一种靶材绑定后的清缝方法与流程
1.本发明涉及靶材绑定领域,尤其涉及一种靶材绑定后的清缝方法。
背景技术:
2.ito靶材主要用于ito膜透明导电玻璃的制作,后者是制造平面液晶显示的主要材料,在电子工业、信息产业方面有着广阔而重要的应用。ito靶材的清洁程度对后续加工的精度起着至关重要的作用。对于ito旋转靶材的绑定,ito靶材先进行内侧用铟通过超声波金属化后,再套在导电金属背管上,再用铟进行焊接,ito靶材与靶材之间间隙填充铁芙蓉进行绑定,绑定完后的间隙要清理干净。如果在拼缝中有铟残留及其它杂质灰尘,则在客户使用过程中会出现打弧现场,造成客户使用异常。现有技术中,往往采用刀片和纸片对靶材的缝隙,进行清理,清理的效果差且耗费严重,操作不当,刀片和纸片容易残留在夹缝中,造成新的污染。
3.靶材清缝存在以下难点:1、间隙小,宽度0.2
‑
0.3mm,深度有9
‑
12mm,不好清理。
4.2、铁芙蓉硬,难清理,在清的过程中,容易造成产品崩角损伤。
5.3、铟材料软,粘附性强,容易贴在底部及产品侧面,极难清理。
6.现有技术专利cn103639153a靶材缝隙清洁装置和方法,虽然披露了一种利用吹气装置进行清理的方法,但该方法只能清理浮尘,无法实现深层清洁。因此,如何对靶材进行有效的清洁是个亟待解决的技术难题。
技术实现要素:
7.为解决上述问题,本发明提供一种靶材绑定后的清缝方法,通过合金钢材质的勾刀先对靶材缝隙进行清理,该勾刀结构稳定强度好,清洁效果佳,通过对勾刀清理过的缝隙先采用单面砂纸清理勾刀未清理的部分,再采用折叠起来双面砂纸对缝隙进行三面打磨清理,再通过吹气清理,最后通过采用edta
‑
二钠清洗剂进行超声波清洗,超声频率呈梯度上升,清洗效果好,可以很好的清缝,清缝彻底完全,解决了背景技术中出现的问题。
8.本发明的目的是提供一种靶材绑定后的清缝方法,包括有以下步骤:步骤一:将多个ito靶材套在背管上绑定在一起,将相邻的ito靶材之间的缝隙的高温胶首先去除掉;步骤二:用合金工具钢材质的呈钩状的勾刀,对相邻的ito靶材之间的缝隙进行来回的清理;步骤三:取0.15mm厚度的薄细砂纸,单面塞到相邻的ito靶材之间的缝隙中进行来回的清理;步骤四:取0.1
‑
0.15mm厚度的砂纸折起来,形成双面的砂纸塞到相邻的ito靶材之间的缝隙中进行来回的清理,对缝隙里靶材表面打磨,双面砂纸折叠处对缝隙内部底端进行打磨清缝;
步骤五:采用吹气枪对相邻的ito靶材之间的缝隙中进行吹气清理,清理之后对靶材进行静电湿式除尘;步骤六:将清理完毕的靶材投入到超声波清洗机内进行超声波振动清洗12
‑
20min。
9.进一步改进在于:超声波清洗采用edta
‑
二钠清洗剂加入到清洗机内,超声波清洗振动频率在前1/2时间内的频率为20
‑
40千赫,中间1/4时间内的频率为40
‑
80千赫,最后1/4时间内的频率为100
‑
200千赫。
10.进一步改进在于:所述步骤六超声波清洗完毕后,甩干水分,投入到烘箱内进行烘干。
11.进一步改进在于:所述步骤六超声波清洗的过程中对靶材进行不间歇的旋转,旋转速率为20
‑
30转/分钟。
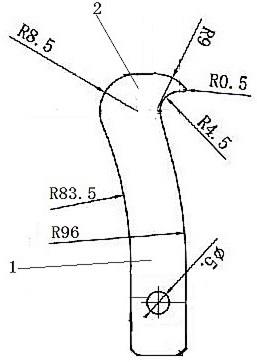
12.进一步改进在于:所述勾刀包括刀柄,刀柄呈直线形,刀柄顶部向左侧呈弧形偏移,弧线偏移左侧的r角为83.5,弧线偏移右侧的r角为96;刀柄顶端有钩头,钩头向左弯曲呈钩状,钩头右端呈尖状,尖状右侧下方的向左弯曲的弧形曲线r角为4.5,钩头左部的向左弯曲的弧线曲线的r角为8.5,钩头呈尖状左侧上方向上弯曲的弧形曲线的r角为9,钩头尖状的弧形曲线的r角为0.5。
13.进一步改进在于:烘干后对相邻的ito靶材之间的缝隙用放大镜进行检查,如还有残留,则再次进行清缝。
14.本发明的有益效果:本发明首先对绑定的靶材去除掉缝隙的高温胶,之后采用合金钢材质的勾刀对缝隙中的铁芙蓉进行清理,再通过0.15mm厚度的薄细砂纸单面塞到缝隙中进行清理,之后通过0.1
‑
0.15mm厚度的砂纸折起来,形成双面的砂纸塞到缝隙中进行清理,再通过吹气枪清理以及静电湿式除尘,静电湿式除尘有效的去除掉表面附着的灰尘,最后采用edta
‑
二钠清洗剂进行超声波清洗,edta
‑
二钠可有效的清洗靶材超声频率呈梯度上升,这样对靶材表面和靶材缝隙都可清洗干净,这样的清缝方式可以有效的去除掉靶材缝隙里的铁芙蓉,勾刀、单面0.15mm厚度的砂纸和双面0.1
‑
0.15mm的砂纸依次进行清理再通过超声波频率梯度变化清洗,超声波清洗过程中对靶材进行旋转,可全方位的清洗,最大程度的保证清缝的彻底性。
