持液相的压力条件下与含氧气体接触,进行湿式氧化反应,氧化后物料返回换热单元预热废碱液,换热后物料经冷却减压后进气液分离单元,气液分离后气相返回气浮单元中。
9.本发明中,所述的乙烯废碱液是乙烯裂解气碱精制过程产生的含有硫化物和cod的废碱液,其中cod为6000-100000mg/l,s
2-浓度为2000-50000mg/l,同时含有易发生热聚合的物质,具体如双烯烃类物质等,所述的双烯烃类物质为丁二烯、异戊二烯等中的至少一种。
10.本发明中,所述的气浮单元可以采用常规使用的气浮反应器,气浮使用的气体可以是空气等,优选采用本发明气液分离后产生的气体,气体的残余热量有助于脱除其中的易发生热聚合的物质。
11.进一步的,在气浮单元加入一定量二乙基羟胺,加入量为乙烯废碱液质量的0.01%-1%,有助于乙烯废碱液中双烯烃类物质通过气浮单元得到进一步去除,可以防止热聚合反应产生高聚物,避免换热器堵塞。
12.本发明中,控制废碱液经过换热单元后的温度为80-190℃,优选为140-170℃。
13.本发明中,所述的湿式氧化单元的反应器优选套筒式内循环反应器,在反应器中直接通入空气能够实现充分混合。湿式氧化反应的反应温度为130-220℃,优选180-200℃,反应压力为1.5-4.5mpa,优选2.5-3.5mpa,反应时间为0.5-3.0h,优选1.0-2.0h。
14.本发明中,在将废碱液通入湿式氧化单元的同时通入空气,空气量是废碱液中cod完全氧化所需气量的100%-300%,优选为110%-200%。在湿式氧化单元,氧气把废碱液中的硫化物氧化为硫酸盐和硫代硫酸盐,有机物氧化为低分子有机酸。
15.本发明中,若废碱液中cod浓度较低时,导致氧化反应放热不足,可以向湿式氧化反应器内通入过热蒸汽补充热量。
16.本发明中,湿式氧化单元处理后物料返回换热单元,控制换热后废碱液的温度为60-140℃。换热后物料进行冷却减压处理,冷却至30-50℃,减压至0.35-0.5mpa。
17.本发明中,冷却减压后废碱液输送至气液分离单元,分离后液相进污水处理场,由于硫化物得到有效处理,不会对污水处理产生影响。分离后气相的温度为30-50℃,输送至气浮单元,用作气浮单元的通入气体,有助于双烯烃类物质的去除。
18.本发明另一方面还提供了一种用于上述乙烯废碱液的处理方法的处理装置,主要包括气浮单元、换热单元、湿式氧化单元、气液分离单元,其中气浮单元用于脱除易发生热聚合的物质,换热单元用于将湿式氧化单元排放物料与进料废碱液进行换热,湿式氧化单元用于将废碱液中硫化物转化为硫酸盐和硫代硫酸盐,氧化后物料返回换热单元预热废碱液,换热后物料经冷却减压后进气液分离单元,分离后气相输送至气浮单元,液相进污水处理场。
19.与现有技术相比,本发明具有以下有益效果:(1)在采用湿式氧化工艺处理乙烯废碱液时,为了实现热量利用,研究者在反应器前设换热器,采用反应器排出物料直接加热进料废碱液。但是,本技术发明人在试验过程中发现,随着处理装置的长期运行,换热器会出现堵塞现象,经过分析原因发现是一些聚合物导致的,在这一研究发现基础上,发明人在换热器前设气浮单元,利用气浮气体脱除其中易发生热聚合的有机物,从而在实现热量充分利用的基础上,避免了换热器堵塞,以及在湿式氧化反应器堵塞和局部超温等问题,保证装置长期稳定运行,降低装置运行能耗。
20.(2)针对乙烯废碱液在换热器中存在有机物热聚合的问题,发明人在换热器前设气浮处理,同时采用气液分离后尾气作为气浮气体,有助于高效去除废碱液中易发生热聚合的有机物,避免换热设备堵塞。
21.(3)在气浮单元使用二乙基羟胺,有助于双烯烃类物质的进一步脱除,而且在换热器中可以发挥阻聚作用,进一步降低了堵塞风险。
22.(4)采用套筒式内循环反应器,反应器内温度均一,无堵塞问题,同时可以保证气液传质效率和氧化效果。
附图说明
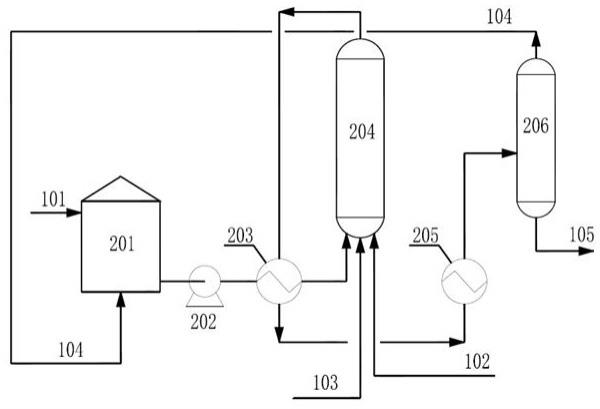
23.图1是本发明处理方法及处理装置的一种流程示意图;其中:101-乙烯废碱液,102-压缩空气,103-蒸汽,104-气相尾气,105-处理后废碱液;201-气浮罐,202-废碱液进料泵,203-换热器,204-湿式氧化反应器,205-冷却器,206-分液罐。
具体实施方式
24.下面通过实施例对本发明处理方法及装置和效果作进一步详细说明。实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
25.以下实施例中的实验方法,如无特殊说明,均为本领域常规方法。下述实施例中所用的实验材料,如无特殊说明,均从常规生化试剂商店购买得到。
26.本发明实施例采用的处理装置如附图1所示,主要包括气浮罐201、换热器203、湿式氧化反应器204、冷却器205、分液罐206,乙烯废碱液进气浮罐201处理,用于脱除易发生热聚合的物质,处理后输送至换热器203,经取热后废碱液进湿式氧化反应器204,在液相的压力条件下与含氧气体接触,将废碱液中硫化物转化为硫酸盐和硫代硫酸盐,氧化后物料返回换热器203预热废碱液,换热后物料经冷却器205后进分液罐,分离后气相返回气浮罐201,液相进污水处理场。
27.本发明中,cod的检测方法为hj 828-2017 (水质化学需氧量的测定重铬酸盐法)规定的方法;s
2-的检测方法为hj-t 60-2000(水质硫化物的测定碘量法)规定的方法。
28.实施例1本实施例处理的乙烯废碱液来自某工厂乙烯裂解气碱洗过程中排放的废碱液,其中cod浓度为35000mg/l,s
2-浓度为15200mg/l,石油类为1320mg/l,其中包括丁二烯、异戊二烯等物质。
29.采用附图1所示处理工艺及装置进行处理,将乙烯废碱液输送至气浮罐中进行气浮处理,通入本工艺气液分离后气体作为气浮气体,去除废碱液中双烯烃类物质。
30.废碱液经气浮处理后,经进料泵输送至换热器,与湿式氧化反应器排出物料进行换热,换热至160℃后进入湿式氧化反应器,与通入的压缩空气进行反应,湿式氧化反应器采用套筒式内循环反应器,空气量是废碱液中cod完全氧化所需气量的150%,反应温度为190℃,反应压力3.0mpa,反应时间2.0小时。在湿式氧化反应器内,氧气分子把废碱液中的硫化物氧化为硫酸盐和硫代硫酸盐,有机物氧化为低分子有机酸。
31.经湿式氧化处理后的乙烯废碱液进入换热器换热至110℃后,经冷却器冷却至45℃,减压至0.4mpa后进入分液罐进行气液分离,将分离后的气相通入气浮罐中对原料废碱液进行气浮处理,分离后的液相经中和处理后可直接排入污水处理场。
32.采用本发明处理工艺,经过720小时运行,换热器未出现堵塞现象。出水中s
2-浓度小于1.0mg/l,cod小于1500mg/l。如果未设置气浮处理,则运行相同时间后,换热器出现堵塞,只能将废碱液换热至130℃,出水cod浓度为3000-4000mg/l。
33.实施例2本实施例处理的乙烯废碱液来自某工厂乙烯裂解气碱洗过程中排放的废碱液,其中cod浓度为10000mg/l,s
2-浓度为3700mg/l,石油类为650mg/l,其中包括丁二烯、异戊二烯等物质。