15.本发明是对靶材绑定后的缝隙中填充的杂质进行清除的方法,填充的杂质主要是铁芙蓉以及铟,铁芙蓉是一种耐磨的工程塑料,采用本发明的勾刀首先对铁芙蓉进行大部分的清除,之后采用0.15mm厚度的薄细砂纸单面塞到缝隙中进行清理,单面的砂纸对缝隙中残留大颗粒物进行打磨清除,再通过0.1
‑
0.15mm厚度的砂纸折起来,形成双面的0.2
‑
0.3mm厚度砂纸对缝隙里靶材表面进行双面的打磨,双面的砂纸厚度吻合缝隙的宽度,并且双面砂纸的折叠处对缝隙内底端进行打磨,实现三面打磨,这样一次性进行彻底打磨清理,效率高,效果好,最大限度的清除缝隙内的铁芙蓉和铟杂质,这样清理之后再吹气吹去打磨下来的杂质,最后采用edta
‑
二钠清洗剂进行超声波清洗再烘干,这样很好的对缝隙里铁芙蓉和铟杂质进行清理,现有技术仅仅是对缝隙里的灰尘处理,本发明的清缝方法是其不具备的,本发明的清缝方法高效,清缝的过程很好的保证靶材不受破坏。
16.本发明合金材质的勾刀通过设置刀柄顶部向左侧呈弧形偏移,弧线偏移左侧的r角为83.5,弧线偏移右侧的r角为96;刀柄顶端有钩头,钩头向左弯曲呈钩状,钩头右端呈尖
状,尖状右侧下方的向左弯曲的弧形曲线r角为4.5,钩头左部的向左弯曲的弧线曲线的r角为8.5,钩头呈尖状左侧上方向上弯曲的弧形曲线的r角为9,钩头尖状的弧形曲线的r角为0.5,钩头处的r角,可以保证清缝的效率,钩头处的r角以及钩头左部的向左弯曲的弧线曲线的8.5的r角保证整体结构的稳定可靠性,这样在第一次清缝过程中,勾刀很好很好的对靶材缝隙中的大部分的杂质清除掉。
附图说明
17.图1是本发明勾刀的示意图。
18.其中:1
‑
刀柄,2
‑
钩头。
具体实施方式
19.为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
20.本实施例提供一种靶材绑定后的清缝方法,本实施例是对靶材绑定后的缝隙中填充的杂质进行清除的方法,填充的杂质主要是铁芙蓉以及铟,铁芙蓉是一种耐磨的工程塑料;具体清缝步骤如下:步骤一:将多个ito靶材套在背管上绑定在一起,将相邻的ito靶材之间的缝隙的高温胶首先去除掉;步骤二:用合金工具钢材质的呈钩状的勾刀,对相邻的ito靶材之间的缝隙进行来回的清理;如图1所示,勾刀通过设置刀柄1顶部向左侧呈弧形偏移,弧线偏移左侧的r角为83.5,弧线偏移右侧的r角为96;刀柄1顶端有钩头2,钩头2向左弯曲呈钩状,钩头2右端呈尖状,尖状右侧下方的向左弯曲的弧形曲线r角为4.5,钩头2左部的向左弯曲的弧线曲线的r角为8.5,钩头2呈尖状左侧上方向上弯曲的弧形曲线的r角为9,钩头尖状的弧形曲线的r角为0.5,钩头2处的r角,可以保证清缝的效率,钩头2处的r角以及钩头2左部的向左弯曲的弧线曲线的8.5的r角保证整体结构的稳定可靠性,这样在第一次清缝过程中,勾刀很好很好的对靶材缝隙中的大部分的杂质清除掉。
21.步骤三:取0.15mm厚度的薄细砂纸,单面塞到相邻的ito靶材之间的缝隙中进行来回的清理;步骤四:取0.1
‑
0.15mm厚度的砂纸折起来,形成双面的砂纸塞到相邻的ito靶材之间的缝隙中进行来回的清理,对缝隙里靶材表面打磨,双面砂纸折叠处对缝隙内部底端进行打磨清缝;步骤五:采用吹气枪对相邻的ito靶材之间的缝隙中进行吹气清理,清理之后对靶材进行静电湿式除尘;步骤六:将清理完毕的靶材投入到超声波清洗机内进行超声波振动清洗12
‑
18min;步骤六:将清理完毕的靶材投入到超声波清洗机内进行超声波振动清洗20min,清洗的过程中对靶材进行不间歇的旋转,旋转速率为20转/分钟;超声波清洗采用edta
‑
二钠
清洗剂加入到清洗机内,超声波清洗振动频率在前10min的频率为30千赫,中间5min的频率为60千赫,最后5min的频率为120千赫。清洗完毕后,甩干水分,投入到烘箱内进行烘干。烘干后对相邻的ito靶材之间的缝隙用放大镜进行检查,如还有残留,则再次进行清缝。
22.本实施对清缝流程进行分析发现:以上结果证明,合金工具钢材质勾刀配合单面砂纸清缝以及双面砂纸打磨,可清缝完全。
23.超声波频率对清洗效果的影响对比例3、4:除了超声波频率不一致外,余清洗方法同实施例:
本实施例对比例3对比例40
‑
10min30千赫30千赫60千赫10
‑
15min60千赫30千赫60千赫15
‑
20min120千赫30千赫60千赫清洗结果表面及缝隙清洗干净彻底表面清洗缝隙清洗均不干净彻底表面清洗干净,缝隙清洗不干净彻底
以上结果证明,超声波频率呈梯度上升,有利于提高靶材表面和缝隙的清理效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1