34.采用附图1所示处理工艺及装置进行处理,将乙烯废碱液输送至气浮罐中进行气浮处理,通入本工艺气液分离后气体作为气浮气体,去除废碱液中双烯烃类物质。
35.废碱液经气浮处理后,经进料泵输送至换热器,与湿式氧化反应器排出物料进行换热,换热至120℃后进入湿式氧化反应器,与通入的压缩空气进行反应,湿式氧化反应器采用套筒式内循环反应器,空气量是废碱液中cod完全氧化所需气量的110%,反应温度为150℃,反应压力2.0mpa,反应时间2.0小时。在湿式氧化反应器内,氧气分子把废碱液中的硫化物氧化为硫酸盐和硫代硫酸盐,有机物氧化为低分子有机酸。
36.经湿式氧化处理后的乙烯废碱液进入换热器换热至70℃后,经冷却器冷却至35℃,减压至0.35mpa后进入分液罐进行气液分离,将分离后的气相通入气浮罐中对原料废碱液进行气浮处理,分离后的液相经中和处理后可直接排入污水处理场。
37.采用本发明处理工艺,经过720小时运行,换热器未出现堵塞现象。出水中s
2-浓度小于15mg/l,cod小于2000mg/l。如果未设置气浮处理,则运行相同时间后,换热器出现堵塞,只能将废碱液换热至90℃,出水cod浓度为2500mg/l。
38.实施例3本实施例处理的乙烯废碱液来自某工厂乙烯裂解气碱洗过程中排放的废碱液,其中cod浓度为50000mg/l,s
2-浓度为22000mg/l,石油类为1530mg/l,其中包括丁二烯、异戊二烯等物质。
39.采用附图1所示处理工艺及装置进行处理,将乙烯废碱液输送至气浮罐中进行气浮处理,通入本工艺气液分离后气体作为气浮气体,去除废碱液中双烯烃类物质。
40.废碱液经气浮处理后,经进料泵输送至换热器,与湿式氧化反应器排出物料进行换热,换热至190℃后进入湿式氧化反应器,与通入的压缩空气进行反应,湿式氧化反应器采用套筒式内循环反应器,空气量是废碱液中cod完全氧化所需气量的200%,反应温度为
220℃,反应压力4.5mpa,反应时间2.0小时。在湿式氧化反应器内,氧气分子把废碱液中的硫化物氧化为硫酸盐和硫代硫酸盐,有机物氧化为低分子有机酸。
41.经湿式氧化处理后的乙烯废碱液进入换热器换热至140℃后,经冷却器冷却至50℃,减压至0.5mpa后进入分液罐进行气液分离,将分离后的气相通入气浮罐中对原料废碱液进行气浮处理,分离后的液相经中和处理后可直接排入污水处理场。
42.采用本发明处理工艺,经过720小时运行,换热器未出现堵塞现象。出水中s
2-浓度小于1.0mg/l,cod小于2500mg/l。如果未设置气浮处理,则运行相同时间后,换热器出现堵塞,只能将废碱液换热至160℃,出水cod浓度为4000mg/l。
43.实施例4同实施例1,不同在于:气浮单元采用的气浮气体为空气。采用本发明处理工艺,经过720小时运行,换热器未出现堵塞现象。出水中s
2-浓度小于1.0mg/l、cod小于2000mg/l。
44.实施例5同实施例1,不同在于:在气浮单元加入一定量二乙基羟胺,加入量为乙烯废碱液质量的0.01%。装置运行1000小时,换热器未出现堵塞。出水中s
2-浓度小于1.0mg/l、cod小于1000mg/l。
45.实施例6同实施例3,不同在于:在气浮单元加入一定量二乙基羟胺,加入量为乙烯废碱液质量的0.05%。装置运行1000小时,换热器仍未出现堵塞。出水中s
2-浓度小于1.0mg/l、cod小于1500mg/l。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1